




Точная инженерия и строгий контроль допусков
Ведущие литейные заводы достигают конкурентных преимуществ за счет микронной точности, при которой размерная точность ±0,05 мм является стандартом — даже при высоком объёме производства. Это требует интегрированных систем, объединяющих передовые методы управления процессами с жёсткими протоколами валидации.

Обеспечение размерной точности ±0,05 мм при массовом производстве
Соблюдение действительно узких допусков требует использования термостабильных пресс-форм, изготовленных на станках с ЧПУ, а также датчиков давления в полости в реальном времени и какой-либо автоматизированной оптической системы сканирования. Когда на заводах фактически внедряется статистический контроль процессов (SPC), наблюдается снижение размерного дрейфа примерно на 40 % по сравнению с тем, что достигается при использовании исключительно ручных методов. Здесь также весьма важна «правила измерения 10 к 1». По сути, это означает применение измерительного оборудования, точность которого в десять раз выше, чем требуемый допуск. Это способствует поддержанию стабильного качества на протяжении всего производственного процесса. Возьмём, к примеру, координатно-измерительные машины (КИМ). Такие КИМ, оснащённые лазерным трекингом, обеспечивают повторяемость измерений в пределах ±0,005 мм даже после прохождения 20 000 циклов производства. Действительно впечатляюще, если задуматься.
Мониторинг температуры пресс-формы в реальном времени и стабилизация процесса с замкнутым контуром
Перепады температуры в пресс-формах являются причиной более чем половины всех проблем при литье в точном производстве. На лучших предприятиях сейчас устанавливают датчики Интернета вещей (IoT) непосредственно внутри полостей форм. Эти датчики передают информацию в реальном времени интеллектуальным контроллерам, которые могут корректировать скорость охлаждения с точностью до ±2 °C. Они также регулируют давление впрыска между циклами литья и прогнозируют возникновение неисправностей до их появления, сокращая объём отходов материалов примерно на 30 %. В чём секрет такого высокого эффекта? Замкнутые контуры управления автоматически компенсируют тепловое расширение при фазовых переходах материалов, учитывают особенности течения различных сплавов в формах и обеспечивают стабильность процесса без необходимости остановки производственных линий для устранения неполадок.

Современная наука о материалах и оптимизация сплавов
Повышение предела прочности сплава A380 на разрыв на 22 % за счёт контроля процесса затвердевания и измельчения зерна
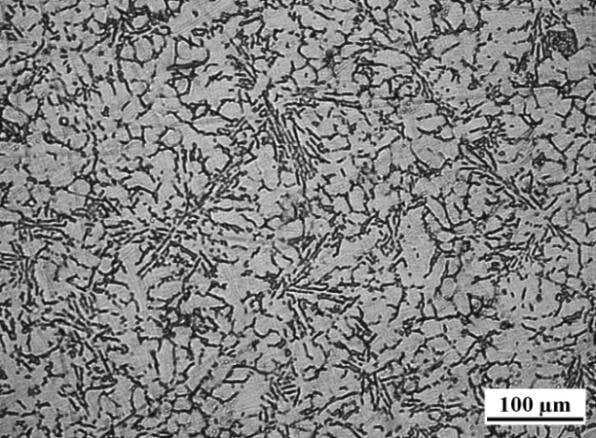
Ведущие операции литья под давлением кардинально меняют эксплуатационные характеристики материалов благодаря достижениям в области металловедения. Когда инженеры контролируют скорость затвердевания металла в процессе литья, они могут предотвратить образование нежелательных усадочных пор и добиться более совершенной кристаллической структуры алюминиевого сплава A380 — по-прежнему основного сплава, используемого для большинства деталей, получаемых литьём под давлением. Системы охлаждения осуществляют корректировку в реальном времени, обеспечивая оптимальный температурный режим на всех этапах процесса. Одновременно добавление незначительных количеств титана и бора способствует формированию мелких и равномерных зёрен в структуре металла. Такие мелкозернистые структуры препятствуют распространению дефектов под действием механических нагрузок, повышая общую прочность готового изделия. Испытания на производстве показали, что совместное применение этих технологий увеличивает предел прочности при растяжении сплава A380 примерно на 22 %, сохраняя при этом достаточную пластичность для гибки без разрушения. Детали, изготовленные с использованием этого метода, выдерживают более высокие нагрузки, что объясняет широкое внедрение усовершенствованного процесса многими автопроизводителями и авиастроителями.
| Техника | Функция | Влияние на A380 |
|---|---|---|
| Контролируемая кристаллизация | Контролирует скорость охлаждения | Снижает количество внутренних дефектов на 40 % |
| Измельчение зерна | Добавляет модифицирующие добавки | Увеличивает плотность границ зёрен в 5 раз |
| Комбинированный процесс | Синхронизирует термический и структурный контроль | Обеспечивает повышение предела прочности при растяжении на 22 % |
Данный научный метод гарантирует стабильный выпуск большого объёма лёгких, но прочных деталей — превращая оптимизацию сплавов в стратегическое производственное преимущество.

Сквозная цифровая прослеживаемость и интеграция с концепцией «Индустрия 4.0»
Полная прослеживаемость на уровне всей партии менее чем за 6 секунд: от журнала литья до цифрового двойника
Лучшие литейные производства по технологии литья под давлением способны отслеживать каждый компонент на всём протяжении процесса менее чем за шесть секунд, объединяя датчики Интернета вещей (IoT) с защищёнными блокчейном цифровыми двойниками. Все критически важные параметры каждого цикла литья — давление порядка 12 000 фунтов на квадратный дюйм (PSI), температура расплава около 700 градусов Цельсия, а также продолжительность каждого цикла — передаются напрямую на центральные экраны мониторинга. Это означает, что проблемы выявляются практически мгновенно, и в результате команды по обеспечению качества тратят значительно меньше времени на бумажную работу — потребность в документации сокращается примерно на три четверти. Традиционные бумажные процессы не идут ни в какое сравнение. Благодаря технологии цифрового сквозного учёта (digital threading) вся информация фиксируется неизменно с момента начала плавления металла до выхода готовых деталей с конвейера и их подготовки к отгрузке.
Прогнозирующее техническое обслуживание обеспечивает 99,2 % времени безотказной работы оборудования на ведущих заводах по литью под давлением
Современные датчики вибрации в паре с искусственным интеллектом могут прогнозировать возможный отказ оборудования примерно за три дня до его наступления, обеспечивая работу машин для литья под давлением при высоком давлении с коэффициентом готовности около 99,2 % большую часть времени. Система фактически анализирует сразу несколько различных параметров: тепловые паттерны, полученные с помощью тепловизионного контроля, данные о гидравлическом давлении, а также изменения потребления электроэнергии электродвигателями. Все эти сигналы подвергаются комплексному анализу, чтобы техники точно знали, когда следует проводить профилактическое обслуживание — как правило, в заранее запланированные периоды простоя оборудования. Что это означает для производства? Заводы сообщают о сокращении числа незапланированных остановок примерно на две трети по сравнению с периодом до внедрения этой технологии. Кроме того, срок службы пресс-форм увеличивается примерно на 40 000 циклов до замены, что позволяет ежегодно выпускать на 22 % больше продукции по сравнению с традиционным подходом к ремонту по факту возникновения неисправностей.
За рамками сертификации: ориентированная на клиента валидация и прозрачность процессов
Сертификаты отраслевой аккредитации, такие как IATF 16949, несомненно, важны для подтверждения базовой надёжности, однако лучшие литейные предприятия выделяются тем, что выходят за рамки требований сертификации. Эти лидеры отрасли делают упор на получение прямой обратной связи от заказчиков и полную прозрачность производственных процессов. Бумажные сертификаты лишь фиксируют состояние дел в один конкретный момент времени. Настоящие лидеры внедряют непрерывно действующие системы, позволяющие клиентам в режиме реального времени просматривать данные о производстве, проверять технические характеристики материалов и анализировать параметры контроля технологических процессов в любое время по мере необходимости. Такой подход помогает снизить риски по всей цепочке поставок, поскольку покупатели могут заранее верифицировать ключевые показатели качества — например, пористость или геометрические размеры — с учётом специфики своих изделий ещё до того, как готовая продукция покинет производственную площадку. Когда заказчики получают доступ к архивам, отражающим динамику работы пресс-форм, отслеживают партии используемых сплавов и оперативно выявляют любые отклонения в ходе производства, между производителем и клиентом формируется особое партнёрство. Контроль качества перестаёт быть лишь заключительной проверкой на выходе и становится неотъемлемой частью повседневного взаимодействия инженеров, совместно работающих над достижением лучших результатов. Лучшие заводы понимают, что подлинное качество определяется не красивыми сертификатами на стене, а постоянным совершенствованием, достигаемым благодаря тесному сотрудничеству с теми, кто реально использует их детали.

Часто задаваемые вопросы
Каковы преимущества точности на уровне микронов при литье под давлением?
Точность на уровне микронов позволяет литейным цехам по литью под давлением достигать размерной точности ±0,05 мм, обеспечивая высокое качество продукции даже при массовом производстве и значительно снижая размерные отклонения.
Как литейные цехи по литью под давлению поддерживают температуру пресс-формы в реальном времени?
Используя датчики Интернета вещей (IoT) в полостях пресс-форм, литейные цехи по литью под давлению могут в реальном времени корректировать скорость охлаждения и давление впрыска, предотвращая потери материала и обеспечивая стабильное качество продукции.
Какое влияние оказывает контролируемая кристаллизация на сплав A380?
Контролируемое управление кристаллизацией снижает количество внутренних дефектов на 40 %; в сочетании с измельчением зерна это существенно повышает предел прочности при растяжении компонентов из сплава A380.
Как цифровая прослеживаемость улучшает процессы литья под давлением?
Цифровая прослеживаемость обеспечивает полную прослеживаемость компонентов менее чем за шесть секунд благодаря датчикам Интернета вещей (IoT) и технологии блокчейн, что способствует более быстрому выявлению проблем и сокращению объёма документации.
Какую роль играет прогнозное техническое обслуживание в литье под давлением?
Прогнозное техническое обслуживание, поддерживаемое ИИ и датчиками, позволяет заводам по литью под давлением обеспечивать 99,2 % времени безотказной работы оборудования за счёт предварительного прогнозирования отказов, что максимизирует эффективность производства.
Содержание
- Точная инженерия и строгий контроль допусков
- Современная наука о материалах и оптимизация сплавов
- Сквозная цифровая прослеживаемость и интеграция с концепцией «Индустрия 4.0»
- За рамками сертификации: ориентированная на клиента валидация и прозрачность процессов
-
Часто задаваемые вопросы
- Каковы преимущества точности на уровне микронов при литье под давлением?
- Как литейные цехи по литью под давлению поддерживают температуру пресс-формы в реальном времени?
- Какое влияние оказывает контролируемая кристаллизация на сплав A380?
- Как цифровая прослеживаемость улучшает процессы литья под давлением?
- Какую роль играет прогнозное техническое обслуживание в литье под давлением?