




Ingegneria di precisione e controllo rigoroso delle tolleranze
Le principali fabbriche di pressofusione ottengono un vantaggio competitivo grazie alla precisione a livello di micron, in cui l’accuratezza dimensionale di ±0,05 mm è lo standard — anche nella produzione su larga scala. Ciò richiede sistemi integrati che combinino controlli di processo avanzati con protocolli di validazione rigorosi.

Raggiungere un’accuratezza dimensionale di ±0,05 mm nella produzione su larga scala
Mantenere quelle tolleranze estremamente strette significa disporre di stampi realizzati al CNC termicamente stabili, oltre a sensori di pressione in cavità in tempo reale e a un qualche tipo di sistema di scansione ottica automatizzato. Quando le fabbriche applicano effettivamente il controllo statistico di processo (SPC), tendono a registrare una riduzione del 40% circa della deriva dimensionale rispetto a quanto avviene con metodi puramente manuali. Anche la regola della misurazione 10:1 è qui particolarmente importante: essa stabilisce, in sostanza, di utilizzare strumenti di metrologia dieci volte più precisi rispetto alla tolleranza obiettivo da raggiungere. Ciò contribuisce a garantire coerenza qualitativa durante l’intero ciclo produttivo. Prendiamo ad esempio le macchine di misura a coordinate (CMM): questi sistemi dotati di tracciamento laser sono in grado di confermare le misure con una ripetibilità di ±0,005 mm anche dopo aver completato 20.000 cicli di produzione. Un risultato davvero impressionante, se ci si sofferma a riflettere.
Monitoraggio in tempo reale della temperatura dello stampo e stabilizzazione del processo a circuito chiuso
Le escursioni termiche negli stampi sono responsabili di oltre la metà di tutti i problemi di fusione nella produzione di precisione. Le migliori aziende installano oggi sensori IoT direttamente all’interno delle cavità degli stampi. Questi sensori inviano informazioni in tempo reale a controller intelligenti, che possono regolare i tassi di raffreddamento con una precisione di circa ±2 gradi Celsius. Inoltre, tali sistemi aggiustano le pressioni di iniezione tra un ciclo e l’altro e prevedono i problemi prima che si verifichino, riducendo gli scarti di materiale di circa il 30%. Perché questo sistema funziona così bene? I sistemi a controllo chiuso gestiscono fenomeni come la dilatazione termica durante il cambiamento di stato dei materiali, tengono conto del diverso comportamento di flusso delle varie leghe all’interno degli stampi e mantengono costante la stabilità del processo senza dover fermare le linee di produzione per interventi correttivi.

Scienza avanzata dei materiali e ottimizzazione delle leghe
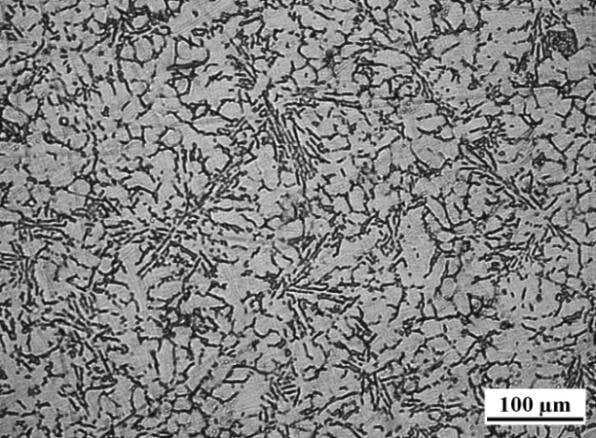
Aumento della resistenza a trazione dell’A380 del 22% mediante solidificazione controllata e affinamento della grana
Le principali operazioni di pressofusione stanno rivoluzionando le prestazioni dei materiali grazie ai progressi compiuti nella scienza dei metalli. Quando gli ingegneri controllano la velocità con cui il metallo solidifica durante la fusione, possono evitare la formazione di quegli indesiderati pori di ritiro e ottenere strutture cristalline migliori nell'alluminio A380, che rimane tuttora la lega più utilizzata per la maggior parte dei componenti prodotti mediante pressofusione. I sistemi di raffreddamento effettuano aggiustamenti in tempo reale per mantenere le temperature ottimali durante l’intero processo. Allo stesso tempo, l’aggiunta di piccole quantità di titanio e boro favorisce la formazione di grani fini e uniformi nella struttura del metallo. Questi grani fini impediscono effettivamente la propagazione dei difetti sotto sollecitazione meccanica, rendendo così il prodotto finale complessivamente più resistente. Test condotti in fabbrica hanno dimostrato che la combinazione di queste tecniche aumenta la resistenza a trazione dell’A380 di circa il 22%, pur mantenendone sufficiente duttilità da consentirne la deformazione senza rottura. I componenti realizzati con questo metodo sopportano carichi più elevati, spiegando perché numerosi costruttori automobilistici e produttori di aeromobili stiano passando a questo processo migliorato.
| Tecnica | Funzione | Impatto sull'A380 |
|---|---|---|
| Solidificazione controllata | Gestisce le velocità di raffreddamento | Riduce i difetti interni del 40% |
| Affinamento del grano | Aggiunge agenti nucleanti | Aumenta la densità dei bordi di grano di 5 volte |
| Processo combinato | Sincronizza il controllo termico/strutturale | Consente un incremento della resistenza a trazione del 22% |
Questa metodologia scientifica garantisce un'uscita costante in grandi volumi di componenti leggeri ma resistenti, trasformando l'ottimizzazione delle leghe in un vantaggio strategico nella produzione.

Tracciabilità digitale end-to-end e integrazione Industry 4.0
Tracciabilità completa a livello di lotto in meno di 6 secondi: dal registro degli stampaggi al gemello digitale
Le migliori operazioni di pressofusione riescono a tracciare ogni componente lungo l’intero processo in poco meno di sei secondi, combinando sensori IoT con gemelli digitali protetti da blockchain. Tutti quei parametri critici rilevati durante ogni stampaggio — pressione di circa 12.000 PSI, temperatura della lega fusa intorno ai 700 gradi Celsius e durata di ciascun ciclo — vengono inviati direttamente ai monitor centrali. Ciò consente di individuare i problemi quasi istantaneamente, riducendo drasticamente il tempo che i team qualità dedicano alla gestione della documentazione: le esigenze di documentazione si riducono infatti di circa tre quarti. I tradizionali flussi cartacei non sono paragonabili. Grazie alla tecnologia del filo digitale (digital threading), ogni dato viene registrato in modo permanente fin dal momento in cui il metallo inizia a fondersi fino al completamento della produzione, quando i componenti escono dalla linea pronti per la spedizione.
Manutenzione predittiva che garantisce un uptime delle macchine pari al 99,2% nei principali siti produttivi di pressofusione
I moderni sensori di vibrazione abbinati all'intelligenza artificiale possono prevedere il possibile guasto delle attrezzature circa tre giorni prima che si verifichi, mantenendo tali macchine per la pressofusione ad alta pressione operative con un'efficienza pari al 99,2% della maggior parte del tempo. Il sistema analizza effettivamente diversi tipi di dati contemporaneamente, inclusi i profili termici ottenuti dall'imaging termico, i registri delle pressioni idrauliche e le variazioni nel consumo di energia elettrica dei motori. Tutti questi segnali vengono analizzati in modo che gli operatori tecnici sappiano esattamente quando eseguire gli interventi di manutenzione, mentre tutti gli altri interventi sono già programmati durante i periodi di fermo previsti. Quali sono le conseguenze per la produzione? Beh, le fabbriche riferiscono di aver ridotto di circa due terzi gli arresti imprevisti rispetto al periodo precedente l’adozione di questa tecnologia. Inoltre, gli stampi durano in media circa 40.000 cicli aggiuntivi prima di richiedere sostituzione, il che si traduce in un aumento annuo della produzione pari a circa il 22% rispetto a quanto era possibile ottenere con i vecchi approcci di manutenzione reattiva.
Oltre la certificazione: validazione centrata sul cliente e trasparenza del processo
Le certificazioni di settore, come l’IATF 16949, sono certamente fondamentali per garantire una credibilità di base, ma gli stabilimenti leader nella fusione in stampo si distinguono proprio perché vanno oltre i requisiti imposti dalle certificazioni. Questi impianti d’eccellenza puntano a raccogliere direttamente il feedback dei clienti e a essere completamente trasparenti sul funzionamento dei processi interni. I certificati cartacei mostrano soltanto ciò che era vero in un determinato momento. I veri leader del settore implementano sistemi continui che consentono ai clienti di visualizzare in tempo reale i dati produttivi, verificare le specifiche dei materiali e controllare i parametri di processo ogni volta che necessario. Questo approccio contribuisce a ridurre i rischi lungo l’intera catena di fornitura, poiché gli acquirenti possono verificare fattori qualitativi critici — come la porosità o le dimensioni — confrontandoli con quanto più adatto alle esigenze specifiche dei propri prodotti, ancor prima che qualsiasi componente lasci il reparto di produzione. Quando i clienti hanno accesso a registri che documentano le prestazioni dei modelli nel tempo, tracciano i lotti di leghe utilizzati e individuano tempestivamente eventuali scostamenti durante la produzione, si crea un rapporto speciale tra produttore e cliente. Il controllo qualità cessa di essere un semplice controllo finale e diventa parte integrante delle conversazioni quotidiane tra ingegneri che collaborano attivamente per ottenere risultati sempre migliori. Le migliori fabbriche sanno che la vera qualità non deriva dal possedere bei certificati appesi al muro, bensì dal miglioramento continuo ottenuto grazie alla collaborazione con chi utilizza effettivamente i loro componenti.

Domande Frequenti
Qual è il vantaggio della precisione a livello di micron nella pressofusione?
La precisione a livello di micron consente alle fabbriche di pressofusione di raggiungere un’accuratezza dimensionale di ±0,05 mm, garantendo una produzione di alta qualità anche su larga scala e riducendo in modo significativo la deriva dimensionale.
Come mantengono le fabbriche di pressofusione la temperatura dello stampo in tempo reale?
Utilizzando sensori IoT nelle cavità degli stampi, le fabbriche di pressofusione possono regolare in tempo reale le velocità di raffreddamento e le pressioni di iniezione, prevenendo sprechi e assicurando una qualità costante della produzione.
Qual è l’impatto della solidificazione controllata sulla lega A380?
La gestione della solidificazione controllata riduce i difetti interni del 40% e, se abbinata al raffinamento del grano, aumenta in modo significativo la resistenza a trazione dei componenti in lega A380.
In che modo la tracciabilità digitale migliora le operazioni di pressofusione?
La tracciabilità digitale consente la tracciabilità completa di ciascun componente in meno di sei secondi grazie a sensori IoT e blockchain, permettendo una rilevazione più rapida dei problemi e una riduzione della documentazione.
Qual è il ruolo della manutenzione predittiva nella pressofusione?
La manutenzione predittiva, supportata da intelligenza artificiale e sensori, consente agli stabilimenti di pressofusione di mantenere un tempo di attività delle macchine pari al 99,2 % prevedendo in anticipo i guasti degli equipaggiamenti, massimizzando così l'efficienza produttiva.
Indice
- Ingegneria di precisione e controllo rigoroso delle tolleranze
- Scienza avanzata dei materiali e ottimizzazione delle leghe
- Tracciabilità digitale end-to-end e integrazione Industry 4.0
- Oltre la certificazione: validazione centrata sul cliente e trasparenza del processo
-
Domande Frequenti
- Qual è il vantaggio della precisione a livello di micron nella pressofusione?
- Come mantengono le fabbriche di pressofusione la temperatura dello stampo in tempo reale?
- Qual è l’impatto della solidificazione controllata sulla lega A380?
- In che modo la tracciabilità digitale migliora le operazioni di pressofusione?
- Qual è il ruolo della manutenzione predittiva nella pressofusione?