




Kejuruteraan Ketepatan dan Kawalan Toleransi Ketat
Kilang-kilang tuangan aci terkemuka mencapai kelebihan bersaing melalui ketepatan pada tahap mikron, di mana ketepatan dimensi ±0.05 mm merupakan piawaian—walaupun dalam pengeluaran berkelompok tinggi. Ini memerlukan sistem terpadu yang menggabungkan kawalan proses lanjutan dengan protokol pengesahan yang ketat.

Mencapai Ketepatan Dimensi ±0.05 mm dalam Pengeluaran Berkelompok Tinggi
Menjaga toleransi yang sangat ketat ini bermaksud menggunakan acuan pemesinan CNC yang stabil secara terma, ditambah sensor tekanan rongga secara masa nyata dan juga suatu sistem pengimbasan optik automatik. Apabila kilang-kilang benar-benar melaksanakan kawalan proses statistik atau SPC, mereka biasanya mengalami pengurangan sebanyak kira-kira 40% dalam hanyutan dimensi berbanding dengan kaedah manual sahaja. Peraturan pengukuran 10 banding 1 juga amat penting di sini. Secara asasnya, ini bermaksud menggunakan peralatan metrologi yang mempunyai ketepatan sepuluh kali ganda lebih tinggi daripada sasaran toleransi yang ditetapkan. Ini membantu mengekalkan kekonsistenan kualiti sepanjang proses pengeluaran. Sebagai contoh, mesin pengukur koordinat (CMM) yang dilengkapi dengan penjejak laser mampu mengesahkan pengukuran dalam julat ulangan ±0.005 mm, walaupun selepas menjalani 20,000 kitaran pengeluaran. Sungguh mengagumkan apabila kita memikirkannya.
Pemantauan Suhu Acuan Secara Masa Nyata dan Penstabilan Proses Gelung-Tertutup
Perubahan suhu dalam acuan adalah penyebab lebih daripada separuh daripada semua masalah pengecoran dalam pembuatan tepat. Kilang-kilang terbaik kini memasang sensor IoT secara langsung di dalam rongga acuan tersebut. Sensor-sensor ini menghantar maklumat masa nyata kepada pengawal pintar yang boleh melaras kadar penyejukan sehingga sekitar ±2 darjah Celsius. Sensor-sensor ini juga melaras tekanan suntikan antara setiap tembakan dan meramalkan masalah sebelum berlaku, mengurangkan bahan buangan sebanyak kira-kira 30%. Apakah yang menjadikan sistem ini begitu berkesan? Sistem gelung tertutup menguruskan perkara seperti pengembangan haba apabila bahan berubah fasa, mengambil kira cara pelbagai aloi mengalir melalui acuan, dan mengekalkan keseluruhan proses dalam keadaan stabil tanpa perlu menghentikan garis pengeluaran untuk pembersihan atau pembaikan.

Sains Bahan Lanjutan dan Pengoptimuman AloI
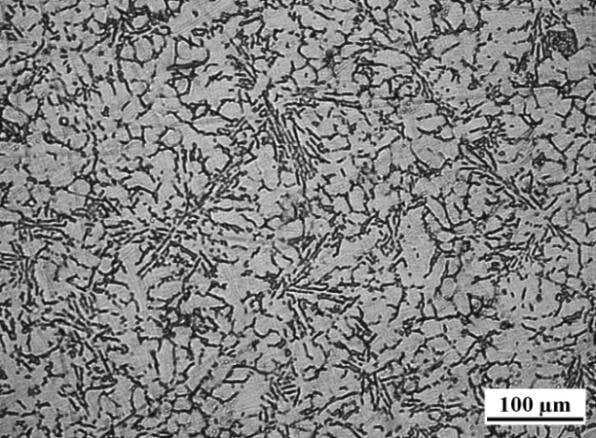
Meningkatkan Kekuatan Tegangan A380 Sebanyak 22% Melalui Pepejalan Terkawal dan Penyempurnaan Butir
Operasi pengecoran cetakan teratas sedang merevolusikan cara bahan-bahan berprestasi berkat kemajuan dalam sains logam. Apabila jurutera mengawal kelajuan pepejal logam semasa proses pengecoran, mereka dapat mengelakkan pembentukan lubang susut yang mengganggu dan memperoleh struktur hablur yang lebih baik dalam aluminium A380—yang masih menjadi aloi pilihan utama untuk kebanyakan komponen yang dikenakan pengecoran cetakan. Sistem penyejukan membuat pelarasan secara masa nyata untuk mengekalkan suhu pada tahap yang optimum sepanjang proses. Pada masa yang sama, penambahan jumlah titanium dan boron dalam kuantiti yang sangat kecil membantu membentuk butir-butir seragam yang baik dalam struktur logam tersebut. Butir-butir halus ini benar-benar menghalang penyebaran cacat apabila tegasan dikenakan, menjadikan produk akhir lebih kuat secara keseluruhan. Ujian di kilang menunjukkan bahawa penggabungan teknik-teknik ini meningkatkan kekuatan tegangan A380 sebanyak kira-kira 22%, namun tetap mempertahankan kelenturannya cukup tinggi untuk dibengkokkan tanpa pecah. Komponen yang dihasilkan dengan cara ini mampu menanggung beban yang lebih berat, yang menjelaskan mengapa begitu ramai pengilang kereta dan pengilang pesawat beralih kepada proses peningkatan ini.
| Teknik | Fungsi | Kesan terhadap A380 |
|---|---|---|
| Pemejalan Terkawal | Mengawal kadar penyejukan | Mengurangkan kecacatan dalaman sebanyak 40% |
| Penyusutan butir | Menambahkan agen penghabluran | Meningkatkan ketumpatan sempadan butir sebanyak 5 kali ganda |
| Proses Gabungan | Menyelaraskan kawalan haba/struktur | Mencapai peningkatan kekuatan tegangan sebanyak 22% |
Metodologi saintifik ini memastikan keluaran isipadu tinggi yang konsisten bagi komponen ringan namun kukuh—mengubah pengoptimuman aloi menjadi kelebihan strategik dalam pembuatan.

Keterlacakan Digital dari Hujung ke Hujung dan Integrasi Industri 4.0
Jejak Keseluruhan Tahap-Lot dalam Tempoh Kurang dari 6 Saat: Daripada Log Tembakan ke Twin Digital
Operasi pengecoran mati terbaik mampu melacak setiap komponen sepanjang keseluruhan proses dalam masa kurang dari enam saat apabila menggabungkan sensor IoT dengan twin digital yang dilindungi blockchain. Semua parameter kritikal semasa setiap tembakan — tekanan sekitar 12,000 PSI, suhu lebur mencapai kira-kira 700 darjah Celsius, serta tempoh setiap kitaran — dihantar secara langsung ke skrin pemantauan pusat. Ini bermakna masalah dapat dikesan hampir serta-merta, sehingga pasukan kualiti kini menghabiskan jauh lebih sedikit masa untuk kerja-kerja kertas; keperluan dokumentasi berkurang sehingga hampir tiga perempat. Jejak kertas konvensional tidak dapat dibandingkan. Dengan teknologi pengikatan digital, semua data direkodkan secara kekal bermula dari ketika logam mula dilebur sehingga komponen keluar dari talian dan sedia untuk dihantar.
Penyelenggaraan Berjadual Mendorong Ketahanan Mesin Sebanyak 99.2% di Tapak Kilang Pengecoran Mati Terkemuka
Sensor getaran moden yang dipasangkan dengan kecerdasan buatan boleh meramalkan apabila peralatan mungkin akan rosak kira-kira tiga hari sebelumnya, memastikan mesin tuangan tekanan tinggi tersebut beroperasi pada tahap ketersediaan sekitar 99.2% sepanjang masa. Sistem ini sebenarnya menganalisis beberapa titik data yang berbeza secara serentak, termasuk corak haba daripada imej termal, rekod tekanan hidraulik, serta perubahan dalam jumlah arus elektrik yang diambil oleh motor elektrik. Semua isyarat ini dianalisis supaya juruteknik mengetahui dengan tepat bila perlu menjalankan kerja penyelenggaraan, sementara semua proses lain tetap dijadualkan untuk dimatikan seperti biasa. Apa maksudnya bagi pengeluaran? Kilang-kilang melaporkan pengurangan hampir dua pertiga dalam pemadaman tidak dijangka berbanding sebelum teknologi ini dilaksanakan. Selain itu, acuan cenderung bertahan kira-kira 40,000 kitaran tambahan sebelum perlu digantikan, yang setara dengan peningkatan kira-kira 22 peratus dalam bilangan produk yang dihasilkan setiap tahun berbanding pendekatan penyelenggaraan reaktif konvensional.
Melampaui Sijil: Pengesahan Berfokus kepada Pelanggan dan Ketelusan Proses
Sijil industri seperti IATF 16949 memang penting untuk kredibiliti asas, tetapi kilang pengecoran mati terbaik menonjol kerana mereka melampaui keperluan sijil tersebut. Kilang-kilang teratas ini memberi tumpuan kepada mendapatkan maklum balas langsung daripada pelanggan serta bersikap sepenuhnya terbuka mengenai cara operasi di sebalik tabir. Sijil bertulis hanya menunjukkan apa yang benar pada satu ketika sahaja. Pemimpin sebenar dalam bidang ini menubuhkan sistem berterusan di mana pelanggan boleh benar-benar melihat data pengeluaran secara langsung, menyemak spesifikasi bahan, dan meninjau kawalan proses apabila diperlukan. Pendekatan ini membantu mengurangkan risiko di seluruh rantaian bekalan, memandangkan pembeli boleh mengesahkan faktor kualiti penting seperti kerapuhan atau dimensi berdasarkan keperluan khusus produk mereka sebelum sebarang barang meninggalkan lantai kilang. Apabila pelanggan mempunyai akses kepada rekod yang menunjukkan prestasi acuan dari masa ke semasa, menjejak kelompok aloi yang digunakan, serta mengesan sebarang penyimpangan semasa pengeluaran, ia mencipta hubungan istimewa antara pengilang dan pelanggan. Kawalan kualiti tidak lagi sekadar pemeriksaan di hujung talian, malah menjadi sebahagian daripada perbincangan harian antara jurutera yang bekerja sama demi mencapai hasil yang lebih baik. Kilang-kilang terbaik memahami bahawa kualiti sebenar bukan datang daripada memiliki sijil cantik di dinding, tetapi daripada penambahbaikan berterusan melalui kolaborasi dengan pihak yang benar-benar menggunakan komponen mereka.

Soalan Lazim
Apakah kelebihan ketepatan pada tahap mikron dalam pengecoran acuan?
Ketepatan pada tahap mikron membolehkan kilang pengecoran acuan mencapai ketepatan dimensi ±0.05 mm, memastikan pengeluaran berkualiti tinggi walaupun dalam skala besar, serta mengurangkan secara ketara pergeseran dimensi.
Bagaimanakah kilang pengecoran acuan mengekalkan suhu acuan secara masa nyata?
Dengan menggunakan sensor IoT di dalam rongga acuan, kilang pengecoran acuan boleh melaraskan kadar penyejukan dan tekanan suntikan secara masa nyata, mencegah pembaziran dan memastikan konsistensi kualiti pengeluaran.
Apakah kesan pepejalan terkawal terhadap aloi A380?
Pengurusan pepejalan terkawal mengurangkan cacat dalaman sebanyak 40% dan, apabila digabungkan dengan pengecilan butir, meningkatkan secara ketara kekuatan tegangan komponen A380.
Bagaimanakah jejak digital meningkatkan operasi pengecoran acuan?
Jejak digital membolehkan jejak penuh komponen dalam tempoh kurang daripada enam saat melalui sensor IoT dan teknologi blockchain, membawa kepada pengesanan masalah yang lebih cepat serta pengurangan dokumen.
Apakah peranan penyelenggaraan berjadual dalam pengecoran aci?
Penyelenggaraan berjadual, yang disokong oleh kecerdasan buatan (AI) dan sensor, membolehkan kilang pengecoran aci mengekalkan masa operasi mesin sehingga 99.2% dengan meramalkan kegagalan peralatan sebelum berlaku, seterusnya memaksimumkan kecekapan pengeluaran.
Kandungan
- Kejuruteraan Ketepatan dan Kawalan Toleransi Ketat
- Sains Bahan Lanjutan dan Pengoptimuman AloI
- Keterlacakan Digital dari Hujung ke Hujung dan Integrasi Industri 4.0
- Melampaui Sijil: Pengesahan Berfokus kepada Pelanggan dan Ketelusan Proses
-
Soalan Lazim
- Apakah kelebihan ketepatan pada tahap mikron dalam pengecoran acuan?
- Bagaimanakah kilang pengecoran acuan mengekalkan suhu acuan secara masa nyata?
- Apakah kesan pepejalan terkawal terhadap aloi A380?
- Bagaimanakah jejak digital meningkatkan operasi pengecoran acuan?
- Apakah peranan penyelenggaraan berjadual dalam pengecoran aci?