




مهندسی دقیق و کنترل شدید تلرانس
کارخانههای پیشرو در ریختهگری تحت فشار، از طریق دستیابی به دقت در سطح میکرون، مزیت رقابتی کسب میکنند؛ جایی که دقت ابعادی ±۰٫۰۵ میلیمتر استاندارد محسوب میشود — حتی در تولید انبوه. این امر نیازمند سیستمهای یکپارچهای است که کنترلهای پیشرفته فرآیند را با پروتکلهای ارزیابی دقیق ترکیب میکند.

دستیابی به دقت ابعادی ±۰٫۰۵ میلیمتر در کلیه تولیدات انبوه
حفظ این تلورانسهای بسیار دقیق به معنای استفاده از قالبهای ماشینکاریشده با دستگاههای CNC پایدار از نظر حرارتی، همراه با سنسورهای فشار حفرهای در زمان واقعی و نوعی سیستم اسکن اپتیکی خودکار است. هنگامی که کارخانهها واقعاً کنترل آماری فرآیند (SPC) را اجرا میکنند، معمولاً کاهشی حدود ۴۰ درصدی در انحراف ابعادی نسبت به روشهای دستی محض مشاهده میشود. قاعده اندازهگیری ۱۰ به ۱ نیز در اینجا بسیار مهم است. اساساً این قاعده یعنی استفاده از تجهیزات متروлогی که دقتی ده برابر بیشتر از مقدار تلورانس مورد نظر دارند. این امر به حفظ ثبات کیفیت در طول تولید کمک میکند. به عنوان مثال، دستگاههای اندازهگیری مختصات (CMM) که مجهز به ردیاب لیزر هستند، قادرند اندازهگیریها را با تکرارپذیری ±۰٫۰۰۵ میلیمتر تأیید کنند، حتی پس از ۲۰٬۰۰۰ چرخه تولید. این امر وقتی به آن فکر کنیم، واقعاً چشمگیر است.
پایش دمای قالب در زمان واقعی و تثبیت فرآیند با حلقه بسته
نوسانات دما در قالبها مسئول بیش از نیمی از تمامی مشکلات ریختهگری در تولید دقیق هستند. بهترین کارخانهها اکنون سنسورهای اینترنت اشیا (IoT) را مستقیماً درون حفرههای قالب نصب میکنند. این سنسورها اطلاعات لحظهای را به کنترلکنندههای هوشمند ارسال میکنند که میتوانند نرخ خنکسازی را تا حدود ۲ درجه سانتیگراد در هر دو جهت تنظیم کنند. همچنین این سیستمها فشار تزریق را بین شاتها تطبیق داده و مشکلات را پیش از وقوع پیشبینی میکنند و با این کار ضایعات مواد را حدود ۳۰٪ کاهش میدهند. عامل اصلی موفقیت این روش چیست؟ سیستمهای حلقه بسته قادرند پدیدههایی مانند انبساط حرارتی را هنگام تغییر حالت مواد مدیریت کنند، جریان آلیاژهای مختلف درون قالبها را لحاظ نمایند و تمامی فرآیند را بدون نیاز به توقف خطوط تولید برای انجام تعمیرات، پایدار نگه دارند.

علم پیشرفته مواد و بهینهسازی آلیاژها
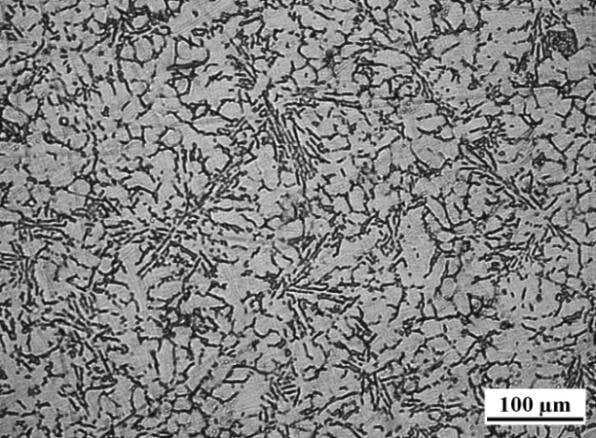
افزایش ۲۲٪ای استحکام کششی آلیاژ A380 از طریق انجماد کنترلشده و ریزدانهسازی
بالاترین عملیات ریختهگری تحت فشار، با پیشرفتهای حاصلشده در علم فلزات، نحوه عملکرد مواد را دگرگون کردهاند. وقتی مهندسان سرعت انجماد فلز را در طول فرآیند ریختهگری کنترل میکنند، میتوانند از تشکیل حفرههای انقباضی آزاردهنده جلوگیری کرده و ساختار بلوری بهتری در آلیاژ آلومینیوم A380 ایجاد کنند که همچنان آلیاژ مورد ترجیح برای اکثر قطعات ریختهگری تحت فشار است. سیستمهای خنککننده تنظیمات لحظهای را انجام میدهند تا دما در تمام مراحل فرآیند دقیقاً در حد مناسب حفظ شود. در عین حال، افزودن مقادیر بسیار کمی تیتانیوم و بور به تشکیل دانههای یکنواخت و منظمی در ساختار فلز کمک میکند. این دانههای ریز در واقع از گسترش نقصها در برابر تنشهای واردشده جلوگیری میکنند و در نتیجه محصول نهایی را از نظر کلی مقاومتر میسازند. آزمونهای کارخانهای نشان دادهاند که ترکیب این روشها مقاومت کششی آلیاژ A380 را حدود ۲۲٪ افزایش میدهد، در حالی که همچنان انعطافپذیری کافی برای خمشدن بدون شکستن را حفظ میکند. قطعات ساختهشده با این روش بارهای سنگینتری را تحمل میکنند؛ به همین دلیل بسیاری از سازندگان خودرو و سازندگان هواپیما در حال انتقال به این فرآیند بهبودیافته هستند.
| تکنیک | عملکرد | تأثیر بر A380 |
|---|---|---|
| انجماد کنترلشده | مدیریت نرخهای خنکسازی | کاهش عیوب داخلی تا ۴۰ درصد |
| ریزدانهکردن | افزودن عوامل هستهزن | افزایش تراکم مرزدانهها پنجبرابر |
| فرآیند ترکیبی | هماهنگسازی کنترل حرارتی/ساختاری | دستیابی به افزایش ۲۲ درصدی استحکام کششی |
این روش علمی، تولید پیوسته و با حجم بالا از قطعات سبکوزن اما مقاوم را تضمین میکند— و بهینهسازی آلیاژ را به یک مزیت رقابتی استراتژیک در تولید تبدیل مینماید.

پیگیری دیجیتالی پایانبهپایان و ادغام با صنعت ۴.۰
ردیابی کامل سطح لات در کمتر از ۶ ثانیه: از سوابق تزریق تا دوقلوی دیجیتال
بهترین عملیات ریختهگری تحت فشار میتوانند با ترکیب حسگرهای اینترنت اشیا (IoT) و دوقلوهای دیجیتال محافظتشده توسط بلاکچین، هر قطعه را در طول کل فرآیند در کمتر از شش ثانیه ردیابی کنند. تمام پارامترهای حیاتی در هر تزریق — از جمله فشار حدود ۱۲۰۰۰ PSI، دمای ذوب حدود ۷۰۰ درجه سانتیگراد و زمان هر چرخه — بهطور مستقیم به صفحات نظارت مرکزی ارسال میشوند. این بدان معناست که مشکلات تقریباً بلافاصله شناسایی میشوند؛ بنابراین تیمهای کنترل کیفیت اکنون زمان بسیار کمتری را صرف انجام امور اداری میکنند و نیاز به مستندسازی را تقریباً به میزان سه چهارم کاهش میدهند. روشهای سنتی مستندسازی با این روش قابل مقایسه نیستند. با فناوری رشتهبندی دیجیتال، تمامی دادهها از لحظه شروع ذوب فلز تا زمانی که قطعات آماده ارسال از خط تولید خارج میشوند، بهصورت دائمی ثبت میگردند.
نگهداری پیشبینانه که منجر به ۹۹٫۲٪ زمان فعالیت ماشینآلات در پیشرفتهترین کارخانههای ریختهگری تحت فشار شده است
سنسورهای مدرن ارتعاشی که با هوش مصنوعی ترکیب شدهاند، میتوانند حدود سه روز پیش از وقوع خرابی، زمان احتمالی از کار افتادن تجهیزات را پیشبینی کنند و این امر باعث میشود دستگاههای ریختهگری تحت فشار بالا بیشتر اوقات با قابلیت اطمینانی حدود ۹۹٫۲ درصد به کار خود ادامه دهند. این سیستم در واقع چندین نقطه داده متفاوت را بهصورت همزمان بررسی میکند؛ از جمله الگوهای حرارتی حاصل از تصویربرداری حرارتی، سوابق فشارهای هیدرولیکی و همچنین تغییرات در میزان جریان الکتریکی مصرفی موتورها. تمام این سیگنالها تحلیل میشوند تا تکنسینها دقیقاً بدانند چه زمانی باید کارهای نگهداری را انجام دهند، در حالی که سایر فعالیتها بهطور برنامهریزیشده در آن زمان از دسترس خارج خواهند بود. این امر برای تولید به چه معناست؟ خوشبختانه کارخانهها گزارش دادهاند که نسبت به دورهای که پیش از اجرای این فناوری وجود داشت، توقفهای غیرمنتظره را حدود دو سوم کاهش دادهاند. علاوه بر این، قالبها معمولاً حدود ۴۰ هزار چرخه اضافی قبل از نیاز به تعویض طول میکشند که این امر منجر به تولید حدود ۲۲ درصد محصول بیشتر در هر سال نسبت به رویکردهای قدیمی نگهداری واکنشی میشود.
فراتر از گواهینامه: اعتبارسنجی مبتنی بر مشتری و شفافیت فرآیند
گواهینامههای صنعتی مانند IATF 16949 قطعاً برای ایجاد اعتبار اولیه اهمیت دارند، اما بهترین کارخانههای ریختهگری تحت فشار (Die Casting) بهدلیل فراتر رفتن از الزامات گواهینامهها متمایز میشوند. این کارخانههای برتر تمرکز خود را بر دریافت بازخورد مستقیم از مشتریان و شفافسازی کامل نحوه عملکرد فرآیندها در پشت صحنه قرار میدهند. گواهینامههای کاغذی تنها نشاندهنده وضعیتی هستند که در یک لحظه خاص از زمان صادق بوده است. رهبران واقعی این حوزه سیستمهای پویا و مستمری را راهاندازی میکنند که در آن مشتریان بتوانند بهصورت زنده دادههای تولید را مشاهده کنند، مشخصات مواد اولیه را بررسی نمایند و کنترلهای فرآیندی را در هر زمان لازم بازبینی کنند. این رویکرد به کاهش ریسکها در سراسر زنجیره تأمین کمک میکند، زیرا خریداران میتوانند عوامل کیفی مهمی مانند تخلخل یا ابعاد را نسبت به آنچه برای محصولات خاص خود بهترین نتیجه را ایجاد میکند، پیش از خروج هر قطعهای از خط تولید تأیید کنند. وقتی مشتریان به سوابقی دسترسی داشته باشند که عملکرد قالبها را در طول زمان نشان میدهد، دفعات استفاده از آلیاژهای مختلف را ردیابی میکند و انحرافات احتمالی را در حین تولید شناسایی میکند، رابطهای ویژه بین تولیدکننده و مشتری ایجاد میشود. کنترل کیفیت دیگر صرفاً یک بررسی در انتهای خط تولید نیست، بلکه بخشی از گفتوگوهای روزانه مهندسانی میشود که در کنار هم برای دستیابی به نتایج بهتر همکاری میکنند. بهترین کارخانهها درک کردهاند که کیفیت واقعی نه از داشتن گواهینامههای زیبا روی دیوار ناشی میشود، بلکه از بهبود مستمر از طریق همکاری با کسانی حاصل میشود که قطعات تولیدی آنها را در عمل بهکار میبرند.

سوالات متداول
مزیت دقت در سطح میکرون در ریختهگری قالبی چیست؟
دقت در سطح میکرون به کارخانههای ریختهگری قالبی امکان میدهد تا دقت ابعادی ±۰٫۰۵ میلیمتر را به دست آورند، که این امر تولید با کیفیت بالا را حتی در مقیاس بزرگ تضمین کرده و انحراف ابعادی را بهطور قابلتوجهی کاهش میدهد.
کارخانههای ریختهگری قالبی چگونه دمای قالب را بهصورت بلادرنگ نگه میدارند؟
با استفاده از سنسورهای اینترنت اشیا (IoT) در حفرههای قالب، کارخانههای ریختهگری قالبی میتوانند نرخ خنکسازی و فشار تزریق را بهصورت بلادرنگ تنظیم کنند تا از هدررفت جلوگیری شده و کیفیت ثابت تولید تضمین گردد.
انجماد کنترلشده چه تأثیری بر آلیاژ A380 دارد؟
مدیریت انجماد کنترلشده، عیوب داخلی را تا ۴۰ درصد کاهش داده و هنگامی که با ریزدانهسازی ترکیب میشود، استحکام کششی قطعات A380 را بهطور قابلتوجهی افزایش میدهد.
ردیابی دیجیتال چگونه عملیات ریختهگری قالبی را بهبود میبخشد؟
ردیابی دیجیتال امکان ردیابی کامل هر قطعه را در کمتر از شش ثانیه از طریق سنسورهای اینترنت اشیا (IoT) و فناوری بلاکچین فراهم میکند که منجر به تشخیص سریعتر مشکلات و کاهش حجم اسناد میشود.
پیشبینی نگهداری چه نقشی در ریختهگری قالبی ایفا میکند؟
نگهداری پیشبینانه، که توسط هوش مصنوعی و سنسورها پشتیبانی میشود، به کارخانههای ریختهگری قالبی امکان میدهد تا با پیشبینی خرابی تجهیزات پیش از وقوع، زمانکارکرد ماشینآلات را به ۹۹٫۲٪ برسانند و بدین ترتیب بازده تولید را به حداکثر برسانند.