




Точне машинобудування та контроль жорстких допусків
Лідери у сфері лиття під тиском досягають конкурентних переваг завдяки точності на рівні мікронів, де стандартною є розмірна точність ±0,05 мм — навіть у високосерійному виробництві. Це вимагає інтегрованих систем, що поєднують передові процесні контролі з ретельними протоколами валідації.

Досягнення розмірної точності ±0,05 мм у високосерійному виробництві
Збереження надзвичайно вузьких допусків означає використання термостабільних прес-форм, виготовлених на ЧПУ, а також датчиків тиску в формі в реальному часі й автоматизованої оптичної сканувальної системи. Коли підприємства справді впроваджують статистичний контроль процесу (SPC), вони, як правило, спостерігають приблизно 40-відсоткове зменшення розбіжностей у розмірах порівняно з тим, що відбувається лише при ручних методах. Тут також дуже важливе правило «відношення 10 до 1»: це означає, що обладнання для вимірювань має бути в десять разів точнішим за заданий допуск. Це сприяє забезпеченню сталості якості протягом усього виробничого процесу. Візьмемо, наприклад, координатно-вимірювальні машини (КВМ). Такі КВМ із лазерним слідкуванням можуть підтверджувати вимірювання з повторюваністю ±0,005 мм навіть після проходження 20 000 виробничих циклів. Досить вражаюче, якщо замислитися.
Моніторинг температури форми в реальному часі та стабілізація процесу з замкненим контуром
Коливання температури в формах є причиною більш ніж половини всіх проблем із литтям у точному виробництві. Найкращі підприємства зараз встановлюють датчики Інтернету речей (IoT) безпосередньо всередині порожнин цих форм. Ці датчики надсилають інформацію в реальному часі до розумних контролерів, які можуть коригувати швидкість охолодження з точністю до приблизно ±2 °C. Вони також регулюють тиск впорскування між окремими циклами лиття та прогнозують виникнення проблем до того, як вони відбудуться, скорочуючи відходи матеріалів приблизно на 30 %. Чому ця система працює так ефективно? Системи з замкненим контуром автоматично компенсують теплове розширення під час зміни агрегатного стану матеріалів, враховують особливості течії різних сплавів у формах та забезпечують стабільність процесу без потреби зупиняти виробничі лінії для усунення несправностей.

Сучасна наука про матеріали та оптимізація сплавів
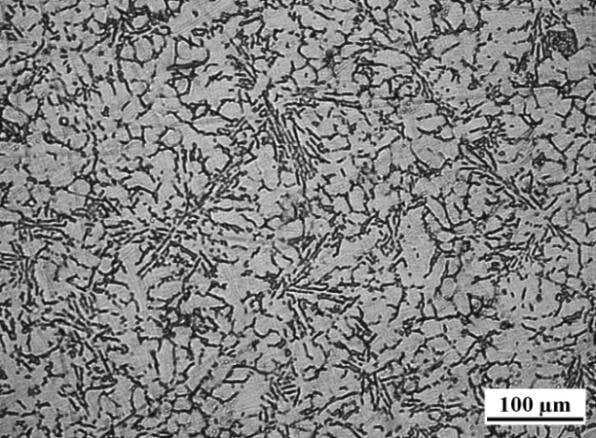
Підвищення межі міцності на розтяг сплаву A380 на 22 % за рахунок контрольованої кристалізації та дрібнення зерна
Найкращі операції лиття під тиском кардинально змінюють експлуатаційні характеристики матеріалів завдяки досягненням у галузі металознавства. Коли інженери контролюють швидкість кристалізації металу під час лиття, вони можуть запобігти утворенню небажаних усадкових пор і отримати покращену кристалічну структуру в алюмінієвому сплаві A380, який досі залишається основним сплавом для більшості деталей, виготовлених методом лиття під тиском. Системи охолодження здійснюють корекцію в реальному часі, щоб підтримувати оптимальну температуру протягом усього процесу. У той самий час додавання мікродоз титану й бору сприяє формуванню рівномірних зерен у структурі металу. Такі дрібні зерна фактично перешкоджають поширенню дефектів під дією механічних навантажень, що робить кінцевий виріб міцнішим у цілому. Випробування на виробництві показали, що поєднання цих технологій підвищує межу міцності при розтягуванні сплаву A380 приблизно на 22 %, зберігаючи при цьому достатню пластичність для згинання без руйнування. Компоненти, виготовлені таким чином, витримують значно більші навантаження, що й пояснює, чому так багато автовиробників і виробників літаків переходять на цей удосконалений процес.
| Техніка | Функція | Вплив на A380 |
|---|---|---|
| Контрольоване затвердіння | Контролює швидкість охолодження | Зменшує внутрішні дефекти на 40 % |
| Дрібніння зерна | Додає зародкоутворювальні агенти | Збільшує щільність меж зерен у 5 разів |
| Комбінований процес | Синхронізує термічний та структурний контроль | Досягає підвищення межі міцності на розтяг на 22 % |
Ця наукова методологія забезпечує стабільне високотемпеве виробництво легких, але міцних деталей — перетворюючи оптимізацію сплавів на стратегічну перевагу виробництва.

Повна цифрова прослідковість та інтеграція з концепцією «Індустрія 4.0»
Повна прослідковуваність на рівні партії за менше ніж 6 секунд: від журналу лиття до цифрового двійника
Найкращі виробництва лиття під тиском можуть відстежувати кожну деталь протягом усього процесу за менше ніж шість секунд, поєднуючи датчики Інтернету речей (IoT) із захищеними блокчейном цифровими двійниками. Усі критичні параметри під час кожного циклу лиття — тиск близько 12 000 PSI, температура розплаву приблизно 700 °C, а також тривалість кожного циклу — автоматично надсилаються на центральні екрани моніторингу. Це означає, що проблеми виявляються практично негайно, тож команди з контролю якості тепер значно менше часу витрачають на документообіг — потреба в документації скоротилася майже на три чверті. Традиційні паперові сліди просто не порівнянні з цим. Завдяки технології цифрового зв’язку всі дані фіксуються назавжди — від моменту початку плавлення металу до того, як готові деталі надходять на лінію для відправки.
Прогностичне технічне обслуговування забезпечує 99,2 % часу безперервної роботи обладнання на провідних підприємствах з лиття під тиском
Сучасні датчики вібрації у поєднанні з штучним інтелектом можуть передбачити, коли обладнання, ймовірно, вийде з ладу, приблизно за три дні до цього, забезпечуючи роботу машин для лиття під високим тиском із доступністю близько 99,2 % більшу частину часу. Система насправді аналізує кілька різних параметрів одночасно, зокрема теплові образи, отримані за допомогою тепловізійного контролю, записи гідравлічного тиску, а також зміни в споживанні електроенергії електродвигунами. Усі ці сигнали піддаються аналізу, щоб техніки точно знали, коли потрібно проводити технічне обслуговування, поки інше обладнання й так заплановано вивести з експлуатації. Що це означає для виробництва? Що ж, заводи повідомляють про скорочення непередбачених простоїв приблизно на дві третини порівняно з періодом до впровадження цієї технології. Крім того, форми зазвичай витримують приблизно на 40 тисяч циклів більше, перш ніж їх потрібно буде замінити, що означає приблизно на 22 % більше продукції, яка виходить із виробничої лінії щороку порівняно з тим, що було можливо до застосування традиційного реагуючого підходу до технічного обслуговування.
Поза сертифікацією: орієнтована на клієнта валідація та прозорість процесів
Сертифікації галузевого рівня, такі як IATF 16949, безумовно, мають значення для базової довіри, але найкращі заводи з лиття під тиском вирізняються тим, що йдуть далі вимог сертифікації. Ці провідні підприємства зосереджуються на отриманні безпосереднього зворотного зв’язку від клієнтів і повній прозорості щодо того, як працюють процеси «за кадром». Паперові сертифікати лише демонструють стан справ у певний момент часу. Справжні лідери галузі створюють постійно діючі системи, у яких клієнти можуть у реальному часі переглядати виробничі дані, перевіряти специфікації матеріалів та ознайомлюватися з контролем процесів у будь-який необхідний момент. Такий підхід допомагає зменшити ризики в ланцюзі поставок, оскільки покупці можуть перевірити ключові показники якості — наприклад, пористість або геометричні розміри — з урахуванням конкретних вимог до їхніх виробів ще до того, як будь-яка продукція залишить виробничу площу. Коли клієнти мають доступ до записів про експлуатаційну поведінку форм протягом часу, можуть відстежувати партії використаних сплавів та оперативно виявляти будь-які відхилення під час виробництва, між виробником і замовником виникає особливий рівень взаємодії. Контроль якості перестає бути лише фінальною перевіркою в кінці лінії й стає невід’ємною частиною повсякденного діалогу між інженерами, які спільно працюють над досягненням кращих результатів. Найкращі заводи розуміють, що справжня якість виникає не завдяки наявності гарних документів на стіні, а завдяки постійному вдосконаленню через співпрацю з тими, хто фактично використовує їхні деталі.

ЧаП
Яка перевага мікронного рівня точності у литті під тиском?
Мікронний рівень точності дозволяє заводам з лиття під тиском досягати розмірної точності ±0,05 мм, забезпечуючи високоякісне виробництво навіть у великих обсягах і значно зменшуючи розбіжність розмірів.
Як заводи з лиття під тиском підтримують температуру форми в режимі реального часу?
Використовуючи датчики Інтернету речей (IoT) у порожнинах форм, заводи з лиття під тиском можуть оперативно коригувати швидкість охолодження та тиск впорскування, запобігаючи втратам матеріалу й забезпечуючи стабільну якість виробництва.
Який вплив має контрольована кристалізація на сплав A380?
Контрольована кристалізація зменшує внутрішні дефекти на 40 %, а в поєднанні з дрібненням зерна значно підвищує межу міцності на розтяг компонентів із сплаву A380.
Як цифрова прослідковуваність покращує роботу заводів з лиття під тиском?
Цифрова прослідковуваність забезпечує повну прослідковуваність компонентів за менше ніж шість секунд за допомогою датчиків IoT та технології блокчейн, що призводить до швидшого виявлення проблем і скорочення обсягу документації.
Яку роль відіграє прогнозне технічне обслуговування у процесі лиття під тиском?
Прогнозне технічне обслуговування, що підтримується штучним інтелектом та датчиками, дозволяє заводам з лиття під тиском забезпечувати 99,2 % часу роботи обладнання за рахунок передбачення відмов обладнання заздалегідь, що, в свою чергу, максимізує ефективність виробництва.
Зміст
- Точне машинобудування та контроль жорстких допусків
- Сучасна наука про матеріали та оптимізація сплавів
- Повна цифрова прослідковість та інтеграція з концепцією «Індустрія 4.0»
- Поза сертифікацією: орієнтована на клієнта валідація та прозорість процесів
-
ЧаП
- Яка перевага мікронного рівня точності у литті під тиском?
- Як заводи з лиття під тиском підтримують температуру форми в режимі реального часу?
- Який вплив має контрольована кристалізація на сплав A380?
- Як цифрова прослідковуваність покращує роботу заводів з лиття під тиском?
- Яку роль відіграє прогнозне технічне обслуговування у процесі лиття під тиском?