




Hvorfor danner CNC-bearbejdning bro mellem designintention og funktionelle prototyper
Fit-funktions-udfordringen: Hvorfor 68 % af prototyper ikke består validering – og hvorfor CNC løser det
Mange traditionelle prototyper til fremstilling skaber dele, der ser gode ud på overfladen, men som simpelthen ikke fungerer, når de udsættes for test. Ifølge nyere produktionsrapporter fra 2023 står omkring to tredjedele af alle udviklingsprojekter over for netop dette problem. CNC-bearbejdning danner bro mellem udseende og funktion ved at omdanne digitale tegninger til fysisk præcise komponenter gennem subtraktive processer. Når man sammenligner med 3D-printede modeller, som ofte har strukturelle svagheder i bestemte retninger, eller støbte prøver, som kræver dyreforme fra starten, holder CNC-fremstillede dele sig meget tættere til de oprindelige designspecifikationer. Disse maskiner kan opnå tolerancer så stramme som plus/minus 0,005 tommer, hvilket gør en stor forskel for ingeniører, der tester, hvordan ting rent faktisk yder mekanisk, håndterer temperaturændringer og sidder korrekt sammen. For dele, der skal bære vægt eller belastning, er det afgørende at have ensartede materialer og præcise former, for selv små afvigelser kan føre til store problemer senere hen.

DFM-integration: Hvordan tidlig CNC-proces-samarbejde forhindrer dyre iterationer
Når CNC-eksperter inddrages lige fra starten af designarbejdet, reduceres antallet af revideringer med mellem 40 og 60 procent, fordi de opdager produktionsmæssige problemer i et tidligt stadie. Under disse fælles ingeniørmøder får konstruktører umiddelbart input omkring for eksempel korrekte udformningsvinkler, om værktøjer kan nå bestemte områder, og om detaljer er for komplicerede til produktion, inden de endelige designs fastlåses. Samarbejdet hjælper med at opdage problemer, som ingen ønsker at skulle håndtere senere, såsom tynde vægge, der ikke er tilstrækkeligt bearbejdet, hvilket fører til vibrationer, skarpe indre hjørner, der kræver ekstra EDM-arbejde, samt gevind, der ikke overholder standardspecifikationer og herved bremser hele processen. At få CAD-modellerne til at matche maskinernes muligheder lige fra dag ét sparer også penge. Ifølge Prototyping Benchmark Report 2024 bruger virksomheder typisk omkring 7.500 USD hver gang, de skal revidere et design. Desuden fører dette samarbejde ofte til, at flere dele kombineres til én enkelt CNC-komponent, hvilket gør konstruktionerne mere robuste i alt, mens antallet af separate dele reduceres.

Overvinde geometriske og tolerancebarrierer i CNC-prototypering
Kompleksitet versus præcision: Effektiv håndtering af organiske former og sub-0,005" tolerancer
At få de komplekse former helt rigtige, samtidig med at tolerancerne holdes på mikronniveau, er fortsat et af de store problemer inden for CNC-prototyper. Moderne 5-akse maskiner hjælper bestemt med at skabe alle slags komplicerede kurver, men at holde en nøjagtighed under 0,005 tomme over buede områder kræver stadig omhyggelig planlægning. Når vi koncentrerer os om meget stramme tolerancer kun på de dele, der faktisk har brug for dem (omkring plus/minus 0,01 mm) og tillader større variationer andre steder, sparer det cirka 30 % af bearbejdningstiden uden at påvirke delens funktion. Vores tilpasning af værktøjsspor hjælper med at reducere bøjningsproblemer ved bearbejdning af tynde vægge, og specielle skæreteknikker, kaldet trokoid fræsning, sikrer nøjagtighed selv i dybe og vanskelige huller. Ved at være selektive med, hvor vi anvender denne høje præcision, undgår vi unødige omkostninger, mens vigtige mål stadig klare kvalitetskontrollerne.

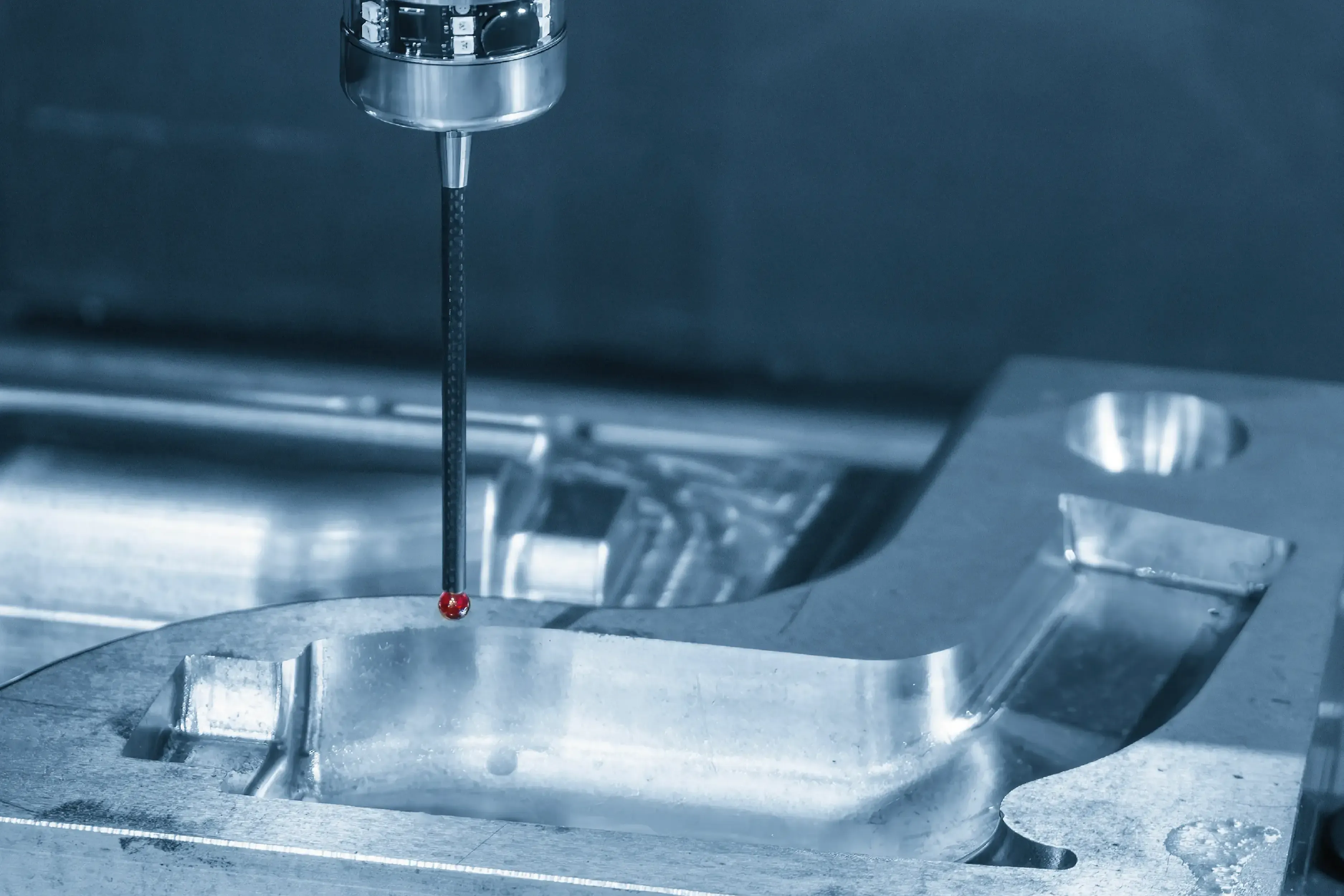
Hybrid-metrologi: Sikrer nøjagtighed med on-machine sondéring og laserscanning
Når det gælder kontrol af komplekse prototyper, skal producenter kombinere forskellige måleteknikker. Med maskinmonteret sondemåling kan teknikere verificere vigtige referencepunkter umiddelbart efter bearbejdningen, hvilket opdager fejl i samme øjeblik de opstår, i stedet for først at vente til senere faser. Nogle fabrikker rapporterer omkring 45 % mindre omarbejde takket være disse øjeblikkelige korrektioner. Dernæst kommer laserscanning, som indsamler komplette formoplysninger i en imponerende hastighed på cirka 50 tusind punkter i sekundet. Disse scanninger sammenlignes direkte med CAD-designene i overensstemmelse med de GD&T-standarder, alle taler om, men som få helt forstår. Ved at undersøge både dimensionsmålinger og faktiske former kan ingeniører opdage problemer såsom deformation i følsomme dele langt før noget godkendes til produktion. Alle disse oplysninger samles i det, der kaldes en digital tvilling, hvilket gør det meget lettere at generere de påkrævede førsteartikel-inspektionsrapporter uden at overse noget afgørende.
Smart materialevalg til CNC-prototypning: ydeevne, troværdighed og maskinbarhed
Valget af materiale påvirker direkte prototyps funktionalitet og fremstillings effektivitet. Balancering af termiske, mekaniske og strukturelle egenskaber forhindrer dyre redesigns, samtidig med at den sikres ved den endelige brug.
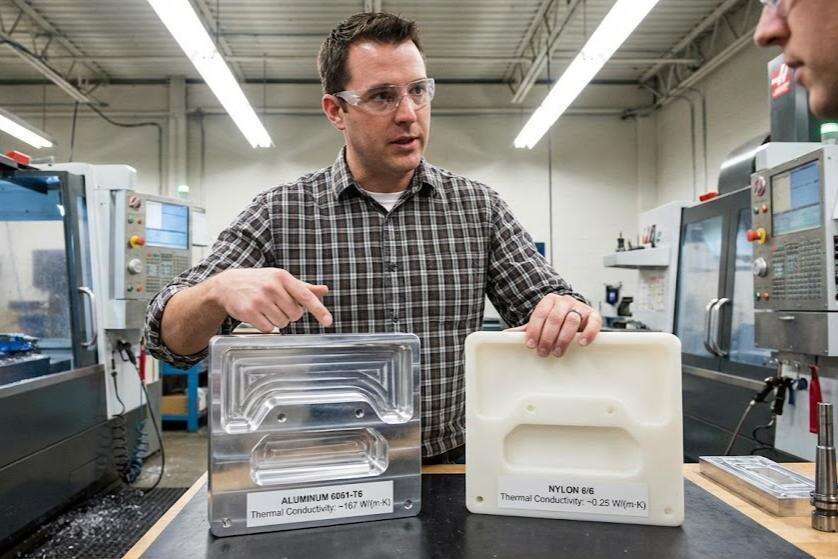
Funktionelle afvejninger: Når nylon har bedre varmeindstilling end aluminium og når den ikke har
Det faktum at nylon ikke fører meget varme (omkring 0,25 W/mK) gør det perfekt til dele der har brug for isolering, især når vi taler om ting som elektroniske kabinetter hvor det er meget vigtigt at holde varmen inde. Aluminium fortæller en helt anden historie, da det leder varme så godt ved omkring 205 W/mK, hvilket er præcis hvorfor det bruges i kølefinder til strømforsyninger og andre høje varme applikationer. Når temperaturen når over 150 grader, begynder nylon at forvrænge, mens aluminium forbliver stærkt og stabilt. Når man ser på steder med hårde kemikalier, for eksempel i nogle sensor husstande applikationer, holder nylon meget bedre mod nedbrydning end aluminium gør fordi metal har tendens til at rust væk temmelig hurtigt der. Alle disse faktorer viser, at det at vælge materialer ikke bare handler om at finde noget billigt eller hårdt nok, men at matche det, som en del skal gøre med de forhold, den vil møde dag efter dag i virkelige situationer.
Indekset for maskinbarhed: en praktisk ramme for materialevalg i CNC-prototyping
Indekset for maskinbarhed måler, hvor let materialet reagerer på skæreværktøjer, idet der integreres følgende vigtige faktorer:
| Fabrik | Høj bearbejdningsevne (f.eks. 6061 aluminium) | Lav bearbejdningsevne (f.eks. 304 rustfrit stål) |
|---|---|---|
| Værktøjsslidage | Minimalt | Accelereret (50% hurtigere) |
| Overfladeafslutning | Glat (Ra ≤ 0,8 μm) | Røv (Ra ≥ 3,2 μm) |
| Produktionshastighed | 30% hurtigere | Forsinkelser som følge af hyppige værktøjsskift |
Denne ramme er en vejledning for praktiske beslutninger: messing eller POM til komplekse geometrier, der kræver snævre tolerancer; titanlegeringer forbeholdt højstyrkelige luftfartsanvendelser. Inden for de fleste industrier er der tale om en Tidsskriftet for Produktionsprocesser (2023).

Fremskyndelse af CNC-prototypering uden at gå på kompromis med kvaliteten
Det er vigtigt at finde den rette balance mellem hastighed og præcision, når man udvikler prototyper. Gamleskolemetoder betyder, at virksomhederne skal vælge mellem at få tingene gjort hurtigt eller sikre sig, at de er af god kvalitet. Moderne CNC-bearbejdning ændrer denne ligning takket være de superhurtige spindler, der spinder over 60k RPM og smarte værktøjsvejoptimeringer. Disse maskiner kan udfylde iterationer 40 til 60 procent hurtigere uden at ofre nøjagtighed ned på mikronniveau. Det betyder, at producenterne ikke længere behøver at stole på dyre støbemaskiner, hvilket reducerer installationstiden med omkring 80%. Nu kan designere gå direkte fra CAD-filer til faktiske dele til test med det samme. Men den virkelige magi sker bag kulisserne. Avanceret overvågningsteknologi holder øje med alt under disse hurtige operationer. Vibrationssensorer arbejder sammen med termisk kompensationssystemer for at holde snævre tolerancer inden for plus eller minus 0,0005 tommer, selv når de kører med fuld hældning. De fleste butikker rapporterer, at omkring 90 procent af deres prototyper passerer valideringstest første gang, ifølge nyere branche statistik fra sidste år.

De vigtigste accelerationsstrategier omfatter:
- Adaptiv bearbejdning : Dynamisk justering af foderfrekvenser baseret på materialfeedback i realtid
- Automatisering af slukning af lyset : Arbejdet uden tilsyn med automatiserede pallevekslere
- Værktøjspfadsoptimering : Reduktion af ikke-skærende bevægelser med 45% gennem AI-drevne algoritmer
Denne integrerede tilgang sikrer produktionskvalitetsmaterielle egenskaber og overfladefinish i prototyperog forkorter udviklingstider uden at gå på kompromis med ydeevneverifikation.
Ofte stillede spørgsmål
Hvorfor foretrækkes CNC-bearbejdning frem for 3D-printing til prototyper? CNC-bearbejdning skaber dele, der er tæt på de oprindelige konstruktionsspecifikationer og giver højere strukturel integritet og tolerance i forhold til 3D-printing, som kan have retningsmæssige svagheder.
Hvad er DFM's rolle i CNC-prototypering? Design for Manufacturing (DFM) -samarbejde hjælper med at sikre, at design er optimeret for bearbejdningsprocessen tidligt, hvilket forhindrer dyre iterationer og revisioner under prototypering.
Hvordan påvirker materialavvalg CNC-prototypering? Materialudvælgelsen påvirker prototypernes ydeevne og fremstillingsseffektivitet ved at afbalancere de termiske, mekaniske og strukturelle egenskaber, der er egnet til prototypernes slutbrug.
Hvilke hybrid metrologi teknikker anvendes i CNC-prototypering? Hybrid metrologi kombinerer sondering på maskinen og laserscanning for at sikre nøjagtighed i komplekse prototyper, hvilket muliggør øjeblikkelige korrektioner og omfattende formverifikation.
Indholdsfortegnelse
- Hvorfor danner CNC-bearbejdning bro mellem designintention og funktionelle prototyper
- Overvinde geometriske og tolerancebarrierer i CNC-prototypering
- Smart materialevalg til CNC-prototypning: ydeevne, troværdighed og maskinbarhed
- Fremskyndelse af CNC-prototypering uden at gå på kompromis med kvaliteten