




Varför CNC-bearbetning överbryggar klyftan mellan designintention och funktionella prototyper
Utmaningen med funktions- och passningsfel: Hur 68 % av prototyper missar verifiering – och varför CNC löser det
Många traditionella prototypmetoder skapar delar som ser bra ut på ytan men helt enkelt inte fungerar när de utsätts för test. Enligt senaste tillverkningsrapporter från 2023 stöter cirka två tredjedelar av alla utvecklingsprojekt på exakt detta problem. CNC-bearbetning överbryggar klyftan mellan utseende och funktion genom att omvandla digitala ritningar till fysiskt exakta komponenter med subtraktiva processer. När man jämför med 3D-printade modeller, som ofta har strukturella svagheter i vissa riktningar, eller sprutgjutna prov som kräver dyra verktyg från början, håller delar tillverkade med CNC-maskiner sig mycket närmare de ursprungliga designspecifikationerna. Dessa maskiner kan uppnå toleranser så tajta som plus/minus 0,005 tum, vilket gör en stor skillnad för ingenjörer som testar hur saker faktiskt presterar mekaniskt, hanterar temperaturförändringar och passar samman korrekt. För delar som behöver bära vikt eller utsättas för spänning är det verkligen viktigt med konsekventa material och exakta former eftersom även små avvikelser kan leda till stora problem längre fram.

DFM-integration: Hur tidig CNC-processsamverkan förhindrar kostsamma iterationer
När CNC-experter involveras redan i början av designarbetet minskar antalet omändringar med mellan 40 och 60 procent, eftersom de upptäcker tillverkningsproblem i ett tidigt skede. Under dessa gemensamma ingenjörsrunda får konstruktörer omedelbar feedback om saker som lämpliga utdragsvinklar, om verktyg kan nå vissa områden och om detaljer är för komplicerade att tillverka innan slutgiltiga designval fastställs. Det sammanhållna arbetssättet hjälper till att upptäcka problem som ingen vill hantera senare, till exempel tunna väggar som inte är tillräckligt bearbetade och leder till vibrationer, eller hårda inre hörn som kräver extra EDM-arbete, samt gängor som inte uppfyller standardspecifikationer och förlamar hela processen. Att få CAD-modeller att stämma överens med maskinernas möjligheter redan från dag ett sparar också pengar. Enligt Prototyping Benchmark Report 2024 spenderar företag i genomsnitt cirka 7 500 USD varje gång de behöver ändra en design. Dessutom leder detta samarbete ofta till att flera delar kan kombineras till en enda CNC-komponent, vilket gör konstruktionerna starkare samtidigt som antalet separata delar minskar.

Hantering av geometriska och toleransmässiga hinder inom CNC-prototypning
Komplexitet kontra precision: Effektiv hantering av organiska former och under 0,005 tum toleranser
Att få till de komplexa formerna rätt samtidigt som toleranser på mikronivå upprätthålls fortsätter att vara en av de stora utmaningarna inom CNC-prototypning. Moderna 5-axliga maskiner hjälper definitivt till att skapa alla typer av komplicerade kurvor, men att bibehålla en precision under 0,005 tum över krökta ytor kräver fortfarande noggrann planering. När vi fokuserar mycket strama toleranser endast på de delar som verkligen behöver dem (cirka plus eller minus 0,01 mm) och tillåter viss marginal i andra områden, sparar vi ungefär 30 % av bearbetningstiden utan att påverka delens funktion. Sättet vi anpassar verktygsbanor hjälper till att minska böjningsproblem vid arbete med tunna väggar, och särskilda fräsningstekniker kallade trokoidfräsning säkerställer precision även i svåra djupa fickor. Genom att vara selektiva med var vi tillämpar denna stränga precision undviks onödiga kostnader, samtidigt som viktiga mått fortfarande klarar kvalitetskontroller.

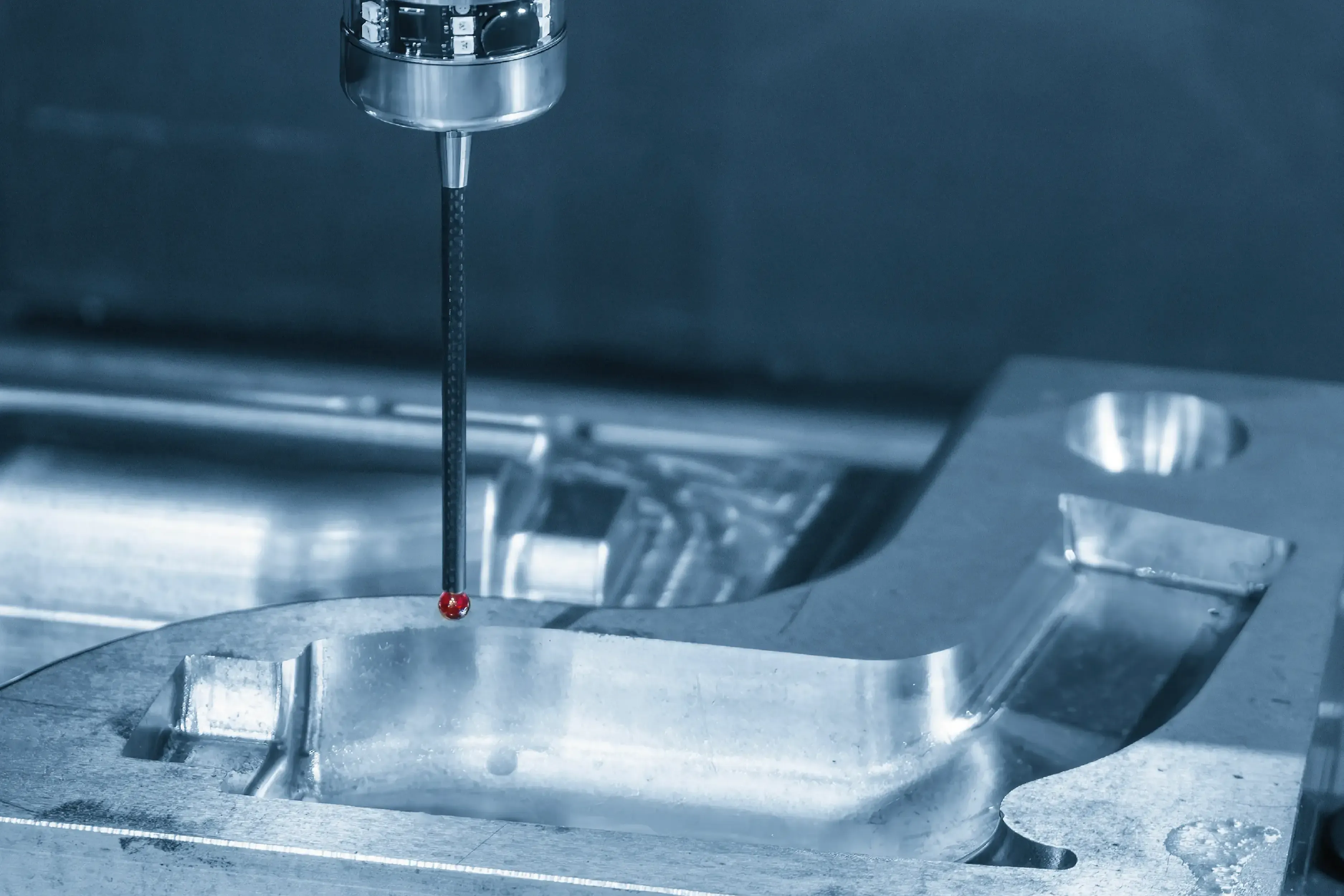
Hybridmätteknik: Säkerställer noggrannhet med on-machine-probing och laserscanning
När det gäller kontroll av komplexa prototyper måste tillverkare kombinera olika mättekniker. Med maskinmonterad sond kan tekniker verifiera viktiga referenspunkter direkt efter bearbetningen, vilket upptäcker fel så fort de uppstår istället för att vänta till senare steg. Vissa fabriker rapporterar ungefär 45 % mindre omarbete tack vare dessa omedelbara korrigeringar. Därefter kommer laserscanning som samlar in detaljerade formdata i en imponerande takt på cirka 50 tusen punkter per sekund. Dessa skannar jämförs direkt med CAD-konstruktioner enligt de GD&T-standarder som alla talar om men som få helt förstår. Genom att undersöka både storleksmått och faktiska former kan ingenjörer identifiera problem som deformation i känsliga delar långt innan något godkänns för produktion. All denna information sammanförs till vad som kallas en digital tvilling, vilket gör det mycket enklare att generera de obligatoriska första artikelinspektionsrapporterna utan att missa något avgörande.
Smart materialval för CNC-prototypning: Prestanda, tillförlitlighet och bearbetningsförmåga
Materialval påverkar direkt prototyps funktionalitet och tillverkningseffektivitet. Att balansera termiska, mekaniska och strukturella egenskaper förhindrar kostsamma omarbetningar samtidigt som slutanvändningen säkerställs.
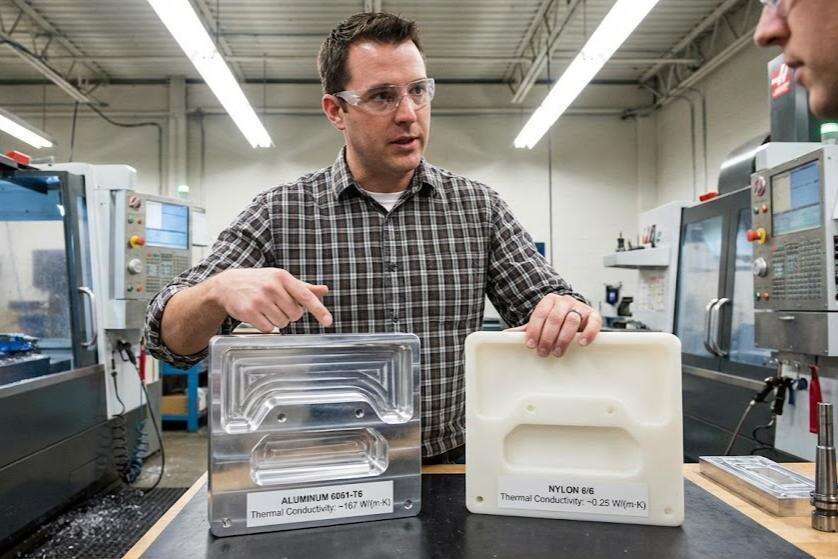
Funktionella kompromisser: När nylon har bättre värmeförhållanden än aluminium och när inte
Det faktum att nylon inte leder mycket värme (cirka 0,25 W/mK) gör det bra för delar som behöver isolering, speciellt när vi pratar om saker som elektroniska höljen där att hålla värmen inuti är mycket viktigt. Aluminium berättar en helt annan historia eftersom det leder värme så bra vid cirka 205 W/mK, vilket är exakt varför det används i dessa kylfins för strömförsörjning och andra högt värme applikationer. När temperaturen väl har stigit över 150 grader börjar nylon förvrängas medan aluminium förblir starkt och stabilt. När man tittar på platser med hårda kemikalier, till exempel i vissa sensorhus, håller nylon mycket bättre mot nedbrytning än aluminium eftersom metall tenderar att rostas ganska snabbt där. Alla dessa faktorer visar att materialplockning inte bara handlar om att hitta något billigt eller tillräckligt hårt, utan att matcha vad delen behöver göra med de förhållanden den kommer att möta dag efter dag i verkliga situationer.
Bearbetningsbarhetsindex: en praktisk ram för materialval vid CNC-prototypning
Användningsbarhetsindexet kvantifierar hur lätt material reagerar på skärverktyg, och integrerar viktiga faktorer:
| Fabrik | Hög bearbetningsförmåga (t.ex. 6061 aluminium) | Låga bearbetningsförmåga (t.ex. 304 rostfritt stål) |
|---|---|---|
| Verktygsslitage | Minimal | Accelererad (50% snabbare) |
| Ytbehandling | Glatta (Ra ≤ 0,8 μm) | Rå (Ra ≥ 3,2 μm) |
| Produktionshastighet | 30% snabbare | Förseningar på grund av frekventa verktygsbyte |
Denna ram styr praktiska beslut: mässing eller POM för komplexa geometrier som kräver snäva toleranser; titanlegeringar reserverade för högstyrka flyg- och rymdindustrin. Genom att integrera bearbetningsbarhetsindexet tidigt i konstruktionen minskar kostnaderna för CNC-bearbetning med 22%, Journal of Manufacturing Processes (2023).

Att påskynda CNC-prototypning utan att kompromissa med kvaliteten
Att få rätt balans mellan hastighet och precision är verkligen viktigt när man utvecklar prototyper. Gamla skolmetoder innebär att företag måste välja mellan att göra saker snabbt eller se till att de är av god kvalitet. Modern CNC-bearbetning förändrar denna ekvation tack vare de supersnabba spindlarna som snurrar över 60k RPM och smarta verktygsvägsoptimeringar. Dessa maskiner kan göra iterationer 40 till 60 procent snabbare utan att offra noggrannhet på mikronnivå. Detta innebär att tillverkarna inte längre behöver förlita sig på dyra formar, vilket minskar installationstiden med cirka 80%. Nu kan designers gå direkt från CAD-filer till faktiska delar för testning direkt. Den riktiga magin sker bakom kulisserna. Avancerad övervakningsteknik håller koll på allt under dessa snabba operationer. Vibrationssensorer fungerar tillsammans med värmekompensationssystem för att hålla snäva toleranser inom plus eller minus 0,0005 tum även när man kör på full lutning. De flesta butiker rapporterar att cirka 90 procent av deras prototyper passerar valideringstester första gången enligt senaste branschstatistik från förra året.

De viktigaste strategierna för acceleration är:
- Adaptiv bearbetning : Dynamisk justering av matningsfrekvenser baserat på materialfeedback i realtid
- Automatisering av avstängning av ljus : Oövervakade drift med hjälp av automatiska palletskiftare
- Verktygsbanaoptimering : Minskning av icke-skärningsrörelser med 45% genom AI-drivna algoritmer
Detta integrerade tillvägagångssätt säkerställer produktionskvalitativa materialegenskaper och ytbehandlingar i prototyperförkortar utvecklingstiderna utan att kompromissa med prestandaverifiering.
Vanliga frågor
Varför föredras CNC-bearbetning framför 3D-utskrift för prototyper? CNC-bearbetning skapar delar som håller sig nära de ursprungliga konstruktionsspecifikationerna och erbjuder högre strukturell integritet och toleransnivåer jämfört med 3D-utskrift som kan ha riktningssvagheter.
Vilken roll spelar DFM i CNC-prototypning? Design for Manufacturing (DFM) -samarbete hjälper till att säkerställa att konstruktioner optimeras för bearbetningsprocessen tidigt, vilket förhindrar kostsamma iterationer och revideringar under prototypning.
Hur påverkar materialval CNC-prototypning? Materialval påverkar prestanda och tillverkningseffektivitet hos prototyper genom att balansera termiska, mekaniska och strukturella egenskaper som är lämpliga för prototypen slutanvändning.
Vilka hybridmetrologitekniker används vid CNC-prototypning? Hybrid metrologi kombinerar maskinundersökning och laserskanning för att säkerställa noggrannhet i komplexa prototyper, vilket möjliggör omedelbara korrigeringar och omfattande formkontroll.
Innehållsförteckning
- Varför CNC-bearbetning överbryggar klyftan mellan designintention och funktionella prototyper
- Hantering av geometriska och toleransmässiga hinder inom CNC-prototypning
- Smart materialval för CNC-prototypning: Prestanda, tillförlitlighet och bearbetningsförmåga
- Att påskynda CNC-prototypning utan att kompromissa med kvaliteten