



Jak wykończenia powierzchniowe poprawiają wydajność i trwałość części odlewanych ciśnieniowo
Poprawa odporności na korozję w częściach odlewanych ciśnieniowo poprzez obróbkę powierzchniową
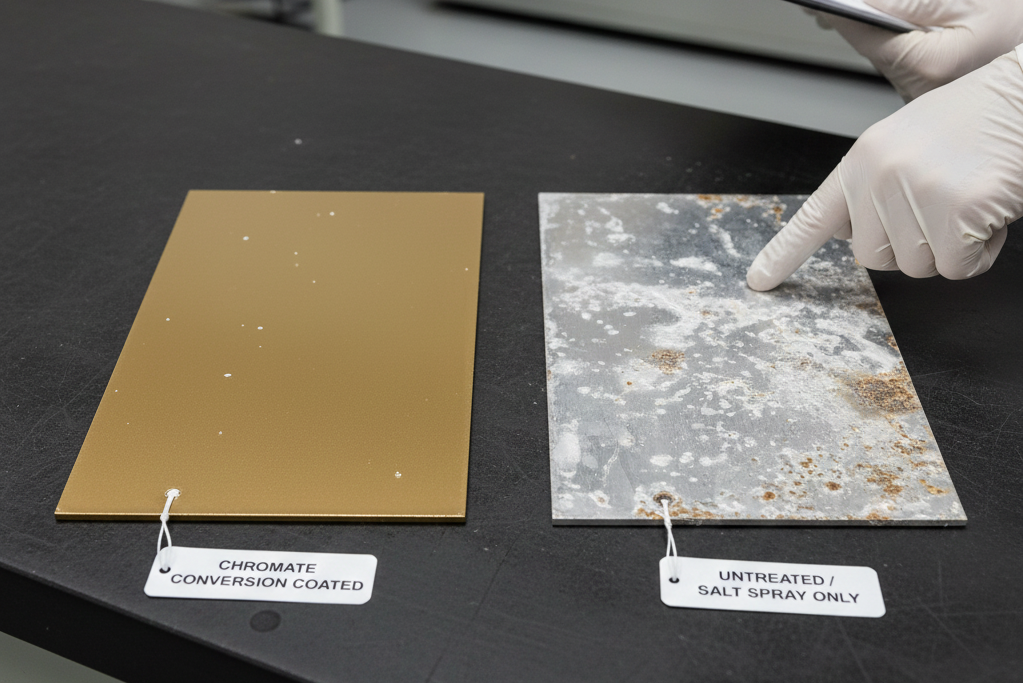
Powłoki, takie jak obróbka chemiczna i anodowanie, tworzą warstwy ochronne, które pomagają chronić stopy aluminium i cynku przed uszkodzeniami spowodowanymi wilgocią, mgłą solną oraz szkodliwymi chemikaliami. Ostatnie badania przeprowadzone przez NACE International wykazały, że elementy aluminiowe poddane chromianowaniu wytrzymały ponad 500 godzin w teście mgły solnej, co oznacza około 70% dłuższą trwałość w porównaniu z częściami niepoddanymi żadnej obróbce. Podstawą działania tych procesów jest tworzenie cienkich warstw tlenkowych na poziomie cząsteczkowym lub nanoszenie substancji zapobiegających korozji. Dzięki temu są one szczególnie przydatne do zapobiegania takim problemom, jak korozja punktowa czy galwaniczna, w miejscach, gdzie metal jest narażony na surowe warunki, np. na statkach pływających w oceanie, samochodach jeżdżących drogami lub sprzęcie używanym w fabrykach.
Zwiększanie odporności na zużycie i wytrzymałości mechanicznej za pomocą powłok funkcjonalnych
Obróbka powierzchniowa, taka jak hartowanie anodowe czy ceramika nanoszona metodą natrysku termicznego, zwiększa twardość powierzchni do około 1500–2000 w skali Vickersa. Dzięki temu doskonale zapobiega zużyciu elementów takich jak przekładnie, komponenty układów hydraulicznych oraz różne mechanizmy ślizgowe, gdzie powierzchnie stale ocierają się o siebie. Po nałożeniu tych powłok stosuje się również pewne procesy docelowego wykończenia. Kropkowanie (shot peening) polega na sprężaniu drobnych ziaren na powierzchni, co wydłuża żywotność części narażonych na długotrwałe obciążenia. Badania wykazują, że może to poprawić odporność na pękanie spowodowane cyklicznym obciążeniem o około 40 procent w elementach wykonanych z aluminium odlewanego pod ciśnieniem, takich jak uchwyty czy punkty obrotowe. Dla każdego komponentu narażonego na ciągłe tarcie, nagłe uderzenia lub działanie cieczy pod wysokim ciśnieniem przez dłuższy czas, tego typu uszlachetnienie powierzchni decyduje o różnicy między regularnymi interwałami konserwacji a awariami nieoczekiwanymi.

Zapewnienie długoterminowej niezawodności poprzez odpowiedni wybór wykończenia powierzchni
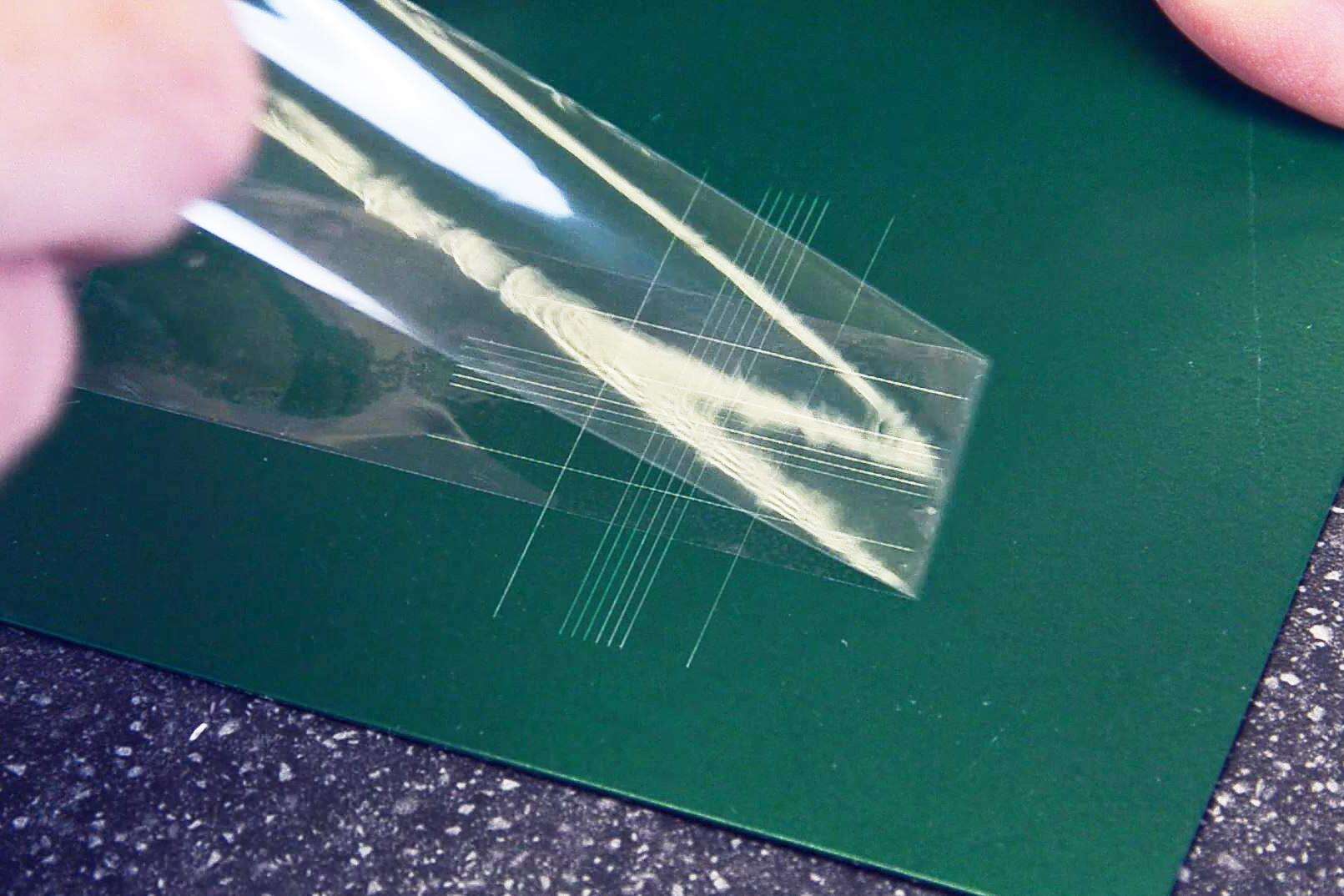
Wybór odpowiedniego rodzaju obróbki powierzchniowej w zależności od warunków, w jakich będzie pracować urządzenie, pomaga uniknąć przedwczesnych uszkodzeń. W przypadku obudów elektronicznych stosowanych na zewnątrz, proszkowe powłoki odpornoz UV znacznie lepiej wypadają niż zwykła farba podczas testów cyklicznych zmian temperatury określonych w normie IEC 60068-2-14. Instrumenty chirurgiczne ze stali nierdzewnej wymagają pasywacji medycznej klasy, aby nie ulec uszkodzeniu ani przebarwieniu po wielokrotnym przeprowadzeniu sterylizacji w autoklawie. Istnieje kilka sposobów sprawdzenia, czy te powłoki rzeczywiście działają przez cały czas użytkowania. Testy przylegania typu 'przekrój krzyżowy' oraz sprawdzony rokami test mgły solnej ASTM B117 informują producentów, czy wybrane wykończenia są odpornie na warunki atmosferyczne i zużycie mechaniczne występujące codziennie w rzeczywistych warunkach eksploatacji.
Anodowanie i malowanie proszkowe: opcje wykończeń powierzchni o wysokiej wydajności
Anodowanie pod kątem twardości, estetyki i ochrony przed korozją
Proces anodowania tworzy gruby oksydowy powłokę na stopach aluminium, takich jak ADC12, która może zwiększyć twardość powierzchni o około 60% w porównaniu do zwykłych nieprzetworzonych powierzchni, zgodnie z badaniami opublikowanymi w czasopiśmie Material Science Journal w zeszłym roku. Skuteczność tej obróbki elektrochemicznej wynika z tworzenia się ochronnej bariery przeciwko uszkodzeniom wodnym i oddziaływaniu soli, co oznacza, że części wytrzymują testy mgły solnej trzy razy dłużej niż wcześniej, zgodnie ze standardami ASTM. Kolejną zaletą anodowania jest dostępność różnych wykończeń – od matowych po błyszczące – a kolory nanoszone w trakcie procesu utrzymują się znacznie lepiej niż farba. Dlatego właśnie anodowanie jest szeroko stosowane w nadwoziach samochodów i urządzeniach elektronicznych, gdzie produkt musi dobrze wyglądać i wytrzymywać codzienne zużycie.
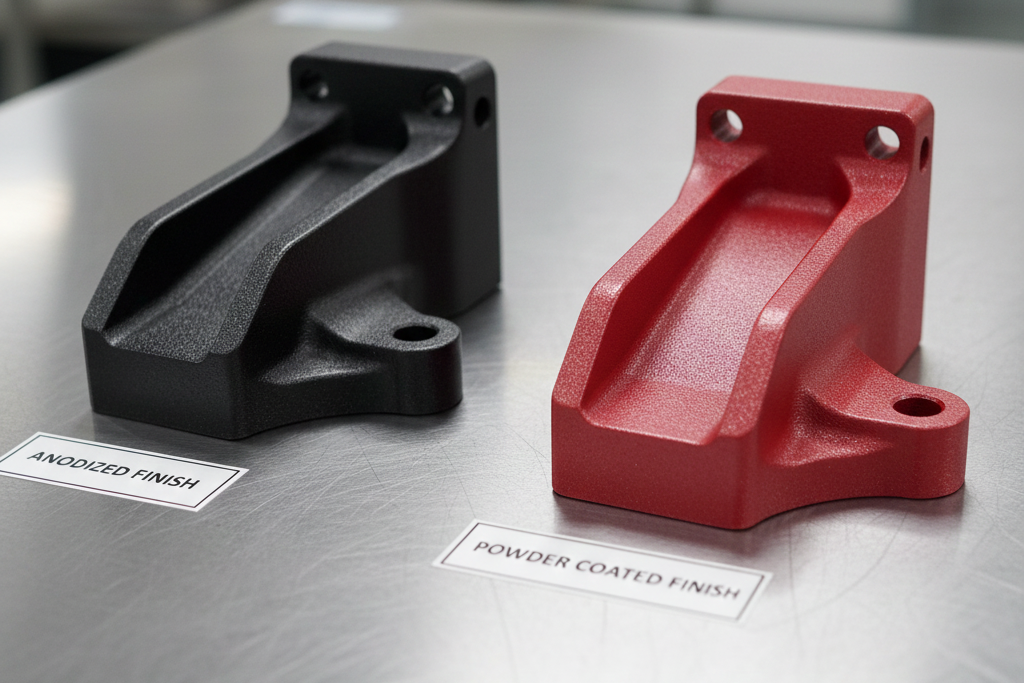
Lakierowanie proszkowe pod kątem odporności na odpryskiwanie, różnorodności kolorów i jednolitego pokrycia
Podczas nanoszenia powłoki proszkowej podstawowo natryskujemy żywicę polimerową przy użyciu prądu statycznego, a następnie wypalamy ją, aż utworzy ochronną warstwę o grubości od 2 do 6 mil. Zgodnie z danymi EPA z 2024 roku, ta metoda osiąga około 95% wydajności transferu, co oznacza znacznie mniejsze zużycie materiału w porównaniu z tradycyjnymi metodami. Testy wykazują, że odporność na odpryski jest trzy razy lepsza niż przy zwykłej farbie ciekłej, gdy poddaje się ją testom ścieralności Tabera. Dostępnych jest ponad 5 000 różnych kolorów RAL oraz wiele opcji faktur, dzięki czemu producenci mogą dokładnie dopasować wygląd potrzebny dla urządzeń pracujących na zewnątrz lub elementów budowlanych, które muszą wytrzymać warunki atmosferyczne. Dodatkowo nie występują wcale lotne związki organiczne (VOC), co czyni ją zgodną ze standardami środowiskowymi, takimi jak przepisy REACH, bez kompromitowania jakości.
Porównanie anodowania i powłoki proszkowej na stopach ADC12 i podobnych
| Czynnik | Anodowanie | Malowanie proszkowe |
|---|---|---|
| Gęstość powłoki | 0,5–25 µm | 50–150 µm |
| Odporność na korozję | Doskonała (ponad 1000 godz. testu mgły solnej) | Bardzo dobra (500–800 godz. testu mgły solnej) |
| Elastyczność kolorystyczna | Ograniczone do odcieni metalicznych | Nieograniczone, w tym niestandardowe RAL |
| Efektywność kosztowa | Wyższe dla małych partii | Niższe dla dużych serii |
Studium przypadku: Obudowy odlewane pod ciśnieniem do zastosowań motoryzacyjnych z powierzchnią anodowaną i malowaną proszkowo
W badaniu z 2023 roku oceniono 50 000 obudów skrzyń biegów samochodowych z anodowaniem powierzchni wewnętrznych i powłoką proszkową na zewnętrznych. Wyniki wykazały:
- Komponenty anodowane : Brak korozji po 18 miesiącach w wilgotnym środowisku
- Zewnętrzne powłoki proszkowe : 85% redukcja wyblakania koloru spowodowanego przez promieniowanie UV w porównaniu z powierzchniami lakierowanymi
- Połączone podejście zmniejszyło roczne roszczenia gwarancyjne o 22% (Raport Inżynierii Samochodowej 2023)
Chemiczne i mechaniczne procesy wstępnej obróbki dla optymalnego przylegania powłok
Chemiczne powłoki konwersyjne do zapobiegania korozji i wiązania farb
Powłoki konwersyjne fosforanowe cynku i chromianowe tworzą warstwy ochronne na mikroskali na powierzchniach odlewów metodą tłoczenia, poprawiając odporność na korozję nawet o 40% w środowisku mgły solnej w porównaniu z nieprzetworzonymi stopami (Raport Ochrony Materiałów 2023). Poprawiają również przyczepność farby, tworząc mikrostrukturę podłoża, co zmniejsza wskaźnik odspajania o 65% w zastosowaniach kół samochodowych.
Piaskowanie i strumieniowanie śrutem w celu poprawy faktury powierzchni i przyczepności
Piaskowanie ścierniwa stalowym lub tlenkiem glinu usuwa tlenki i zanieczyszczenia, tworząc jednocześnie profil powierzchni o wysokości 2–5 mikronów. Takie przygotowanie zwiększa wytrzymałość przyczepności powłoki o 50–80% w przypadku aluminiowych obudów pokrytych proszkowo i narażonych na cyklowanie termiczne. Jednolita chropowatość powierzchni (Ra 1,5–3,2 µm) zapewnia spójne połączenie na złożonych geometriach.
Wpływ obróbki ścierniwa na dokładność wymiarową i integralność powierzchni
Chociaż intensywne piaskowanie poprawia przyczepność, zachowanie tolerancji ±0,05 mm wymaga starannego doboru medium. Ostre kule ze stali dają optymalną fakturę z utratą materiału mniejszą niż 0,3% w precyzyjnych elementach ze stopy cynku wykonanych metodą odlewania pod ciśnieniem. Analiza integralności powierzchni wskazuje, że piaskowanie zmniejsza porowatość podpowierzchniową o 22%, redukując potencjalne miejsca inicjacji pęknięć pod wpływem naprężeń mechanicznych.
Malowanie i lakierowanie elektroforetyczne: połączenie estetyki z kompleksową ochroną
Lakierowanie elektroforetyczne dla jednolitej grubości warstwy i pełnej ochrony powierzchni przed korozją
Pomalowanie elektroforetyczne, znane również jako powlekanie E-coating, zapewnia bardzo jednolite wykończenie powierzchni. Nanosi cienkie warstwy o grubości od 15 do 25 mikrometrów, które skutecznie działają również na złożonych kształtach. Co wyróżnia tę metodę, to jej zdolność pokrywania trudno dostępnych miejsc i narożników, co ma duże znaczenie dla elementów aluminiowych wykonanych metodą odlewania pod ciśnieniem, stosowanych w surowych warunkach, takich jak łodzie czy urządzenia elektroniczne przeznaczone do użytku zewnętrznego. Badania oparte na testach z użyciem mgły solnej wykazały, że te powłoki potrafią wytrzymać od 750 do 1000 godzin przed pojawieniem się pierwszych oznak korozji, według badań przeprowadzonych przez Ponemona w 2023 roku. To około trzy razy lepszy wynik niż przy tradycyjnym malowaniu rozpyłanym. Dodatkowo, ponieważ niemal cały farby jest wykorzystywany w procesie dzięki recyklingowi roztworów, producenci stwierdzają, że metoda ta dobrze spełnia wymagania środowiskowe normy ISO 14001. Ponadto nie występują kłopotliwe ścieki ani nierówne brzegi, które często plenią inne metody.

Malowanie na zamówienie – estetyka dopasowana do marki oraz ochronne wykończenia barwne
Aby zachować intensywne kolory, które przez nawet dziesięć lat wystawione na działanie słońca nadal wyglądają świeżo, producenci stosują pigmenty odporno na promieniowanie UV w połączeniu z bezbarwnymi lakierami najwyższej jakości. Zgodnie z badaniami opublikowanymi w Automotive Finishes Study z 2022 roku, elementy pomalowane tymi specjalnymi formulacjami zachowują około 95% pierwotnego połysku po przejściu 5000 godzin testu QUV, symulującego surowe warunki atmosferyczne. Gdy chodzi o zastosowania takie jak pompy przemysłowe czy sprzęt medyczny, gdzie wygląd ma znaczenie, ale bezpieczeństwo jest najważniejsze, farby wzbogacone ceramiką zapewniają doskonałą ochronę przed zarysowaniami, osiągając twardość ołówka na poziomie 3H. Dodatkowo spełniają wszystkie wymagane normy FDA dla powierzchni stykających się z produktami. Inżynierowie również doceniają tę kombinację estetyki i trwałości. Najnowsze dane z Materials Performance pokazują, że około 8 na 10 inżynierów może wydłużyć żywotność komponentów o około 40%, stosując te zaawansowane technologie powłok.
Wybór odpowiedniego wykończenia powierzchni na podstawie wymagań aplikacji
Zrównoważenie funkcji, środowiska i wymagań dotyczących wydajności
Poprawne dobranie wykończenia powierzchni oznacza dopasowanie rzeczywistych potrzeb elementu do sposobu jego użytkowania w warunkach rzeczywistych. W przypadku części, które muszą wytrzymywać duże obciążenia, najlepsze są odmiany odpornoznościerne na zużycie, takie jak anodowanie twarde, stosowane w systemach mechanicznych. W środowiskach wilgotnych, szczególnie w zastosowaniach związanych z wodą morską, wykończenie musi skutecznie przeciwdziałać korozji przez dłuższy czas. Według najnowszych danych branżowych około trzech czwartych wszystkich uszkodzonych komponentów miało powłoki powierzchniowe nieadekwatne do ich środowiska pracy. Przy wyborze wykończenia producenci powinni wziąć pod uwagę kilka czynników, w tym przyczepność do materiału podstawowego, możliwość degradacji pod wpływem obecnych chemikaliów oraz odporność na zmiany temperatury bez pogorszenia właściwości. Te podstawowe aspekty są często pomijane, ale decydują o długości życia komponentu.

Ocena warunków ekspozycji: mgła solna, wilgotność i naprężenia termiczne
Elementy znajdujące się w obszarach przybrzeżnych lub te, które wchodzą w kontakt z solą drogową i środkami przeciwoblodzeniowymi, rzeczywiście mogą wiele zyskać na powłokach typu e-coating lub powłokach chromianowych. Te metody zmniejszają powstawanie rdzy o około 60 do nawet 90 procent w porównaniu z niechronionymi powierzchniami metalowymi. Gdy mówimy o miejscach, gdzie temperatury regularnie przekraczają 300 stopni Fahrenheita, powłoki ceramiczne wykazują znacznie lepszą odporność niż zwykłe farby czy inne powłoki organiczne poddawane wielokrotnym cyklom nagrzewania i chłodzenia w czasie. Natomiast dla zakładów, które muszą precyzyjnie kontrolować poziom wilgoci, powłoki proszkowe mogą być dość opłacalnym rozwiązaniem, o ile zostaną nałożone po odpowiednim oczyszczeniu fosforanowym, co pomaga im dobrze przylegać do powierzchni i nie odpryskiwać się później.
Koszt a estetyka w produkcji seryjnej niestandardowych części odlewanych
Proces anodowania zazwyczaj kosztuje od pięćdziesięciu centów do jednego dolara dwudziestu centów za element, choć zwykle oszczędza pieniądze w dłuższej perspektywie, ponieważ nie ma potrzeby dodatkowych etapów malowania, na przykład w przypadku listew samochodowych czy urządzeń elektronicznych. Gdy firmy planują produkcję bardzo dużych ilości, powyżej pięćdziesięciu tysięcy sztuk, opłacalniejszym rozwiązaniem staje się natrysk proszkowy. Jego koszt wynosi około trzydzieści do osiemdziesięciu centów za sztukę, ponieważ schnie szybciej i wymaga mniejszego nakładu pracy podczas produkcji. Elementy, które nie będą widoczne dla klientów, można czasem wykończyć tańszymi alternatywami, takimi jak piaskowanie lub nanoszenie folii chemicznych. Te metody nadal zapewniają wystarczającą ochronę, obniżając jednocześnie koszty o około czterdzieści do sześćdziesięciu procent w porównaniu z drogimi wykończeniami dekoracyjnymi, dzięki czemu świetnie sprawdzają się w przypadku części wewnętrznych produktów, gdzie ważniejsza jest funkcjonalność niż wygląd.
Często zadawane pytania
Jakie są główne typy wykończeń powierzchniowych dla części odlewanych metodą ciśnieniową?
Do najczęstszych powłok powierzchniowych należą anodowanie, malowanie proszkowe, obróbka chemiczna i powłoka elektroforetyczna. Każda z nich oferuje unikalne korzyści pod względem odporności na korozję, zużycie oraz estetyki.
W jaki sposób wykończenie powierzchni wpływa na trwałość części wytwarzanych metodą odlewania pod ciśnieniem?
Wykończenie powierzchni poprawia trwałość, zapewniając ochronne warstwy chroniące przed korozją, zużyciem i uszkodzeniami środowiskowymi. Przedłuża to żywotność części, zmniejszając koszty konserwacji i wymiany.
Czy powłoki powierzchniowe można dostosować do konkretnych zastosowań?
Tak, powłoki powierzchniowe można dopasować do określonych wymagań aplikacyjnych poprzez wybór odpowiednich materiałów, kolorów i metod obróbki. Zapewnia to optymalną wydajność i dłuższą żywotność w różnych warunkach.
Jaka jest różnica między anodowaniem a malowaniem proszkowym?
Anodowanie tworzy cienką warstwę tlenkową na powierzchni aluminium, zapewniając doskonałą odporność na korozję i dużą twardość powierzchni. Lakierowanie proszkowe nakłada grubszą warstwę polimerową, zapewniając lepszą odporność na odpryskiwanie i większą różnorodność kolorów.
Czy przy wyborze wykończenia powierzchni należy brać pod uwagę aspekty środowiskowe?
Wiele nowoczesnych wykończeń powierzchni jest przyjaznych środowisku, wykorzystując procesy o niskich emisjach lotnych związków organicznych (VOC). Techniki takie jak lakierowanie proszkowe czy katalityczne pokrywanie powierzchni często spełniają normy środowiskowe, co czyni je odpowiednim wyborem dla zrównoważonej produkcji.
Spis treści
- Jak wykończenia powierzchniowe poprawiają wydajność i trwałość części odlewanych ciśnieniowo
-
Anodowanie i malowanie proszkowe: opcje wykończeń powierzchni o wysokiej wydajności
- Anodowanie pod kątem twardości, estetyki i ochrony przed korozją
- Lakierowanie proszkowe pod kątem odporności na odpryskiwanie, różnorodności kolorów i jednolitego pokrycia
- Porównanie anodowania i powłoki proszkowej na stopach ADC12 i podobnych
- Studium przypadku: Obudowy odlewane pod ciśnieniem do zastosowań motoryzacyjnych z powierzchnią anodowaną i malowaną proszkowo
- Chemiczne i mechaniczne procesy wstępnej obróbki dla optymalnego przylegania powłok
- Malowanie i lakierowanie elektroforetyczne: połączenie estetyki z kompleksową ochroną
- Wybór odpowiedniego wykończenia powierzchni na podstawie wymagań aplikacji
-
Często zadawane pytania
- Jakie są główne typy wykończeń powierzchniowych dla części odlewanych metodą ciśnieniową?
- W jaki sposób wykończenie powierzchni wpływa na trwałość części wytwarzanych metodą odlewania pod ciśnieniem?
- Czy powłoki powierzchniowe można dostosować do konkretnych zastosowań?
- Jaka jest różnica między anodowaniem a malowaniem proszkowym?
- Czy przy wyborze wykończenia powierzchni należy brać pod uwagę aspekty środowiskowe?