



Kā virsmas pārklāji uzlabo liešanas formu veiktspēju un kalpošanas ilgumu
Korozijas izturības uzlabošana liešanas formās ar virsmas apstrādēm
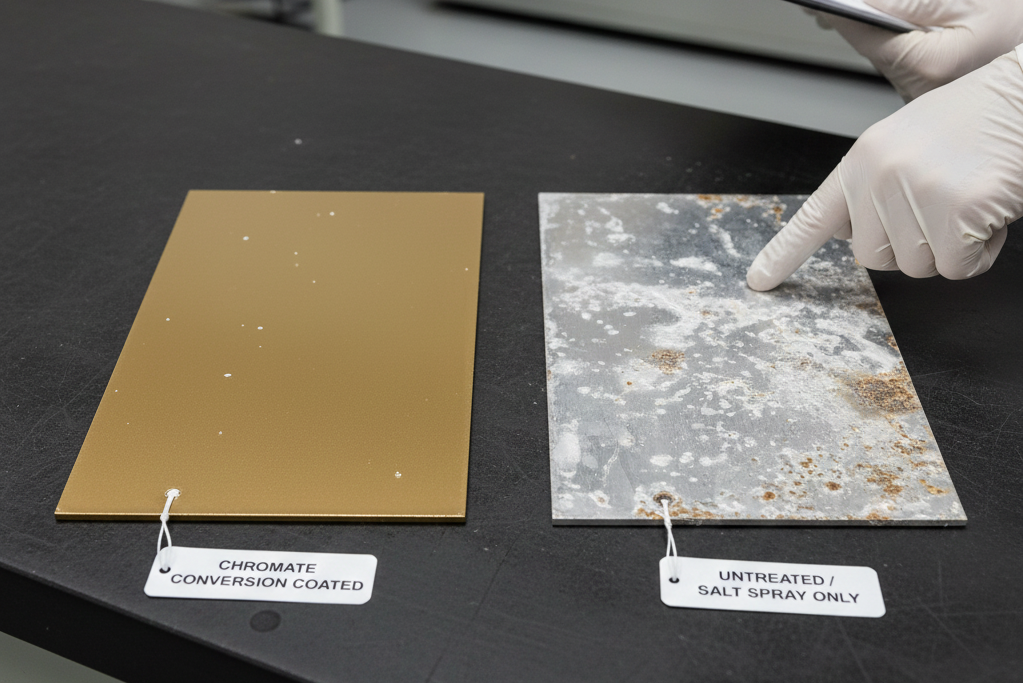
Pārklājumi, piemēram, ķīmiskās pārvēršanas apstrāde un anodēšana, veido aizsargkārtas, kas palīdz aizsargāt alumīnija un cinka sakausus no mitruma bojājumiem, sāls šķīduma iedarbības un kaitīgām ķīmikālijām. Pētījums, ko veica NACE International, atklāja, ka ar hromāta pārvēršanas pārklājumu apstrādāti alumīnija komponenti sāls šķīduma testēšanā izturēja vairāk nekā 500 stundas, kas ir aptuveni par 70% ilgāk salīdzinājumā ar neatstarātām detaļām. Šo apstrāžu zinātniskais pamats balstās uz molekulārā līmenī tievu oksīdu kārtu veidošanu vai vielu pārklāšanu, kas novērš koroziju. Tādējādi tie ir ļoti noderīgi, lai novērstu problēmas, piemēram, gropveida koroziju un galvanisko koroziju tajās vietās, kur metāls tiek pakļauts agresīviem apstākļiem, vai nu tas būtu jūras kuģi okeānā, automašīnas uz ceļiem vai rūpnīcās izmantotā aprīkojums.
Nolietojumizturības un mehāniskās izturības uzlabošana ar funkcionaliem pārklājumiem
Virsmas apstrādes, piemēram, cietā anodējuma pārklājumi un termiski uzsmidzināti keramikas pārklājumi, palielina virsmas cietību līdz aptuveni 1500–2000 Vikerza skalā. Tas padara tās ļoti efektīvas, samazinot komponentu nolietojumu, piemēram, zobratos, hidrauliskās sistēmas sastāvdaļās un dažādos slīdošos mehānismos, kur virsmas pastāvīgi berzēs viena pret otru. Pēc šādu pārklājumu uzklāšanas tiek izmantoti arī daži pēcapstrādes procesi. Strūklas apstrāde darbojas, saspiežot mikroskopiskos virsmas graudus, kas palīdz komponentiem ilgāk izturēt iedarbību laikā mainīgām slodzēm. Testi rāda, ka tas faktiski var uzlabot izturību pret sabrukšanu no atkārtotas slodzes aptuveni par 40 procentiem lietās, kas izgatavotas no liešanas alumīnija, piemēram, stiprinājumos un pagrieziena punktos. Jebkuram komponentam, kas pakļauts pastāvīgai berzei, pēkšņiem triecieniem vai ilgstoši atrodas zem augsta spiediena šķidrumiem, šāda veida virsmas uzlabojumi ir izšķiroši, nosakot starpību starp regulāriem apkopes intervāliem un negaidītiem bojājumiem.

Ilgtermiņa uzticamības nodrošināšana, pareizi izvēloties virsmas apstrādi
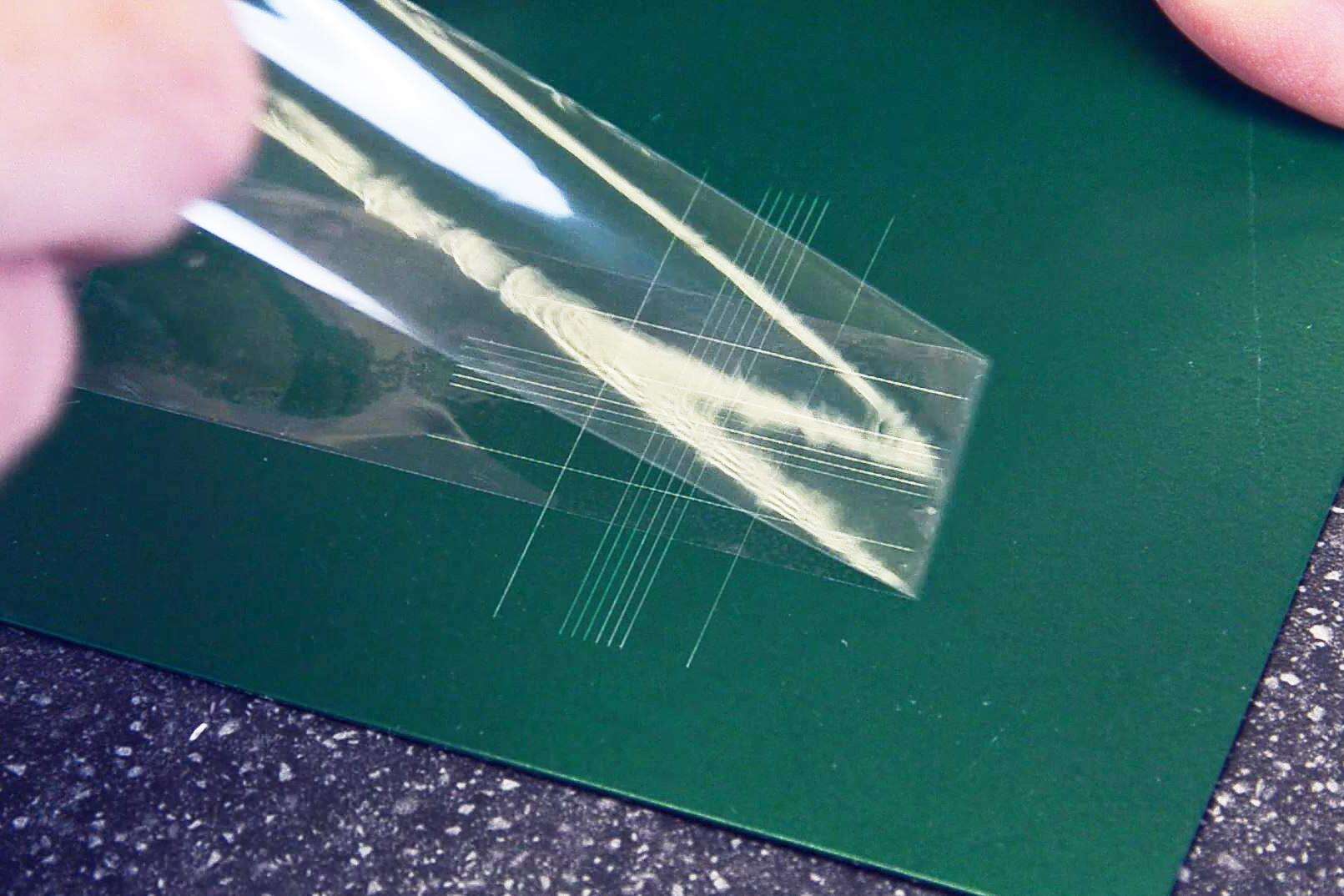
Pareizas virsmas apstrādes izvēle atkarībā no tā, kādām reālās pasaules apstākļu ietekmēm aprīkojums tiks pakļauts, palīdz izvairīties no agrīniem bojājumiem. Runājot par elektronikas korpusiem, ko izmanto ārējos apstākļos, UV starojumizturīgi pulverveida pārklājumi ir daudz labāki par parastu krāsu, ja tos pārbauda saskaņā ar termisko cikliskumu, kas noteikts IEC 60068-2-14 standartos. No nerūsējošā tērauda izgatavoti hirurģiskie instrumenti nepieciešama medicīniskā klases pasivizācija, lai tie pēc daudzkārtējas sterilizācijas autoclavā nepazustu vai nezaudētu savu izskatu. Ir vairāki veidi, kā pārbaudīt, vai šie pārklājumi darbojas ilgtermiņā. Krusteniskās līmēšanas pārbaudes un pārbaude ar sāls miglu pēc ASTM B117 standarta rāda ražotājiem, vai izvēlētie virsmas pārklājumi izturēs gan laika apstākļu, gan fiziskās nolietojuma iedarbību, kas ikdienā notiek reālos ekspluatācijas apstākļos.
Anodēšana un pulverveida pārklājumi: augstas veiktspējas virsmas apstrādes iespējas
Anodēšana cietībai, estētikai un korozijas aizsardzībai
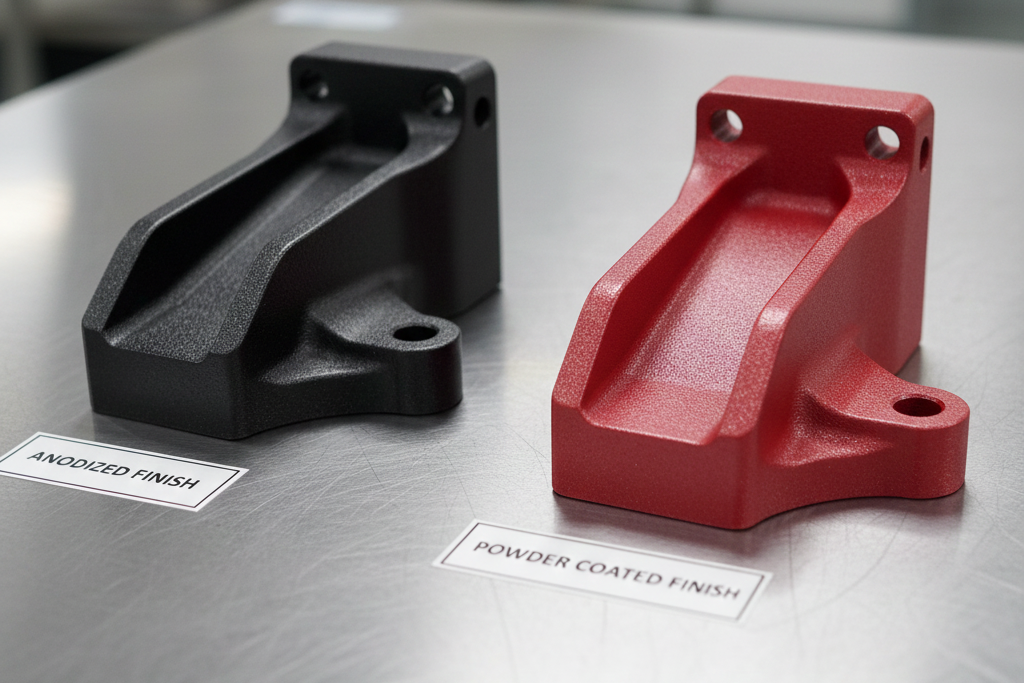
Anodēšanas process rada biezu oksīda pārklājumu uz alumīnija sakausējumiem, piemēram, ADC12, kas pēc pagājušā gada publicētā pētījuma Material Science Journal var palielināt virsmas cietību aptuveni par 60% salīdzinājumā ar parastām neapstrādātām virsmām. Šo elektroķīmisko apstrādi padara tik efektīvu tās spēja izveidot aizsargpārklājumu pret ūdens bojājumiem un sāls iedarbību, kas nozīmē, ka detaļas var izturēt trīs reizes ilgāk sāls aerosola testus saskaņā ar ASTM standartiem. Vēl viena lieliska anodēšanas īpašība? Tā pieejama dažādos atdalos — no matētiem līdz spīdīgiem, turklāt procesā uzklātās krāsas noturās daudz labāk nekā krāsa. Tāpēc to plaši izmanto automašīnu ārējos paneļos un elektronikas ierīcēs, kur produktiem jāizskatās labi, vienlaikus izturīgi pret ikdienas nodilumu.
Pulverveida pārklājums pret skaldīšanos, krāsu dažādību un vienmērīgu pārklājumu
Pielietojot pulverveida pārklājumu, mēs būtībā uzsmidzinām polimēru sveķus, izmantojot statisko elektrību, un pēc tam karsējam, līdz veidojas aizsargkārta ar biezumu no 2 līdz 6 mil. Saskaņā ar ASV Vides aizsardzības aģentūras (EPA) datiem no 2024. gada, šī metode nodrošina aptuveni 95 % pārneses efektivitāti, kas nozīmē ievērojami mazāk izšķērdētas izejvielas salīdzinājumā ar tradicionālajām metodēm. Testi rāda, ka tā iztur skrambas aptuveni trīs reizes labāk nekā parasta šķidrā krāsa, kad tiek pakļauta Taber berzes testiem. Ir pieejami vairāk nekā 5000 dažādi RAL toņi, kā arī dažādas struktūras, tāpēc ražotāji var precīzi atbilstīt nepieciešamajam izskatam āra tehnikai vai būvniecības detaļām, kurām jāiztur laika apstākļi. Turklāt tajā nav VOC (piesārņojošo organisko savienojumu), kas padara to saderīgu ar vides standartiem, piemēram, REACH noteikumiem, nekompromitējot kvalitāti.
Anodēšanas un pulverveida pārklājuma salīdzinājums ADC12 un līdzīgos sakausējumos
| Faktors | Anodēšana | Pulvera apvalkošana |
|---|---|---|
| Seguma biežums | 0,5–25 µm | 50–150 µm |
| Korozijas atbalstība | Izcili (vairāk nekā 1000 stundas sāls miglas testā) | Ļoti labi (500–800 stundas sāls miglas testā) |
| Krāsu elastība | Ierobežots tikai metāliskiem toņiem | Neierobežots, ieskaitot pielāgotus RAL toņus |
| Izmaksu efektivitāte | Augstāks maziem partijas apjomiem | Zemāks lieliem ražošanas apjomiem |
Pielietojuma piemērs: automašīnu die cietais korpuss ar anodētu un pulverveida pārklājumu
2023. gada pētījumā tika novērtēti 50 000 automašīnu transmisijas korpusi, izmantojot anodēšanu iekšējām virsmām un pulverveida pārklājumu ārējām virsmām. Rezultāti parādīja:
- Anodēti komponenti : Nav korozijas pēc 18 mēnešiem mitrās vidēs
- Pulverveida pārklātie ārējie elementi : 85 % mazāk UV izraisītas krāsas noblakšanas salīdzinājumā ar krāsotām virsmām
- Kombinētā pieeja samazināja gadskārtējos garantijas prasījumus par 22% (Automobiļu inženierijas ziņojums 2023)
Ķīmiskie un mehāniskie priekšapstrādes pasākumi optimālai pārklājuma saistīšanai
Ķīmiski pārveidojoši pārklājumi korozijas aizsardzībai un krāsas saistīšanai
Cinka fosfāta un hroma pārveidojošie pārklājumi veido mikroizmēra aizsargkārtu uz liešanas virsmām, salīdzinājumā ar neapstrādātām sakausējumiem uzlabojot korozijas izturību līdz pat 40% sāls aerosola vidē (Materiālu aizsardzības ziņojums 2023). Turklāt tie uzlabo krāsas saistīšanos, izveidojot mikrostrukturētu pamatni, automašīnu riteņu pielietojumos samazinot atslāņošanās ātrumu par 65%.
Smilšstrūklas un metāla smilšstrūklas apstrāde, lai uzlabotu virsmas struktūru un saistīšanos
Abrāzivā strūklas tīrīšana ar tērauda graudu vai alumīnija oksīdu noņem oksīdus un piesārņojumu, vienlaikus veidojot 2–5 mikronu virsmas profilu. Šāda sagatavošana palielina pārklājuma saistīšanās stiprumu par 50–80% pulverveida pārklātiem alumīnija korpusiem, kas pakļauti termiskajai cikliskai iedarbībai. Vienmērīga virsmas raupjuma vērtība (Ra 1,5–3,2 µm) nodrošina konsekventu saistīšanos sarežģītās ģeometrijās.
Abrāzivās apstrādes ietekme uz izmēru precizitāti un virsmas integritāti
Lai gan intensīva strūklas tīrīšana uzlabo saistīšanos, ±0,05 mm toleranču uzturēšanai nepieciešama rūpīga starpviednes izvēle. Stūraina tērauda daļiņa nodrošina optimālu tekstūru ar mazāk nekā 0,3% materiāla zudumu augstas precizitātes cinka sakausējuma liešanas detaļās. Virsmas integritātes analīze liecina, ka strūklas tīrīšana samazina porozitāti zem virsmas par 22%, samazinot potenciālas plaisu veidošanās vietas mehāniskās slodzes apstākļos.
Krāsošana un e-pārklājums: estētikas kombinācija ar visaptverošu aizsardzību
E-pārklājums vienmērīgam plēves biezumam un pilnvērtīgai korozijas aizsardzībai
E-pārklājums, kas pazīstams arī kā elektroforētiskais pārklājums, nodrošina ļoti vienmērīgu virsmas apdari. Tas uzklāj plānas plēves aptuveni 15 līdz 25 mikrometru biezumā, kas efektīvi darbojas arī uz sarežģītiem formas elementiem. Šo procesu izceļ spēja nokļūt visos grūti sasniedzamos stūros un vietās, kas ir īpaši svarīgi alumīnija die cietajam komponentiem, kas paredzēti smagās ekspluatācijas apstākļos, piemēram, laivās vai ārējos elektronikas ierīcēs. Sāls aerosola testi ir parādījuši, ka šādas pārklātas virsmas var izturēt no 750 līdz 1000 stundām, pirms parādās rūsas pazīmes, kā liecina Ponemon pētījumi no 2023. gada. Tas ir aptuveni trīs reizes ilgāka izturība salīdzinājumā ar parastajiem krāsošanas paņēmieniem. Turklāt, tā kā gandrīz visa krāsa tiek izmantota procesa laikā, pateicoties atkārtotai izmantošanai vannās, ražotāji konstatē, ka tas diezgan labi atbilst ISO 14001 vides standartiem. Un nevienam nav jāraizējas par pilināšanu vai tos nepatīkamos nevienmērīgos malu trūkumus, kas raksturīgi citiem paņēmieniem.

Individuāla krāsošana zīmolam atbilstošai estētikai un aizsargkrāsu pārklājumiem
Lai šīs svaigās krāsas saglabātos pat pēc desmit gadiem saules iedarbībā, ražotāji izmanto UV pretošanās pigmentus kombinācijā ar augstas kvalitātes caurspīdīgiem pārklājumiem. Saskaņā ar 2022. gada Automobiļu pārklājumu pētījumā publicētajiem datiem, detaļas, kas nokrāsotas ar šīm speciālajām formulām, saglabā aptuveni 95 % no sākotnējā spīduma pēc 5000 stundu QUV testa, kas simulē smagas laikapstākļu ietekmi. Attiecībā uz pielietojumiem, piemēram, rūpnieciskajiem sūkņiem vai medicīniskajiem ierīcēm, kur izskats ir svarīgs, taču prioritāte ir drošībai, keramikas uzlaboti krāsojumi nodrošina lielisku aizsardzību pret skrāpējumiem, kas novērtēti ar 3H zīmuļa cietības līmeni. Turklāt tie atbilst visām nepieciešamajām FDA prasībām virsmām, kas nāk saskarē ar produktiem. Arī inženieri ļoti vērtē šo kombināciju – izskatu un ilgmūžību. Jaunākie dati no Materials Performance liecina, ka aptuveni 8 no 10 inženieriem ziņo par komponentu kalpošanas laika pagarināšanu aptuveni par 40 %, izmantojot šīs jaunās pārklājuma tehnoloģijas.
Izvēloties pareizo virsmas apdari, balstoties uz pielietojuma prasībām
Funkcionalitātes, vides un veiktspējas prasību līdzsvarošana
Pareiza virsmas apdares izvēle nozīmē saskaņot detaļas faktiskās vajadzības ar tās lietojumu reālos apstākļos. Detaļām, kurām jāiztur smagas slodzes, mehāniskās sistēmās vispiemērotāk darbojas nodilumizturīgas iespējas, piemēram, cietā anodēšana. Strādājot ūdens tuvumā, īpaši siltā ūdenī, apdarei ilgstoši jāiztur korozija. Pēdējie rūpniecības dati liecina, ka aptuveni trīs ceturtdaļas no visām izgājušām detaļām bija ar virsmas apdari, kas vienkārši neatbilda to darba videi. Izvēloties apdari, ražotājiem vajadzētu ņemt vērā vairākus faktorus, tostarp tās saistīšanās pakāpi ar pamatmateriālu, iespējamo ķīmisko vielu iedarbību, kas varētu to degradēt, kā arī spēju izturēt temperatūras svārstības, nenonākot bojājumos. Šie bāzes aspekti bieži tiek ignorēti, taču tie ir izšķiroši detaļu kalpošanas ilgumam.

Ekspozīcijas apstākļu novērtēšana: sāls lietus, mitrums un termiskās slodzes
Detaļas, kas atrodas piekrastes zonās vai kuras saskaras ar ceļa sāli un ledus kušanas līdzekļiem, patiešām gūst labumu no apstrādēm, piemēram, e-pokojuma vai hroma pārveidošanas pārklājumiem. Šīs metodes samazina rūsēšanu aptuveni par 60 līdz pat 90 procentiem salīdzinājumā ar neaizsargātām metāla virsmām. Runājot par vietām, kur temperatūra regulāri pārsniedz 300 grādus pēc Fārenheita, keramikas bāzes pārklājumi ilgstoši iztur labāk nekā parasta krāsa vai citi organiskie pārklājumi, kas pakļauti atkārtotiem uzsildīšanas un atdzišanas cikliem. Un telpām, kurām nepieciešams precīzi kontrolēt mitruma līmeni, pulverveida pārklājumi var būt diezgan ekonomisks variants, ja tie tiek uzklāti pēc atbilstošiem fosfāta tīrīšanas procesiem, kas palīdz tiem labi pieķerties virsmai un vēlāk nenolobīties.
Izmaksu un estētikas attiecība lielserijas ražošanā pasūtījuma die casting detaļām
Anodēšanas process parasti maksā kaut kur no piecdesmit centiem līdz vienam dolāram divdesmit centiem par daļu, lai gan ilgtermiņā tas parasti ietaupa naudu, jo nav nepieciešami papildu krāsošanas soļi, piemēram, automašīnu apdari vai elektroniskajos ierīcēs. Kad uzņēmumi plāno ražot ļoti lielas partijas, teiksim vairāk nekā piecdesmit tūkstošus vienību, finansiāli izdevīgāka izvēle kļūst pulverkrāsas pārklājums. Tas iznāk aptuveni trīsdesmit līdz astoņdesmit centus par vienību, jo tas žūst ātrāk un ražošanas procesā prasa mazāk darbaspēka. Detaļām, kuras klienti neredzēs, reizēm var iztikt ar lētākiem variantiem, piemēram, smilšstrūklas apstrādi vai ķīmisko plēvju uzklāšanu. Šīs metodes joprojām nodrošina pietiekamu aizsardzību, vienlaikus samazinot izmaksas aptuveni četrdesmit līdz sešdesmit procentus salīdzinājumā ar dārgajiem dekoratīvajiem pārklājumiem, tāpēc tās lieliski darbojas produktu iekšpusē esošām detaļām, kur izskats nav tik svarīgs kā funkcionālums.
BUJ
Kādi ir galvenie virsmas pārklājumu veidi diešanas liešanas detaļām?
Ikmērīgas virsmas pārklājumu veidi ietver anodēšanu, pulverveida pārklājumus, ķīmiskas konversijas apstrādi un e-pārklājumus. Katrs no tiem piedāvā unikālas priekšrocības korozijas izturībā, nodilumizturībā un estētiskajā pievilcībā.
Kā virsmas apstrāde ietekmē diezveida lietas daļu izturību?
Virsmas apstrāde uzlabo izturību, nodrošinot aizsargpārklājumus, kas pretojas korozijai, nodilumam un vides bojājumiem. Tas pagarina daļu kalpošanas laiku, samazinot uzturēšanas un nomaiņas izmaksas.
Vai virsmas pārklājumus var pielāgot konkrētiem pielietojumiem?
Jā, virsmas pārklājumus var pielāgot, lai atbilstu konkrētiem pielietojuma nosacījumiem, izvēloties piemērotus materiālus, krāsas un apstrādes metodes. Tas nodrošina optimālu veiktspēju un ilgmūžību dažādos apstākļos.
Kāda ir atšķirība starp anodēšanu un pulverveida pārklājumu?
Anodēšana rada plānu oksīda kārtu uz alumīnija virsmām, nodrošinot lielisku korozijas izturību un virsmas cietību. Pulkveida pārklājums veido biezāku polimēra kārtu, nodrošinot labāku noturību pret skrambām un plašāku krāsu izvēli.
Vai izvēloties virsmas apstrādi, ir jāņem vērā vides aspekti?
Daudzas mūsdienu virsmas apstrādes ir videi draudzīgas, izmantojot zemu izplūdes ogļūdeņražu emisiju procesus. Tehnikas, piemēram, pulkveida pārklājums un e-pārklājums, bieži atbilst vides standartiem, tādējādi tās ir piemērotas izvēles ilgtspējīgai ražošanai.
Satura rādītājs
- Kā virsmas pārklāji uzlabo liešanas formu veiktspēju un kalpošanas ilgumu
-
Anodēšana un pulverveida pārklājumi: augstas veiktspējas virsmas apstrādes iespējas
- Anodēšana cietībai, estētikai un korozijas aizsardzībai
- Pulverveida pārklājums pret skaldīšanos, krāsu dažādību un vienmērīgu pārklājumu
- Anodēšanas un pulverveida pārklājuma salīdzinājums ADC12 un līdzīgos sakausējumos
- Pielietojuma piemērs: automašīnu die cietais korpuss ar anodētu un pulverveida pārklājumu
- Ķīmiskie un mehāniskie priekšapstrādes pasākumi optimālai pārklājuma saistīšanai
- Krāsošana un e-pārklājums: estētikas kombinācija ar visaptverošu aizsardzību
- Izvēloties pareizo virsmas apdari, balstoties uz pielietojuma prasībām
-
BUJ
- Kādi ir galvenie virsmas pārklājumu veidi diešanas liešanas detaļām?
- Kā virsmas apstrāde ietekmē diezveida lietas daļu izturību?
- Vai virsmas pārklājumus var pielāgot konkrētiem pielietojumiem?
- Kāda ir atšķirība starp anodēšanu un pulverveida pārklājumu?
- Vai izvēloties virsmas apstrādi, ir jāņem vērā vides aspekti?