




Ingénierie de précision et contrôle strict des tolérances
Les usines de fonderie sous pression de pointe obtiennent un avantage concurrentiel grâce à une précision au niveau du micron, où une exactitude dimensionnelle de ±0,05 mm est la norme, même en production à grande échelle. Cela exige des systèmes intégrés combinant des contrôles de processus avancés et des protocoles de validation rigoureux.

Atteindre une exactitude dimensionnelle de ±0,05 mm en production à grande échelle
Maintenir ces tolérances extrêmement serrées implique d’utiliser des matrices usinées sur des machines-outils à commande numérique (CNC) thermiquement stables, ainsi que des capteurs de pression en temps réel dans les cavités et un système de numérisation optique automatisé. Lorsque les usines mettent effectivement en œuvre la maîtrise statistique des procédés (MSP), elles observent généralement une réduction d’environ 40 % de la dérive dimensionnelle par rapport aux méthodes manuelles seules. La règle du rapport 10:1 en métrologie est également très importante ici : elle signifie qu’il faut utiliser des équipements de métrologie dont la précision est dix fois supérieure à celle de la tolérance cible. Cela contribue à assurer une cohérence constante de la qualité tout au long de la production. Prenons l’exemple des machines à mesurer tridimensionnelles (MMT). Ces MMT équipées d’un suivi laser permettent de confirmer les mesures avec une répétabilité de ± 0,005 mm, même après 20 000 cycles de production. Plutôt impressionnant, quand on y pense.
Surveillance en temps réel de la température du moule et stabilisation du procédé en boucle fermée
Les variations de température dans les matrices sont responsables de plus de la moitié de tous les problèmes de moulage dans la fabrication de précision. Les meilleures usines installent désormais des capteurs IoT directement à l’intérieur des cavités des moules. Ces capteurs transmettent en temps réel des informations à des contrôleurs intelligents capables d’ajuster les taux de refroidissement à environ ±2 degrés Celsius. Ils ajustent également les pressions d’injection entre les cycles et prévoient les problèmes avant qu’ils ne surviennent, réduisant ainsi les déchets matériels d’environ 30 %. Pourquoi ce système fonctionne-t-il si bien ? Les systèmes à boucle fermée gèrent des phénomènes tels que la dilatation thermique lorsque les matériaux changent d’état, tiennent compte du comportement d’écoulement des différents alliages dans les moules et maintiennent la stabilité globale sans nécessiter l’arrêt des lignes de production pour effectuer des corrections.

Science des matériaux avancée et optimisation des alliages
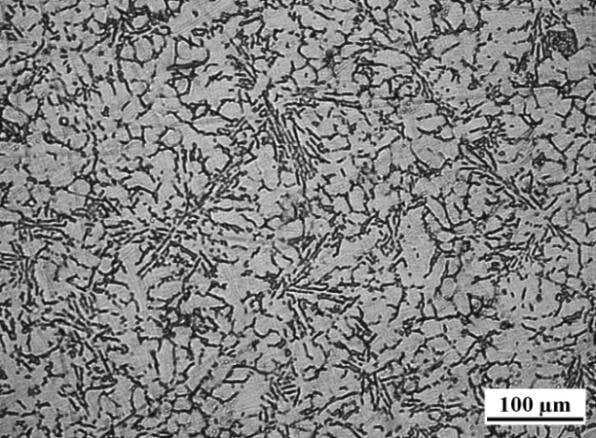
Augmentation de la résistance à la traction de l’alliage A380 de 22 % grâce à une solidification contrôlée et à un raffinement de la structure cristalline
Les meilleures opérations de moulage sous pression révolutionnent les performances des matériaux grâce aux progrès réalisés dans le domaine de la science des métaux. Lorsque les ingénieurs maîtrisent la vitesse à laquelle le métal se solidifie pendant le moulage, ils peuvent empêcher la formation de ces redoutables pores de retrait et obtenir de meilleures structures cristallines dans l’alliage d’aluminium A380, qui reste encore l’alliage de référence pour la plupart des pièces moulées sous pression. Les systèmes de refroidissement effectuent des ajustements en temps réel afin de maintenir des températures optimales tout au long du processus. Par ailleurs, l’ajout de faibles quantités de titane et de bore favorise la formation de grains fins et uniformes dans la structure métallique. Ces petits grains empêchent effectivement la propagation des défauts sous contrainte, ce qui confère une résistance globale accrue au produit final. Des essais menés en usine ont montré que la combinaison de ces techniques augmente la résistance à la traction de l’A380 d’environ 22 %, tout en conservant une ductilité suffisante pour permettre la flexion sans rupture. Les composants fabriqués selon cette méthode supportent des charges plus élevées, ce qui explique pourquoi de nombreux constructeurs automobiles et fabricants d’aéronefs adoptent désormais ce procédé amélioré.
| Technique | Fonction | Impact sur l'A380 |
|---|---|---|
| Solidification contrôlée | Gère les vitesses de refroidissement | Réduit les défauts internes de 40 % |
| Affinage du grain | Ajoute des agents de nucléation | Multiplie par 5 la densité des joints de grains |
| Procédé combiné | Synchronise le contrôle thermique / structurel | Permet un gain de résistance à la traction de 22 % |
Cette méthodologie scientifique garantit une production homogène à haut volume de pièces légères mais robustes, transformant l’optimisation des alliages en un avantage stratégique de fabrication.

Traçabilité numérique de bout en bout et intégration de l’industrie 4.0
Traçabilité complète au niveau du lot en moins de 6 secondes : du registre des coulées au jumeau numérique
Les meilleures installations de fonderie sous pression peuvent suivre chaque composant tout au long du processus en un peu moins de six secondes, lorsqu’elles combinent des capteurs IoT à des jumeaux numériques protégés par la technologie blockchain. Tous ces paramètres critiques lors de chaque coulée — pression d’environ 12 000 PSI, température du métal en fusion atteignant environ 700 degrés Celsius, ainsi que la durée de chaque cycle — sont transmis directement aux écrans centraux de surveillance. Cela permet de détecter les problèmes presque immédiatement, ce qui réduit considérablement le temps consacré par les équipes qualité aux tâches administratives, diminuant ainsi les besoins en documentation d’environ trois quarts. Les procédures traditionnelles basées sur des documents papier ne sont tout simplement pas comparables. Grâce à la technologie de filage numérique, chaque étape est enregistrée de façon permanente, depuis le début de la fusion du métal jusqu’à la sortie des pièces de la ligne, prêtes à être expédiées.
Maintenance prédictive assurant un taux de disponibilité des machines de 99,2 % dans les principales usines de fonderie sous pression
Des capteurs modernes de vibrations couplés à l’intelligence artificielle permettent de prédire environ trois jours à l’avance une éventuelle défaillance des équipements, ce qui maintient ces machines de coulée sous pression à un taux de disponibilité d’environ 99,2 % la plupart du temps. Le système analyse effectivement plusieurs types de données simultanément, notamment les profils thermiques issus de l’imagerie thermique, les relevés des pressions hydrauliques ainsi que les variations de la puissance électrique absorbée par les moteurs. L’analyse de tous ces signaux permet aux techniciens de savoir précisément quand intervenir pour effectuer la maintenance, pendant que les autres opérations sont déjà planifiées comme étant hors ligne. Quelles en sont les conséquences pour la production ? Eh bien, les usines signalent une réduction d’environ deux tiers des arrêts imprévus par rapport à la période précédant la mise en œuvre de cette technologie. En outre, les moules résistent en moyenne 40 000 cycles supplémentaires avant de nécessiter un remplacement, ce qui se traduit par une augmentation d’environ 22 % du nombre de produits sortant de la chaîne chaque année par rapport aux anciennes approches de maintenance réactive.
Au-delà de la certification : validation centrée sur le client et transparence des processus
Les certifications sectorielles, telles que l’IATF 16949, revêtent certes une importance indéniable pour établir une crédibilité de base, mais les meilleures fonderies de pièces moulées sous pression se distinguent précisément parce qu’elles dépassent les exigences imposées par ces certifications. Ces entreprises de premier plan privilégient les retours directs de leurs clients et adoptent une transparence totale quant au fonctionnement de leurs processus en coulisses. Des certificats papier ne reflètent qu’une réalité ponctuelle. Les véritables leaders du secteur mettent en place des systèmes permanents permettant à leurs clients de consulter en temps réel les données de production, de vérifier les spécifications des matériaux et d’examiner les contrôles des procédés à tout moment. Cette approche contribue à réduire les risques tout au long de la chaîne d’approvisionnement, puisque les acheteurs peuvent valider, avant toute expédition depuis l’atelier, des facteurs critiques de qualité — tels que la porosité ou les dimensions — en fonction des besoins spécifiques de leurs propres produits. Lorsque les clients ont accès aux historiques de performance des moules, peuvent suivre les lots d’alliages utilisés et identifier rapidement toute déviation survenant durant la production, cela crée une relation particulière entre le fabricant et son client. Le contrôle qualité cesse d’être un simple contrôle final et devient une composante intégrée des échanges quotidiens entre ingénieurs travaillant conjointement pour obtenir de meilleurs résultats. Les usines les plus performantes comprennent que la véritable qualité ne provient pas de simples documents encadrés accrochés au mur, mais d’une amélioration continue fondée sur la collaboration avec ceux qui utilisent concrètement leurs pièces.

FAQ
Quel est l'avantage de la précision au niveau micronique dans la fonderie sous pression ?
La précision au niveau micronique permet aux usines de fonderie sous pression d'atteindre une exactitude dimensionnelle de ±0,05 mm, garantissant ainsi une production de haute qualité, même à grande échelle, et réduisant considérablement les dérives dimensionnelles.
Comment les usines de fonderie sous pression maintiennent-elles en temps réel la température des moules ?
Grâce à des capteurs IoT intégrés dans les cavités des moules, les usines de fonderie sous pression peuvent ajuster en temps réel les débits de refroidissement et les pressions d'injection, évitant ainsi les pertes et assurant une qualité constante de la production.
Quel est l'impact de la solidification contrôlée sur l'alliage A380 ?
Une gestion contrôlée de la solidification réduit les défauts internes de 40 % et, lorsqu'elle est combinée avec un raffinement de la structure cristalline, augmente sensiblement la résistance à la traction des composants en alliage A380.
Comment la traçabilité numérique améliore-t-elle les opérations de fonderie sous pression ?
La traçabilité numérique permet une traçabilité complète des composants en moins de six secondes grâce à des capteurs IoT et à la technologie blockchain, ce qui accélère la détection des problèmes et réduit la charge documentaire.
Quel rôle la maintenance prédictive joue-t-elle dans la fonderie sous pression ?
La maintenance prédictive, soutenue par l’intelligence artificielle et des capteurs, permet aux usines de fonderie sous pression de maintenir un temps de fonctionnement des machines de 99,2 % en prévoyant les pannes d’équipements à l’avance, maximisant ainsi l’efficacité de la production.
Table des matières
- Ingénierie de précision et contrôle strict des tolérances
- Science des matériaux avancée et optimisation des alliages
- Traçabilité numérique de bout en bout et intégration de l’industrie 4.0
- Au-delà de la certification : validation centrée sur le client et transparence des processus
-
FAQ
- Quel est l'avantage de la précision au niveau micronique dans la fonderie sous pression ?
- Comment les usines de fonderie sous pression maintiennent-elles en temps réel la température des moules ?
- Quel est l'impact de la solidification contrôlée sur l'alliage A380 ?
- Comment la traçabilité numérique améliore-t-elle les opérations de fonderie sous pression ?
- Quel rôle la maintenance prédictive joue-t-elle dans la fonderie sous pression ?