



Як покриття поверхні підвищують продуктивність і довговічність литих під тиском деталей
Покращення стійкості до корозії в деталях, виготовлених литтям під тиском, за рахунок поверхневої обробки
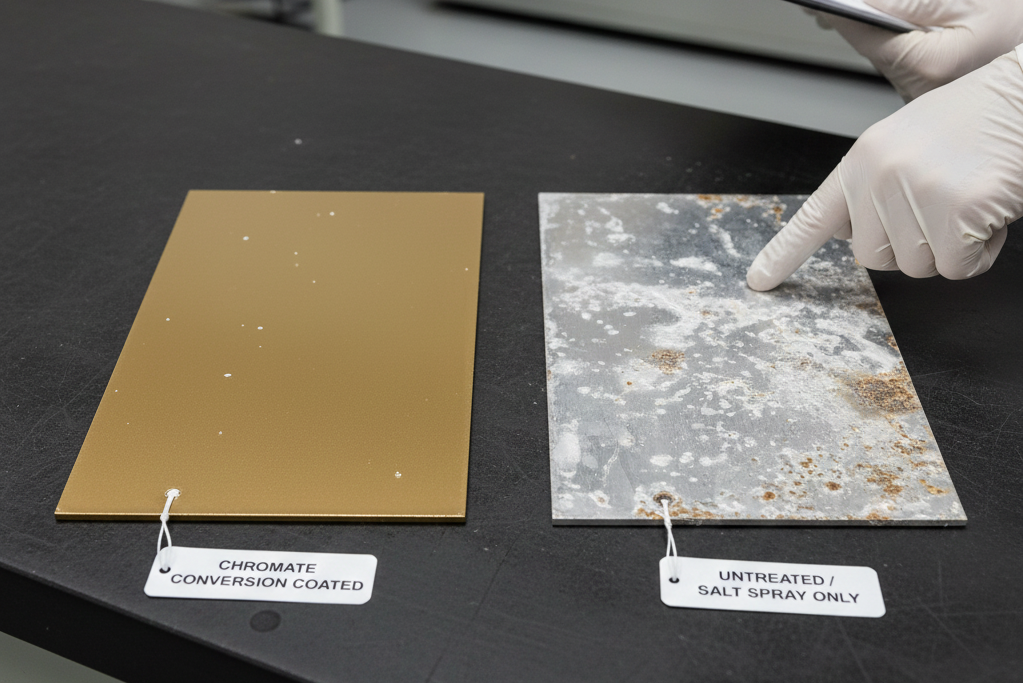
Покриття, такі як хімічні перетворювальні обробки та анодування, створюють захисні шари, які допомагають захистити алюмінієві та цинкові сплави від пошкодження вологи, солоного туману та шкідливих хімічних речовин. Останнє дослідження від NACE International показало, що алюмінієві компоненти, оброблені хромуванням, витримували понад 500 годин у випробуваннях на солоний туман, що приблизно на 70% довше, ніж деталі без будь-якої обробки. Наукова основа цих обробок полягає у створенні тонких оксидних шарів на молекулярному рівні або нанесенні речовин, які запобігають корозії. Це робить їх надзвичайно корисними для запобігання таким проблемам, як пітінг і гальванічна корозія в умовах, де метал піддається жорстким впливам — чи то це судна в океані, автомобілі на дорогах чи обладнання, що використовується на виробництвах.
Покращення зносостійкості та механічної міцності за допомогою функціональних покриттів
Покращення поверхні, такі як анодування твердого покриття та керамічні покриття, нанесені термічним напиленням, підвищують твердість поверхні до приблизно 1500–2000 за шкалою Вікерса. Це робить їх дуже ефективними для зменшення зносу деталей, таких як шестерні, компоненти гідравлічних систем і різні механізми ковзання, де поверхні постійно тертяться одна об одну. Після нанесення цих покриттів застосовуються також процеси післяопрацювання. Дробоструменне зміцнення працює за рахунок ущільнення мікрогранул на поверхні, що допомагає деталям довше витримувати навантаження з часом. Випробування показали, що це може покращити стійкість до руйнування від повторюваних навантажень приблизно на 40 відсотків у деталях із литого під тиском алюмінію, таких як кронштейни та шарніри. Для будь-яких компонентів, що піддаються постійному тертя, раптовим ударам або тривалому впливу рідини під високим тиском, саме такі поліпшення поверхні вирішують, чи потрібно проводити планове технічне обслуговування, чи відбудеться несподіваний вихід з ладу.

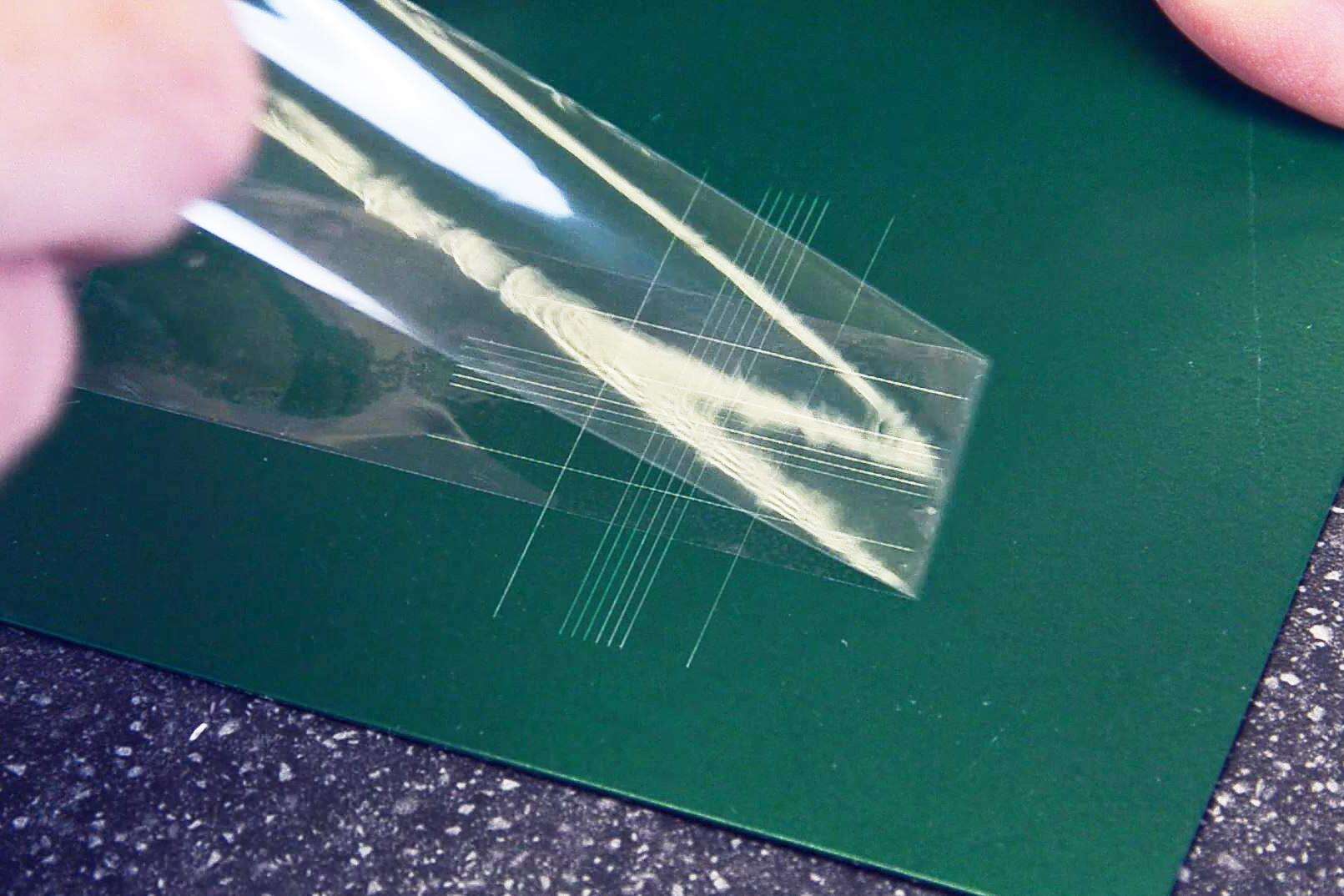
Забезпечення довгострокової надійності шляхом правильного вибору обробки поверхні
Вибір правильного способу обробки поверхні залежно від умов експлуатації обладнання допомагає уникнути передчасних поломок. Коли мова йде про електронні корпуси, що використовуються на вулиці, порошкові покриття, стійкі до УФ-випромінювання, значно перевершують звичайне фарбування під час термоциклування, передбаченого стандартами IEC 60068-2-14. Хірургічні інструменти з нержавіючої сталі потребують пасивації медичного класу, щоб уникнути пошкодження або зміни кольору після багаторазових циклів у автоклаві. Існує кілька способів перевірки ефективності цих покриттів протягом часу. Тест адгезії методом сітки та добре відомий тест ASTM B117 на солоний туман дозволяють виробникам визначити, чи обрані види обробки поверхні зможуть витримати вплив погодних умов і фізичний знос, що виникають щодня в реальних умовах експлуатації.
Анодування та порошкове фарбування: високоефективні варіанти обробки поверхні
Анодування для підвищення твердості, естетики та захисту від корозії
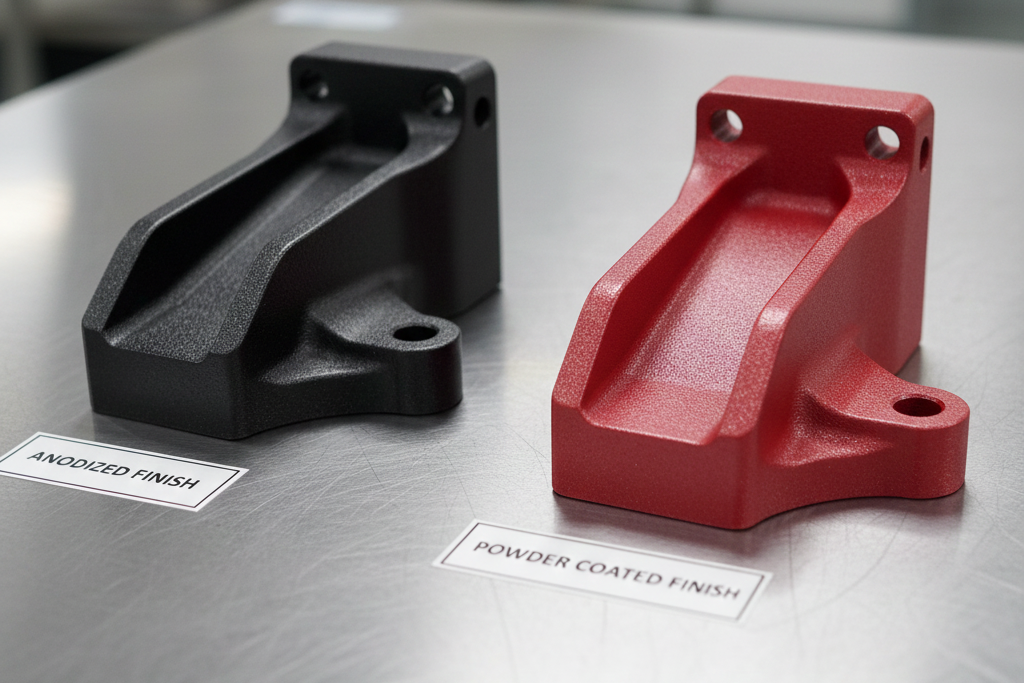
Процес анодування створює товсте оксидне покриття на алюмінієвих сплавах, таких як ADC12, що може збільшити твердість поверхні приблизно на 60% порівняно зі звичайними необробленими поверхнями, згідно з дослідженням, опублікованим у журналі «Material Science Journal» минулого року. Ефективність цього електрохімічного оброблення полягає в тому, що воно формує захисний шар, який запобігає пошкодженню водою та впливу солі, завдяки чому деталі витримують випробування сольовим туманом утричі довше, ніж раніше, згідно зі стандартами ASTM. Ще одна перевага анодування — це різноманітні види оздоблення, від матових до глянсових поверхонь, а кольори, нанесені під час процесу, тримаються значно краще, ніж фарба. Саме тому його широко використовують у зовнішніх елементах автомобілів і гаджетах, де важливо, щоб продукти мали привабливий вигляд і при цьому витримували повсякденне зношування.
Порошкове фарбування для стійкості до сколів, різноманітності кольорів та рівномірного покриття
Під час нанесення порошкового покриття ми фактично розпилюємо полімерну смолу за допомогою статичної електрики, а потім випікаємо її до утворення захисного шару товщиною від 2 до 6 міл. Згідно з даними Агентства з охорони довкілля (EPA) за 2024 рік, цей метод забезпечує коефіцієнт перенесення близько 95%, що означає значно менше витрат матеріалу порівняно з традиційними методами. Випробування показали, що воно приблизно втричі краще протистоїть сколам, ніж звичайний рідкий фарб, коли піддається випробуванням на абразивний знос за методом Табера. Існує більше ніж 5 000 різних кольорів за шкалою RAL, а також безліч варіантів текстур, завдяки чому виробники можуть точно відтворити потрібний зовнішній вигляд для таких виробів, як наземна техніка чи будівельні деталі, які мають витримувати атмосферні впливи. Крім того, процес не передбачає викидів ЛОС, що робить його відповідним до екологічних стандартів, таких як REACH, без компромісу щодо якості.
Порівняння анодування та порошкового покриття на сплавах ADC12 та подібних
| Фактор | Анодизація | Порошкове покриття |
|---|---|---|
| Товщина покриття | 0,5–25 мкм | 50–150 мкм |
| Стійкість до корозії | Відмінно (понад 1000 год сольового туману) | Дуже добре (500–800 год сольового туману) |
| Гнучкість кольору | Обмежено металізованими відтінками | Необмежено, включаючи індивідуальні кольори RAL |
| Ефективність витрат | Вищий для малих партій | Нижчий для великих обсягів виробництва |
Дослідження випадку: Корпуси литих деталей для автомобілів із анодованим та порошковим покриттям
Дослідження 2023 року оцінило 50 000 корпусів трансмісій для автомобілів із анодованим покриттям внутрішніх поверхонь та порошковим покриттям зовнішніх. Результати показали:
- Анодовані компоненти : Відсутність корозії після 18 місяців у вологому середовищі
- Порошкові покриття зовнішніх поверхонь : Зменшення витікання кольору під дією УФ-випромінювання на 85% порівняно з фарбованими поверхнями
- Поєднаний підхід зменшив кількість гарантійних випадків на рік на 22% (Звіт з автомобілебудування, 2023)
Хімічна та механічна попередня обробка для оптимального зчеплення покриття
Хімічні конверсійні покриття для запобігання корозії та зчеплення фарби
Фосфатні цинкові та хроматні конверсійні покриття утворюють мікромасштабні захисні шари на поверхні литих деталей, підвищуючи стійкість до корозії на 40% у сольових камерних середовищах порівняно з необробленими сплавами (Звіт з захисту матеріалів, 2023). Вони також покращують зчеплення фарби, створюючи поверхню з мікротекстурою, що зменшує показник відшарування на 65% у застосуванні автомобільних дисків.
Дробоструминне та піскоструминне очищення для поліпшення текстури поверхні та зчеплення
Абразивне очищення сталевим гритом або оксидом алюмінію видаляє оксиди та забруднення, створюючи профіль поверхні 2–5 мкм. Ця підготовка збільшує міцність адгезії покриття на 50–80% для алюмінієвих корпусів із порошковим покриттям, що піддаються термоциклуванню. Рівномірна шорсткість поверхні (Ra 1,5–3,2 мкм) забезпечує стабільне зчеплення на складних геометріях.
Вплив абразивної обробки на точність розмірів та цілісність поверхні
Хоча інтенсивне очищення покращує адгезію, для дотримання допусків ±0,05 мм потрібно ретельно підбирати абразив. Кутовий сталевий дроб забезпечує оптимальну текстуру з втратою матеріалу менше ніж 0,3% у прецизійних деталях із цинкового сплаву. Аналіз цілісності поверхні показує, що очищення зменшує підповерхневу пористість на 22%, знижуючи кількість потенційних місць зародження тріщин під механічним навантаженням.
Фарбування та електроосаджене покриття: поєднання естетики та комплексного захисту
Електроосаджене покриття для рівномірної товщини плівки та повної протикорозійної захисту поверхні
Е-покриття, відоме також як електрофоретичне покриття, забезпечує дуже рівномірну поверхневу обробку. Воно наносить тонкі плівки завтовшки близько 15–25 мікронів, які ефективно працюють навіть на складних формах. Особливістю цього процесу є здатність проникати у важкодоступні місця та кути, що має велике значення для алюмінієвих литих компонентів, які використовуються в складних умовах, наприклад, на човнах або зовнішніх електронних пристроях. Випробування методом сольового туману показали, що такі покриті поверхні можуть витримувати від 750 до 1000 годин без ознак іржавіння, згідно з дослідженням Ponemon за 2023 рік. Це приблизно втричі краще, ніж звичайні фарби, нанесені розпиленням. Крім того, оскільки майже вся фарба використовується під час процесу завдяки системам рециркуляції, виробники вважають, що цей метод добре відповідає екологічним стандартам ISO 14001. І немає потреби хвилюватися про краплі чи неприємні нерівні краї, які турбують при використанні інших методів.

Індивідуальне фарбування для естетики, узгодженої з брендом, та захисних кольорових покриттів
Щоб яскраві кольори залишалися свіжими навіть після десятиліття під впливом сонячних променів, виробники використовують УФ-стійкі пігменти в поєднанні з лаками високої якості. Згідно з дослідженням, опублікованим у Дослідженні автомобільних покриттів 2022 року, деталі, пофарбовані за допомогою цих спеціальних складів, зберігають близько 95% свого первісного блиску після 5000 годин тестування QUV, що моделює жорсткі погодні умови. Коли мова йде про застосування, такі як промислові насоси чи медичне обладнання, де важливий зовнішній вигляд, але головним є безпека, фарби із керамічним покращенням забезпечують чудливий захист від подряпин, оцінений на рівні твердості олівця 3H. Крім того, вони відповідають усім необхідним вимогам FDA для поверхонь, що контактують із продуктами. Інженери дійсно цінують це поєднання зовнішнього вигляду та довговічності. Останні дані з Materials Performance показують, що приблизно 8 із 10 інженерів повідомляють про можливість продовження терміну служби компонентів приблизно на 40%, коли використовуються ці передові технології покриттів.
Вибір правильного типу поверхневого покриття залежно від вимог застосування
Поєднання функціональності, умов навколишнього середовища та експлуатаційних вимог
Правильний вибір поверхневого покриття означає відповідність реальних потреб деталі до її практичного застосування. Для деталей, які мають працювати під великим навантаженням, найкраще підходять зносостійкі варіанти, такі як тверде анодування в механічних системах. У разі роботи у водному середовищі, особливо в солоній воді, покриття має протистояти корозії протягом тривалого часу. Згідно з останніми даними галузі, близько трьох чвертей усіх вийшлих з ладу компонентів мали поверхневі покриття, які просто не відповідали умовам їхнього експлуатаційного середовища. Вибираючи покриття, виробники мають враховувати кілька факторів: наскільки добре воно прилягає до основного матеріалу, чи можуть наявні хімічні речовини руйнувати його, і чи зможе воно витримувати перепади температур без деградації. Ці базові аспекти часто ігноруються, однак саме вони визначають довговічність компонентів.

Оцінка умов експозиції: сольовий туман, вологість та термічне навантаження
Деталі, розташовані в прибережних зонах або ті, що контактують із дорожньою сіллю та реагентами для розтанення льоду, справді виграють від обробки, такої як електроосаджене покриття або хроматне перетворення. Ці методи зменшують утворення іржі приблизно на 60–90 відсотків порівняно з простими неметалевими поверхнями без захисту. Коли мова йде про місця, де температура регулярно піднімається вище 300 градусів за Фаренгейтом, керамічні покриття набагато краще витримують повторні цикли нагрівання та охолодження з часом, ніж звичайний фарбувальний чи інший органічний захист. А для об'єктів, які потребують точного контролю рівня вологості, порошкові покриття можуть бути досить економічним варіантом, за умови їхнього нанесення після належного очищення фосфатним способом, що допомагає їм добре прилягати до поверхні й не відшаровуватися згодом.
Співвідношення вартості та естетики у високоволюмному виробництві спеціальних литих деталей
Процес анодування зазвичай коштує від п'ятдесяти центів до одного долара двадцять за деталь, хоча на довгострокову перспективу це зазвичай економить гроші, оскільки немає потреби в додаткових етапах фарбування, наприклад, для автомобільних молдингів або електронних пристроїв. Коли компанії планують виробництво дуже великих обсягів, скажімо, понад п’ятдесят тисяч одиниць, порошкове покриття стає фінансово кращим варіантом. Воно коштує близько тридцяти–вісімдесяти центів за одиницю, оскільки швидше висихає і вимагає менше робочої сили під час виробництва. Деталі, які не будуть видимі для клієнтів, іноді можуть використовувати дешевші альтернативи, такі як піскоструменеве очищення або нанесення хімічних плівок. Ці методи все ще забезпечують достатній захист і знижують витрати приблизно на сорок–шістдесят відсотків у порівнянні з дорогими декоративними покриттями, тому вони чудово підходять для внутрішніх деталей продуктів, де важливіше функціональність, ніж зовнішній вигляд.
ЧаП
Які основні типи поверхневих покриттів для деталей, виготовлених литтям під тиском?
Поширені види поверхневих покриттів включають анодування, порошкове фарбування, хімічні перетворювальні обробки та електроосаджене покриття. Кожен із них має унікальні переваги щодо стійкості до корозії, зносу та естетичного вигляду.
Як поверхнева обробка впливає на довговічність деталей, виготовлених ливарним способом?
Поверхнева обробка підвищує довговічність, забезпечуючи захисні покриття, які стійкі до корозії, зносу та пошкоджень від навколишнього середовища. Це подовжує термін служби деталей, зменшуючи витрати на обслуговування та заміну.
Чи можна адаптувати поверхневі покриття для конкретних застосувань?
Так, поверхневі покриття можна адаптувати відповідно до конкретних вимог застосування шляхом вибору відповідних матеріалів, кольорів та методів обробки. Це забезпечує оптимальну продуктивність і довговічність у різних умовах.
У чому різниця між анодуванням і порошковим фарбуванням?
Анодування створює тонкий оксидний шар на поверхні алюмінію, забезпечуючи відмінну стійкість до корозії та високу твердість поверхні. Порошкове покриття наносить товстіший полімерний шар, що забезпечує кращу стійкість до сколів та велику різноманітність кольорів.
Чи є екологічні міркування при виборі видів обробки поверхонь?
Багато сучасних видів обробки поверхонь є екологічно чистими, використовуючи процеси з низьким вмістом летких органічних сполук. Такі методи, як порошкове покриття та електрофорезне покриття, часто відповідають екологічним стандартам, що робить їх вдалим вибором для сталого виробництва.
Зміст
- Як покриття поверхні підвищують продуктивність і довговічність литих під тиском деталей
-
Анодування та порошкове фарбування: високоефективні варіанти обробки поверхні
- Анодування для підвищення твердості, естетики та захисту від корозії
- Порошкове фарбування для стійкості до сколів, різноманітності кольорів та рівномірного покриття
- Порівняння анодування та порошкового покриття на сплавах ADC12 та подібних
- Дослідження випадку: Корпуси литих деталей для автомобілів із анодованим та порошковим покриттям
- Хімічна та механічна попередня обробка для оптимального зчеплення покриття
- Фарбування та електроосаджене покриття: поєднання естетики та комплексного захисту
- Вибір правильного типу поверхневого покриття залежно від вимог застосування
-
ЧаП
- Які основні типи поверхневих покриттів для деталей, виготовлених литтям під тиском?
- Як поверхнева обробка впливає на довговічність деталей, виготовлених ливарним способом?
- Чи можна адаптувати поверхневі покриття для конкретних застосувань?
- У чому різниця між анодуванням і порошковим фарбуванням?
- Чи є екологічні міркування при виборі видів обробки поверхонь?