




Hvorfor CNC-bearbeiding spenner broen mellom designhensikt og funksjonelle prototyper
Utfordringen med form-passform-funksjon-feil: Hvordan 68 % av prototyper ikke klarer validering – og hvorfor CNC løser det
Mange tradisjonelle prototyping-tilnærminger skaper deler som ser bra ut på overflaten, men som rett og slett ikke fungerer når de testes. Ifølge nylige produksjonsrapporter fra 2023 står omtrent to tredjedeler av alle utviklingsprosjekter overfor akkurat dette problemet. CNC-bearbeiding fyller gapet mellom utseende og funksjon ved å omforme digitale tegninger til fysisk nøyaktige komponenter gjennom subtraktive prosesser. Når man sammenligner med 3D-printede modeller, som ofte har strukturelle svakheter i visse retninger, eller sprøytestøpte prøver som krever kostbare former fra begynnelsen, ligger deler laget via CNC-maskiner mye nærmere de opprinnelige designspesifikasjonene. Disse maskinene kan oppnå toleranser så stramme som pluss eller minus 0,005 tommer, noe som betyr en verden av forskjell for ingeniører som tester hvordan ting faktisk presterer mekanisk, håndterer temperaturforandringer og passer sammen korrekt. For deler som må bære vekt eller belastning, er det viktig med konsekvent materiale og presise former, fordi selv små avvik kan føre til store problemer senere.

DFM-integrasjon: Hvordan tidlig samarbeid i CNC-prosessen forhindrer kostbare iterasjoner
Når CNC-ekspertar tek med i gongen med prototypen minkar dei revisjonane med 40 til 60 prosent fordi dei finn ut problemet før dei er lagde. Under disse samverkande, tekniske møtene, får utviklarane dei første svar på spørsmål som kvifor dei skal bygge dei, om verktøyet er i stand til å nå visse mål, og om funksjonane er for kompliserte til å bli produktive, før dei får ein sluttdesign. Jobben vår hjelper til med å løysa desse problema som ingen andre vil finne på seinare, som t.d. tynne vegger som ikkje har nok maskinell effekt, eller øm, utslitne hjørner som krever ekstra arbeid, pluss tråder som ikkje er i stand til å løyse standardtråder, som gjer at alle ting trengs for Ved å kombinera CAD-modeller med maskinane sparar du pengar. Rapporten om 2024-prototypen viser at selskap brukar kring 7500 dollar kvar gong dei må forandra ein design. Dette samarbeidet gir dei høgt utvikla evner og kombinert tekniske evner til å lage lag med fleire komponenter. Dette gjer at strukturane er sterkare og reduserer mengda med separate deler.

Takler geometriske og toleransebegrensninger i CNC-prototyping
Kompleksitet versus presisjon: Effektiv håndtering av organiske former og under 0,005 tommer toleranser
Å få til disse komplekse formene riktig, samtidig som toleranser holdes på mikronivå, fortsetter å være en av de store utfordringene i CNC-prototyping. Moderne 5-akse maskiner hjelper definitivt til med å lage alle slags kompliserte kurver, men å opprettholde en presisjon under 0,005 tommer over buede områder krever fortsatt grundig planlegging. Når vi fokuserer svært stramme toleranser kun på de delene som virkelig trenger det (cirka pluss/minus 0,01 mm) og gir andre områder litt mer spillerom, sparer vi omtrent 30 % av bearbeidingstiden uten at dette påvirker delens funksjonalitet negativt. Den måten vi justerer verktøybanene på, bidrar til å redusere bøyevansker ved arbeid på tynne vegger, og spesielle særeteknikker kalt trokoidalsaging holder nøyaktigheten oppe, selv i vanskelige dype hull. Ved å velge ut hvor vi bruker denne strenge presisjonen, unngår vi at kostnadene øker kraftig, samtidig som vi sikrer at de viktige målene fortsatt klarer kvalitetskontrollene.

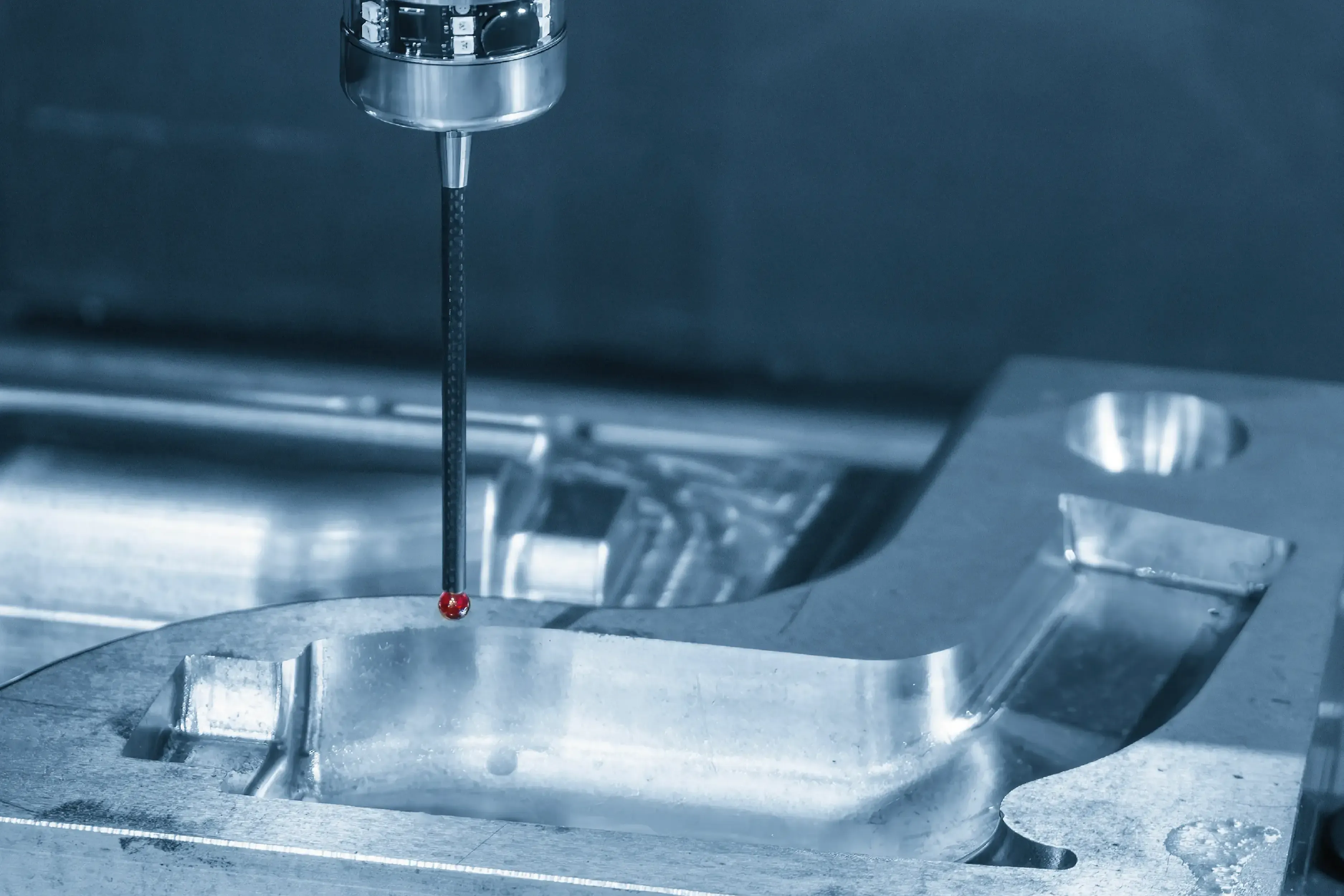
Hybrid-metrologi: Sikrer nøyaktighet med på-maskin avstemming og laserskanning
Når det gjelder kontroll av komplekse prototyper, må produsenter kombinere ulike måleteknikker. Med maskinmontert føler kan teknikere verifisere viktige referansepunkter umiddelbart etter at bearbeidingen er utført, noe som fanger opp feil så snart de oppstår, i stedet for å vente til senere faser. Noen fabrikker rapporterer omtrent 45 % mindre omarbeid takket være slike umiddelbare korreksjoner. Deretter kommer laserscanning, som registrerer fullstendige formdetaljer i en imponerende hastighet på rundt 50 tusen punkter per sekund. Disse scannene sammenlignes direkte med CAD-konstruksjoner i henhold til GD&T-standarden som alle snakker om, men som få helt forstår. Ved å se på både størrelsesmål og faktiske former, kan ingeniører oppdage problemer som krumning i delikate deler lenge før noe godkjennes for produksjon. All denne informasjonen samles i det som kalles en digital tvilling, noe som gjør det mye lettere å generere de påkrevde førsteartikkelenkontrollrapportene uten å gå glipp av noe viktig.
Smart materiellvalg for CNC-prototyping: ytelse, troverdighet og bearbeidbarhet
Materiellvalg påvirker direkte prototypens funksjonalitet og produksjonseffektivitet. Å balansere termiske, mekaniske og strukturelle egenskaper forhindrer kostbare omdesigner mens det sikrer troverdighet til sluttbruk.
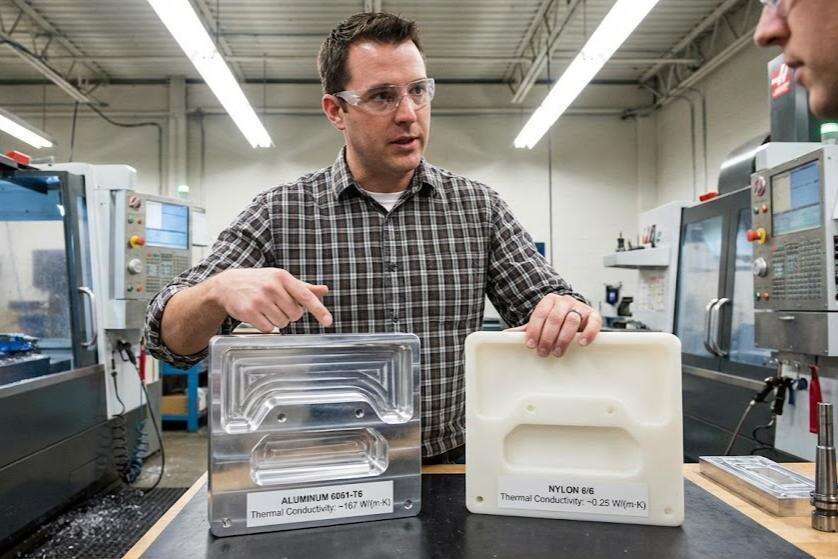
Funksjonelle avveininger: Når nylon sitt termiske oppførsel presterer bedre enn aluminium – og når det ikke gjør det
Det faktum at nylon ikkje har så god varmeelegenskap (ca. 0,25 W/mK) gjer det til eit perfekt utstyr for deler som treng isolasjon, spesielt når det gjeld elektroniske utstyr der det er mykje å seie at når du driv inn i ein bygning, Aluminium fortel ei anna historie for det fører varme i eit høgt temperaturlag på omtrent 205 W/mK, som er grunnen til at det blir brukt i kjøleskapar for kraft og andre varmeformål. Når temperaturen når over 150 grader byrjar nylon å vorte forvrengt medan aluminium blir ståande og støtt. Når me ser på støymer som har harme kjemikaliar, for eksempel i samband med bruken av sensorar, så er det mykje betre å bryte det ut av nylon enn aluminium, fordi metalet har ein tendens til å rustne fort. Alle desse faktorane tyder at det å velja material ikkje berre er ein del av å finne ein billig eller tøffare produkt, men å matche funksjonane til kvar av dei ulike betingslene som ein må forholde seg til dagleg, slik at du kan sjå til og arbeide med det i livet ditt.
Mechanikability Index: Ein praktisk ramme for materialeval i CNC-prototyping
Verktøksføyrleiksindexet måler kor lett materialet reagerer på skjerverktøy, og integrerer nøkkelfaktorar:
| Fabrikk | Høy maskinbarleik (t.d. 6061 aluminium) | Lavt bearbeid (t.d. 304 rustfritt stål) |
|---|---|---|
| Verktøyslitasje | Minimal | Akselerert (50% raskare) |
| Overflatefullføring | Glat (Ra ≤ 0,8 μm) | Rå (Ra ≥ 3,2 μm) |
| Produksjonshastighet | 30% raskere | Forsinkingar som følgjer med frekventa verktøymynstringar |
Dette rammen styrer praktiske avgjerder: messing eller POM for komplekse geometriar som krev stramme toleranser; titanlegeringar reservert for høgtstyrke luftfart applikasjonar. Integrering av maskinverkningsindeksen tidleg i utforminga reduserer kostnadene for CNC-bearbeiding med 22%, per Journal of Manufacturing Processes (2023).

Forsterking av prototypen utan å gå på kompromis med kvaliteten
Det er viktig å finne den rette balanseen mellom fart og presisjon når du utviklar prototyper. Metode som er gamle må alltid vere at selskap må velja mellom å gjera ting raskt og å gjere dei til gode. Moderne CNC-bearbeidingar endrar denne likninga takkar med superhaste spindelane, som dreiv over 60 000 om gangen, og smarte verktøyløysing. Denne typen teknikk gjer at alle proteser raskt kan utføres på 40 til 60 prosent meir utan å trenge på nøyaktigheit på mikrobnivå. Dette tyder at produsentar ikkje lenger treng å stole på kostnaden av møller, som minkar produksjonstiden med rundt 80 prosent. No kan utviklarane gå frå CAD-filene til testar, og dei får elementare deler som går rett over til prototypen. Men den verkeleg praktfulle magien skjer ikkje mellom dei. Avanserte tekniske monitoringar held auge på alt under desse raskere operasjonane. Vibrasjonssensorar jobbar saman med termisk kompensasjonssystem for å halda stramme toleranser på pluss eller minus 0,0005 tommar, sjølv om dei kjører med full tilt. Dei fleste butikkar rapporterte at 90 prosent av dei første gongene gjennomgjekk dei prøvene, i samsvar med statistikkar frå fyrste år.

Dei viktigaste akselereringsstrategiane inkluderer:
- Adaptiv bearbeiding : Dynamisk justering av matingshastigheita basert på material tilbakemelding i sanntid
- Automatisering av lysuttining : Operasjon utan tilsyn med automatiske pallettskiftingsmaskiner
- Værktøjspfadsoptimering : Redusering av ikkje-skjerande rørslane med 45% gjennom AI-drevne algoritmar
Denne integrerte tilnærminga tryggjer produksjonskvalitet materialeegenskapar og overflateavwerking i prototypersnar utviklingstidsplanar utan å ofra ytingsverifikasjon.
Ofte stilte spørsmål
Kvifor er CNC meir sannsynleg enn 3D-printing for prototypar? CNC-bearbeiding skaper delar som held seg nøye til originale designspesifikasjonar som tilbyr høgare strukturell integritet og toleransnivå samanlikna med 3D-printing som kan ha retningssvakle.
Kva er rolla til DFM i CNC-prototyping? Design for Manufacturing (DFM) samarbeidet hjelper til med å sikre at designa er optimaliserte for maskinprosessen tidleg, og hindrar kostne iterasjonar og revisjonar under prototyping.
Korleis påverkar materialavvaldet CNC-prototyping? Materialval påverkar ytelse og framstillingseffektivitet til prototyper ved å balansera termiske, mekaniske og strukturelle eigenskapar som er egnet til endanvendinga til prototypen.
Kva er hybrid metrologi teknikkar som vert brukt i CNC prototyping? Hybrid metrologi kombinerer sonde på maskinen og laserskanning for å sikre nøyaktighet i komplekse prototyper, slik at det er mogleg å gjera umiddelbare rettingar og fullstendige formverifikasjonar.