




Přesné strojírenství a přesná kontrola tolerance
Vedoucí továrny na tlakové lití dosahují konkurenční výhody díky přesnosti na úrovni mikrometrů, kdy je rozměrová přesnost ±0,05 mm standardem – i při výrobě ve velkém množství. To vyžaduje integrované systémy, které kombinují pokročilé procesní řízení s přísnými protokoly ověřování.

Dosahování rozměrové přesnosti ±0,05 mm při výrobě ve velkém množství
Udržení tak přísných tolerancí vyžaduje tepelně stabilní CNC frézované formy, senzory tlaku v dutině v reálném čase a nějaký druh automatického optického skenovacího systému. Pokud továrny skutečně zavedou statistickou regulaci procesu (SPC), zpravidla pozorují snížení rozměrového posunu o přibližně 40 % oproti tomu, co nastává pouze při manuálních metodách. Zde je také velmi důležité pravidlo poměru měření 10:1. To znamená použití metrologického zařízení, jehož přesnost je desetkrát vyšší než požadovaná hodnota tolerance. To pomáhá udržet konzistentní kvalitu během celé výroby. Vezměme si například souřadnicové měřicí stroje (CMM). Tyto CMM vybavené laserovým sledováním dokáží potvrdit měření s opakovatelností ± 0,005 mm i po 20 000 výrobních cyklech. Je to opravdu působivé, když se nad tím zamyslíte.
Monitorování teploty formy v reálném čase a uzavřená smyčka stabilizace procesu
Teplotní výkyvy v litních formách způsobují více než polovinu všech problémů při lití v oblasti přesného výrobního průmyslu. Nejlepší továrny nyní instalují IoT senzory přímo do dutin těchto forem. Tyto senzory posílají informace v reálném čase chytrým řídicím systémům, které dokážou upravit rychlost chlazení s přesností asi ±2 °C. Současně upravují injekční tlaky mezi jednotlivými výstřely a předvídají potenciální problémy ještě před jejich vznikem, čímž snižují množství odpadních materiálů přibližně o 30 %. Proč tento systém funguje tak dobře? Uzavřené regulační smyčky zohledňují například tepelnou roztažnost materiálů při změně skupenství, berou v úvahu, jak různé slitiny protékají formami, a udržují celý proces stabilní bez nutnosti zastavit výrobní linku kvůli opravám.

Pokročilá věda o materiálech a optimalizace slitin
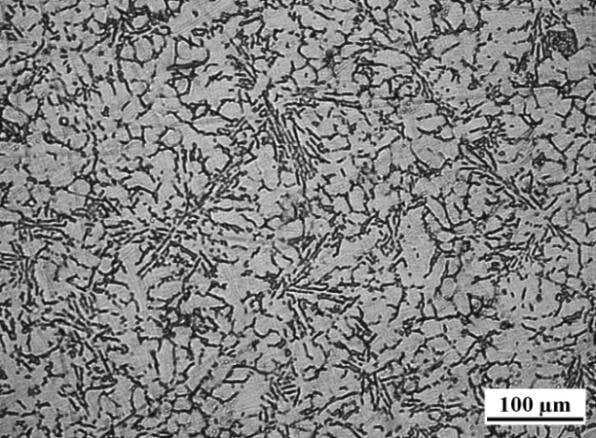
Zvýšení mezí pevnosti slitiny A380 v tahu o 22 % prostřednictvím řízené tuhnutí a jemnozrnnosti
Nejlepší operace tlakového lití revolucionalizují výkon materiálů díky pokročilým poznatkům z oblasti kovové vědy. Když inženýři kontrolují rychlost tuhnutí kovu během lití, mohou zabránit vzniku nepříjemných smršťovacích dutin a dosáhnout lepší krystalické struktury u hliníkové slitiny A380, která stále zůstává nejčastěji používanou slitinou pro většinu součástí vyráběných tlakovým litím. Chladicí systémy provádějí úpravy v reálném čase, aby po celou dobu procesu udržely teploty přesně na požadované úrovni. Současně přídavek malých množství titanu a boru pomáhá vytvořit jemné, rovnoměrné zrny v mikrostruktuře kovu. Tyto jemné zrny skutečně brání šíření poruch při aplikaci mechanického namáhání, čímž celkově zvyšují pevnost konečného výrobku. Závodní testy ukázaly, že kombinace těchto technik zvyšuje mez pevnosti v tahu slitiny A380 přibližně o 22 %, přičemž zároveň zachovává dostatečnou pružnost pro ohýbání bez lomu. Součásti vyrobené tímto způsobem snášejí vyšší zatížení, což vysvětluje, proč se na tento vylepšený proces přepíná tak mnoho výrobců automobilů i letadel.
| Technická | Funkce | Dopad na A380 |
|---|---|---|
| Řízené tuhnutí | Řídí rychlosti chlazení | Sníží vnitřní vady o 40 % |
| Jemnění zrn | Přidává jádrovací přísady | Zvyšuje hustotu mezer mezi zrny pětkrát |
| Kombinovaný proces | Synchronizuje tepelnou a strukturální kontrolu | Dosahuje zvýšení pevnosti v tahu o 22 % |
Tato vědecká metodika zajišťuje konzistentní výrobu velkých objemů lehkých, avšak odolných dílů – čímž optimalizaci slitin proměňuje v strategickou výrobní výhodu.

Komplexní digitální sledovatelnost a integrace průmyslu 4.0
Plná sledovatelnost na úrovni celého dávky za méně než 6 sekund: od protokolu o lití po digitální dvojník
Nejlepší provozy tlakového lití dokážou sledovat každou součástku v průběhu celého procesu za méně než šest sekund, pokud kombinují senzory IoT s digitálními dvojníky chráněnými technologií blockchain. Všechny tyto kritické parametry při každém lití – tlak kolem 12 000 PSI, teplota taveniny přibližně 700 °C, stejně jako doba trvání každého cyklu – jsou okamžitě přenášeny na centrální monitorovací obrazovky. To znamená, že problémy jsou zjištěny téměř okamžitě, a proto kvalitní týmy nyní stráví mnohem méně času vyplňováním dokumentace – potřeba dokumentace se tak snížila zhruba o tři čtvrtiny. Tradiční papírové záznamy s tím nemohou konkurovat. Díky technologii digitálního propojení (digital threading) je každý krok trvale zaznamenáván od okamžiku, kdy se kov začne tavít, až po okamžik, kdy jsou hotové díly vyrobeny a připraveny k expedici.
Prediktivní údržba zajišťuje 99,2 % dostupnosti strojů na předních továrnách pro tlakové lití
Moderní senzory vibrací spárované s umělou inteligencí dokážou předpovědět možný výpadek zařízení přibližně tři dny předem, čímž zajišťují, že tyto vysokotlaké litnicí stroje běží většinou s dostupností kolem 99,2 %. Systém ve skutečnosti analyzuje několik různých datových bodů současně, včetně tepelných vzorů z termografického snímkování, záznamů hydraulických tlaků a změn v odběru elektrické energie elektromotory. Všechny tyto signály jsou analyzovány tak, aby technici přesně věděli, kdy provést údržbu, zatímco ostatní činnosti jsou stejně naplánovány jako neaktivní. Co to znamená pro výrobu? To, že továrny uvádějí snížení neočekávaných výpadků přibližně o dvě třetiny oproti období před zavedením této technologie. Navíc se formy obvykle používají přibližně o 40 000 cyklů déle, než je nutné je vyměnit, což se překládá na přibližně 22 % více výrobků vyrobených ročně oproti tradičním reaktivním přístupům k údržbě.
Za certifikací: Ověřování zaměřené na zákazníka a průhlednost procesů
Průmyslové certifikáty, jako je IATF 16949, jsou bezesporu důležité pro základní důvěryhodnost, ale nejlepší lití do forem se vyznačují tím, že přesahují požadavky stanovené certifikací. Tyto nejlepší provozy se zaměřují na získávání přímé zpětné vazby od zákazníků a na naprostou transparentnost toho, jak fungují procesy za kulisy. Papírové certifikáty ukazují pouze, co bylo pravdivé v jednom konkrétním okamžiku. Skuteční lídři odvětví zavádějí trvalé systémy, ve kterých mohou klienti skutečně sledovat výrobní data v reálném čase, kontrolovat specifikace materiálů a kdykoli si přezkoumat kontrolní postupy výrobních procesů. Tento přístup pomáhá snižovat rizika v celém dodavatelském řetězci, protože zakoupitelé mohou ověřit klíčové faktory kvality – například pórovitost nebo rozměry – vzhledem k tomu, co nejlépe vyhovuje jejich konkrétním výrobkům, ještě než něco opustí výrobní halu. Když mají zákazníci přístup k záznamům o výkonu forem v průběhu času, mohou sledovat šarže použitých slitin a včas zaznamenat jakékoli odchylky během výroby – to vytváří mezi výrobcem a zákazníkem něco zvláštního. Kontrola kvality přestává být pouhým kontrolním krokem na konci výrobní linky a stává se součástí každodenní komunikace mezi inženýry, kteří společně pracují na dosažení lepších výsledků. Nejlepší továrny si uvědomují, že skutečná kvalita nevychází z hezkých certifikátů na stěně, ale z neustálého zlepšování prostřednictvím spolupráce s těmi, kdo jejich díly skutečně používají.

Často kladené otázky
Jaká je výhoda přesnosti na úrovni mikrometrů při tlakovém lití?
Přesnost na úrovni mikrometrů umožňuje továrnám na tlakové lití dosáhnout rozměrové přesnosti ±0,05 mm, čímž zajišťují vysokou kvalitu výroby i při velkovýrobě a výrazně snižují rozměrový posun.
Jak továrny na tlakové lití udržují teplotu formy v reálném čase?
Pomocí senzorů IoT umístěných v dutinách forem mohou továrny na tlakové lití v reálném čase upravovat rychlost chlazení a vstřikovací tlaky, čímž zabrání ztrátám a zajišťují stálou kvalitu výroby.
Jaký dopad má řízená tuhnutí na slitinu A380?
Řízené řízení tuhnutí snižuje vnitřní vady o 40 % a ve spojení s jemnozrnností výrazně zvyšuje mez pevnosti v tahu součástí ze slitiny A380.
Jak digitální sledovatelnost zlepšuje provoz při tlakovém lití?
Digitální sledovatelnost umožňuje úplnou sledovatelnost jednotlivých součástí během méně než šesti sekund prostřednictvím senzorů IoT a technologie blockchain, což vede k rychlejšímu zjišťování problémů a snížení objemu dokumentace.
Jakou roli hraje prediktivní údržba v tlakovém lití?
Prediktivní údržba, podporovaná umělou inteligencí a senzory, umožňuje továrnám na tlakové lití udržovat 99,2 % dostupnosti strojů předvídaním poruch zařízení ještě před jejich výskytem, čímž se maximalizuje efektivita výroby.