



Comment les finitions de surface améliorent la performance et la longévité des pièces moulées sous pression
Amélioration de la résistance à la corrosion des pièces moulées sous pression grâce aux traitements de surface
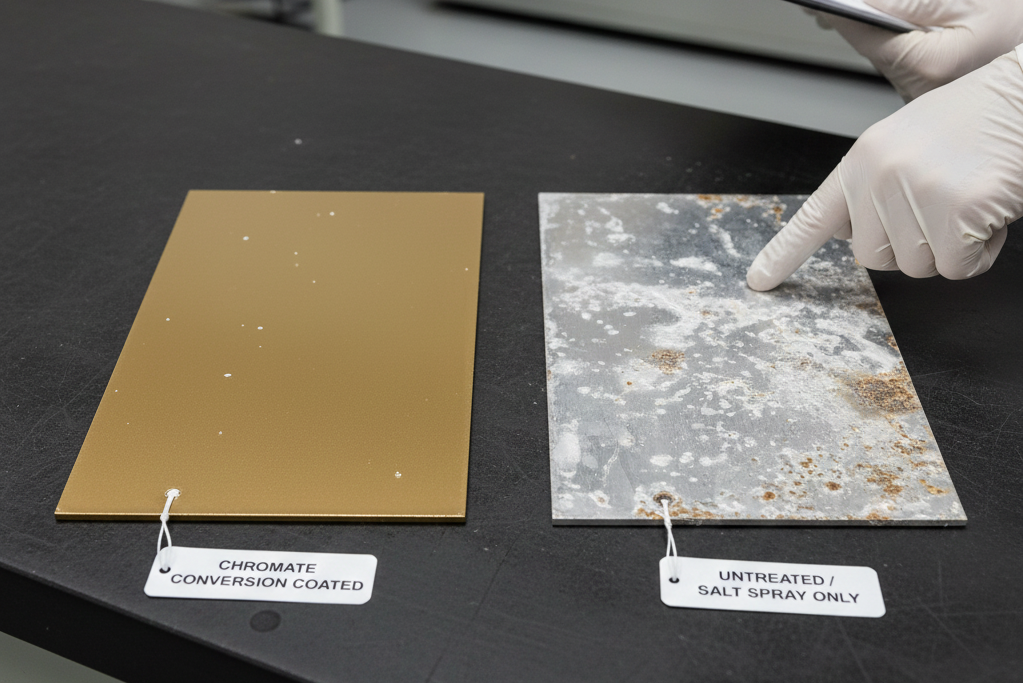
Les revêtements tels que les traitements de conversion chimique et l'anodisation créent des couches protectrices qui aident à préserver les alliages d'aluminium et de zinc des dommages causés par l'humidité, les brouillards salins et les produits chimiques nocifs. Une étude récente de NACE International a révélé que les composants en aluminium traités avec des revêtements de conversion au chrome résistaient largement plus de 500 heures aux essais de brouillard salin, soit environ 70 % de plus par rapport aux pièces non traitées. La science derrière ces traitements repose sur la création de fines couches d'oxyde au niveau moléculaire ou sur l'application de substances empêchant la corrosion. Cela les rend particulièrement utiles pour éviter des problèmes tels que la corrosion par piqûres ou la corrosion galvanique dans des environnements où les métaux sont exposés à des conditions sévères, qu'il s'agisse de bateaux en mer, de voitures sur route ou d'équipements utilisés en usine.
Amélioration de la résistance à l'usure et de la durabilité mécanique grâce à des finitions fonctionnelles
Les traitements de surface tels que l'anodisation dure et les revêtements céramiques par projection thermique augmentent la dureté de surface à environ 1500-2000 sur l'échelle Vickers. Cela les rend particulièrement efficaces pour réduire l'usure des pièces telles que les engrenages, les composants des systèmes hydrauliques et divers mécanismes glissants où les surfaces frottent constamment les unes contre les autres. Après l'application de ces revêtements, certains procédés de post-traitement entrent également en jeu. Le grenaillage fonctionne en comprimant les minuscules grains de surface, ce qui aide les pièces à durer plus longtemps lorsqu'elles subissent des contraintes dans le temps. Des essais montrent que cela peut améliorer d'environ 40 pour cent la résistance à la rupture due à des charges répétées, notamment sur des pièces en aluminium moulé sous pression comme les supports et les points de pivotement. Pour toute composante soumise à une friction continue, à des chocs soudains ou à des fluides sous haute pression pendant de longues périodes, ces améliorations de surface font toute la différence entre des intervalles de maintenance réguliers et des défaillances inattendues.

Assurer une fiabilité à long terme grâce au choix approprié de la finition de surface
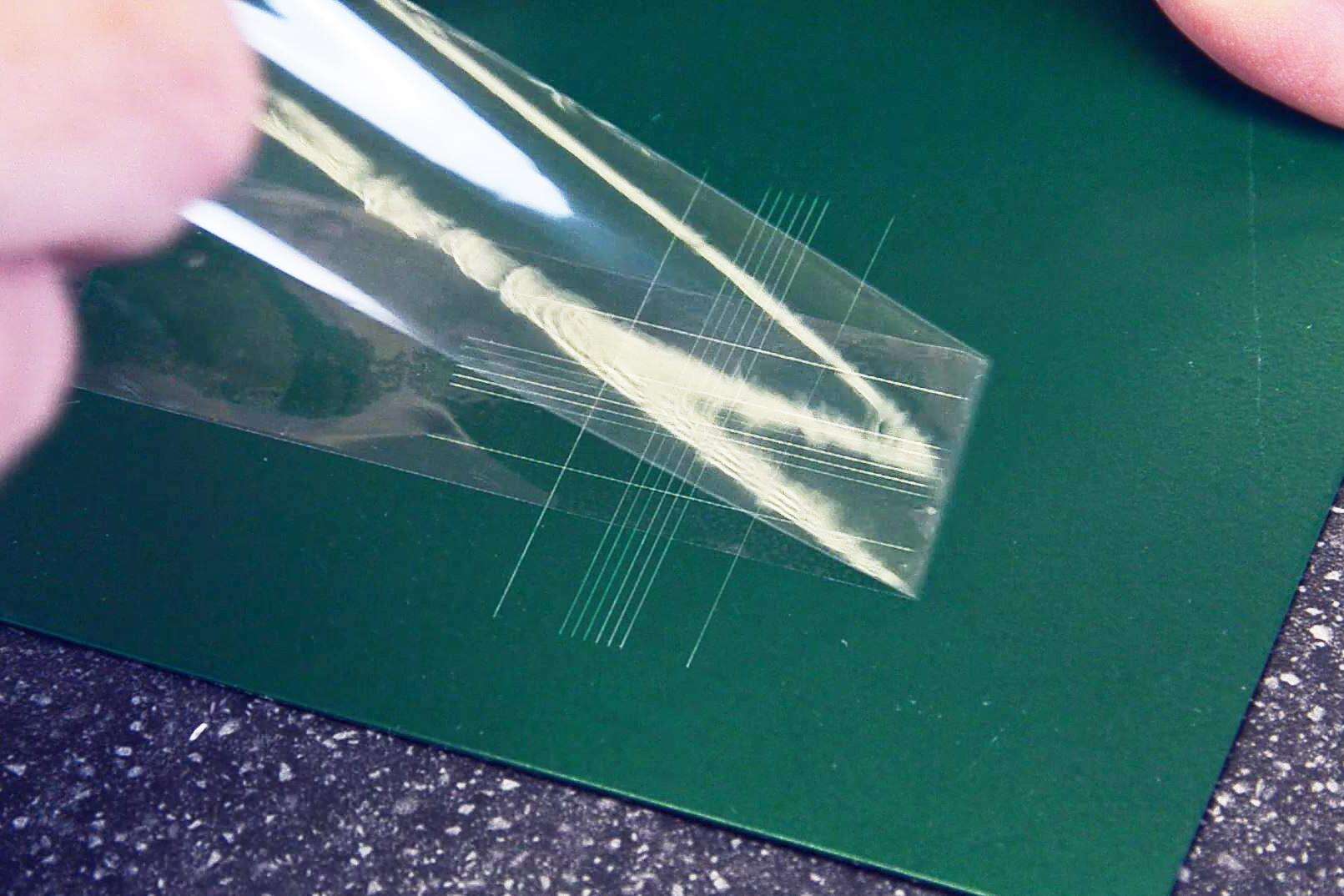
Le choix du traitement de surface adapté aux conditions réelles d'utilisation de l'équipement permet d'éviter les pannes précoces. En ce qui concerne les boîtiers électroniques utilisés en extérieur, les revêtements par poudre résistants aux UV surpassent largement la peinture ordinaire lorsqu'ils sont soumis aux essais de cyclage thermique spécifiés dans la norme IEC 60068-2-14. Les instruments chirurgicaux en acier inoxydable nécessitent une passivation de qualité médicale afin qu'ils ne soient ni endommagés ni décolorés après avoir subi de nombreux cycles dans l'autoclave. Plusieurs méthodes permettent de vérifier si ces revêtements restent efficaces dans le temps. Les tests d'adhérence par quadrillage et l'essai classique de brouillard salin ASTM B117 indiquent aux fabricants si les finitions choisies peuvent résister aux intempéries et à l'usure mécanique quotidiennes dans des environnements d'utilisation réels.
Anodisation et revêtement par poudre : options de finition de surface haute performance
Anodisation pour la dureté, l'esthétique et la protection contre la corrosion
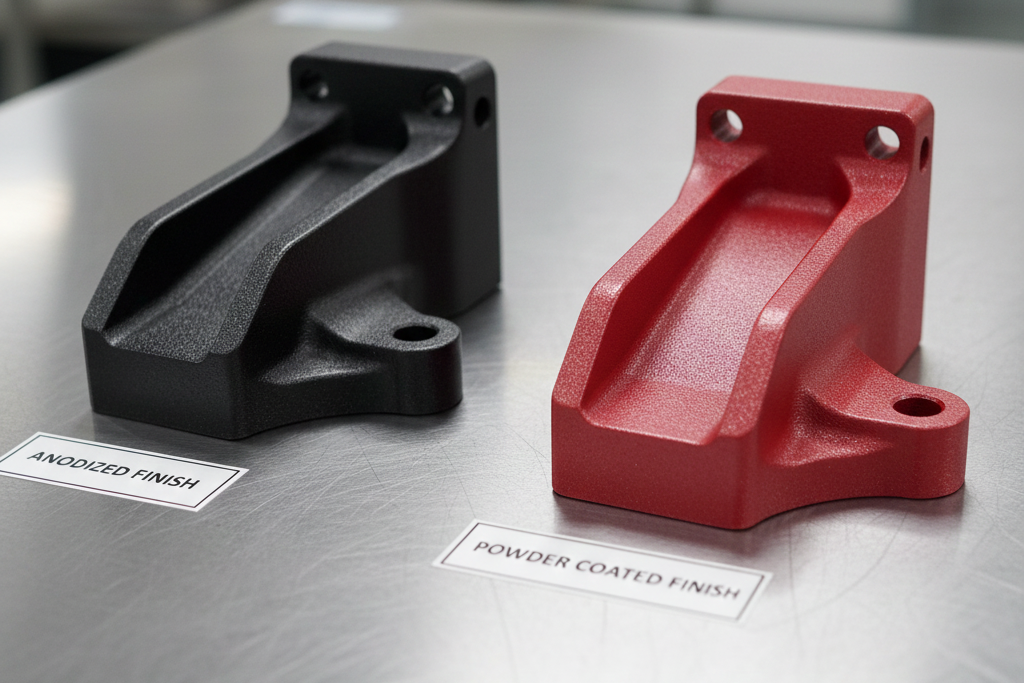
Le processus d'anodisation crée un revêtement d'oxyde épais sur des alliages d'aluminium tels que l'ADC12, augmentant la dureté de surface d'environ 60 % par rapport aux surfaces non traitées, selon une étude publiée l'année dernière dans le Material Science Journal. Ce qui rend ce traitement électrochimique si efficace, c'est qu'il forme une barrière protectrice contre les dommages causés par l'eau et l'exposition au sel, ce qui signifie que les pièces résistent aux essais de brouillard salin trois fois plus longtemps qu'auparavant, conformément aux normes ASTM. Un autre avantage de l'anodisation ? Elle est disponible en différentes finitions, mates ou brillantes, et les couleurs appliquées durant le processus tiennent beaucoup mieux que la peinture. C'est pourquoi on la retrouve largement utilisée sur les carrosseries automobiles et les appareils électroniques, là où les produits doivent être à la fois esthétiques et résistants à l'usure quotidienne.
Revêtement par poudre pour la résistance aux éclats, la variété des couleurs et une couverture uniforme
Lors de l'application d'un revêtement en poudre, nous pulvérisons essentiellement une résine polymère à l'aide d'électricité statique, puis la cuisons jusqu'à ce qu'elle forme une couche protectrice comprise entre 2 et 6 mils d'épaisseur. Selon les données de l'EPA datant de 2024, cette méthode atteint environ 95 % d'efficacité de transfert, ce qui signifie beaucoup moins de gaspillage de matériau par rapport aux méthodes traditionnelles. Des tests montrent qu'elle résiste aux écaillages environ trois fois mieux que la peinture liquide classique lors des tests d'abrasion Taber. Il existe en réalité plus de 5 000 teintes RAL différentes, ainsi que diverses options de textures, ce qui permet aux fabricants d'obtenir exactement l'aspect souhaité pour des produits tels que les machines extérieures ou les éléments de construction devant résister aux intempéries. De plus, aucun COV n'est impliqué, ce qui rend ce procédé conforme aux normes environnementales telles que les réglementations REACH, sans compromettre la qualité.
Comparaison entre l'anodisation et le revêtement en poudre sur l'ADC12 et des alliages similaires
| Facteur | Anodisation | Revêtement en poudre |
|---|---|---|
| Épaisseur du revêtement | 0,5–25 µm | 50–150 µm |
| Résistance à la corrosion | Excellent (plus de 1 000 heures de brouillard salin) | Très bon (500–800 heures de brouillard salin) |
| Flexibilité des couleurs | Limité aux teintes métallisées | Illimité, y compris les RAL sur mesure |
| Efficacité en termes de coûts | Plus élevé pour les petites séries | Moins élevé pour les grandes séries |
Étude de cas : Boîtiers de fonderie automobile utilisant des finitions anodisées et peintes par poudrage
Une étude de 2023 a évalué 50 000 boîtiers de transmission automobile utilisant un traitement anodisé sur les surfaces intérieures et un revêtement par poudrage sur les surfaces extérieures. Les résultats ont montré :
- Composants anodisés : Aucune corrosion après 18 mois dans des environnements humides
- Revêtements extérieurs par poudrage : Réduction de 85 % du décolorage dû aux UV par rapport aux surfaces peintes
- L'approche combinée a réduit les réclamations annuelles de garantie de 22 % (Rapport d'ingénierie automobile 2023)
Prétraitements chimiques et mécaniques pour une adhérence optimale du revêtement
Revêtements de conversion chimique pour l'inhibition de la corrosion et l'adhérence de la peinture
Les revêtements de conversion au phosphate de zinc et au chromate forment des couches protectrices à micro-échelle sur les surfaces moulées sous pression, améliorant la résistance à la corrosion jusqu'à 40 % dans des environnements de brouillard salin par rapport aux alliages non traités (Rapport sur la protection des matériaux 2023). Ils améliorent également l'adhérence de la peinture en créant un substrat micro-texturé, réduisant les taux d'écaillage de 65 % dans les applications automobiles de roues.
Grenaillage et sablage pour améliorer la texture de surface et l'adhérence
Le sablage avec du grit d'acier ou de l'oxyde d'aluminium élimine les oxydes et les contaminants tout en générant un profil de surface de 2 à 5 microns. Cette préparation augmente la résistance à l'adhérence du revêtement de 50 à 80 % pour les boîtiers en aluminium peints par pulvérisation exposés à des cycles thermiques. Une rugosité de surface uniforme (Ra 1,5–3,2 µm) garantit une adhérence constante sur des géométries complexes.
Impact du finissage abrasif sur la précision dimensionnelle et l'intégrité de surface
Bien que le sablage agressif améliore l'adhérence, le maintien de tolérances ±0,05 mm exige une sélection minutieuse du média. Le grenat d'acier angulaire fournit une texture optimale avec moins de 0,3 % de perte de matériau sur des pièces moulées sous pression en zinc de haute précision. L'analyse de l'intégrité de surface indique que le sablage réduit la porosité subsurface de 22 %, diminuant ainsi les sites potentiels d'amorçage de fissures sous contrainte mécanique.
Peinture et électrodéposition : combiner esthétique et protection complète
Électrodéposition pour une épaisseur de film uniforme et une protection antirouille complète
Le revêtement époxy électrophorétique, également connu sous le nom de e-coating, produit des finitions de surface très homogènes. Il applique des films minces d'une épaisseur comprise entre 15 et 25 micromètres, qui adhèrent également aux formes complexes. Ce procédé se distingue par sa capacité à pénétrer tous les endroits difficiles d'accès et les coins, ce qui est crucial pour les pièces moulées sous pression en aluminium destinées à des conditions sévères, comme dans les bateaux ou les dispositifs électroniques extérieurs. Des essais au brouillard salin ont montré que ces surfaces revêtues peuvent résister entre 750 et 1000 heures avant l'apparition de signes de rouille, selon une étude de Ponemon datant de 2023. Cela représente environ trois fois mieux que les peintures pulvérisées classiques. De plus, comme presque toute la peinture est utilisée durant le processus grâce à des bains de recyclage, les fabricants constatent qu'il répond très bien aux normes environnementales ISO 14001. En outre, il n'y a aucun risque de coulures ni de bords inégaux disgracieux, fréquents avec d'autres méthodes.

Peinture sur mesure pour des aspects esthétiques alignés sur la marque et des finitions colorées protectrices
Pour conserver ces couleurs vives fraîches même après dix ans d'exposition au soleil, les fabricants utilisent des pigments résistants aux UV combinés à des couches de vernis de haute qualité. Selon une étude publiée dans l'Automotive Finishes Study de 2022, les pièces peintes avec ces formules spéciales conservent environ 95 % de leur brillance d'origine après avoir subi 5 000 heures de tests QUV simulant des conditions climatiques extrêmes. En ce qui concerne des applications telles que les pompes industrielles ou les équipements médicaux, où l'apparence compte mais où la sécurité est primordiale, les peintures renforcées en céramique offrent une excellente protection contre les rayures, avec une dureté évaluée au niveau 3H selon le test du crayon. De plus, elles répondent à toutes les exigences de la FDA pour les surfaces en contact avec des produits. Les ingénieurs apprécient également beaucoup cette combinaison d'esthétique et de durabilité. Selon des données récentes de Materials Performance, environ 8 ingénieurs sur 10 déclarent pouvoir prolonger la durée de vie des composants d'environ 40 % lorsqu'ils utilisent ces technologies de revêtement avancées.
Sélectionner la finition de surface appropriée en fonction des exigences de l'application
Équilibrer les fonctions, l'environnement et les exigences de performance
Obtenir la bonne finition de surface consiste à adapter les besoins réels de la pièce à son utilisation dans des situations réelles. Pour les pièces destinées à supporter de lourdes charges, des options résistantes à l'usure telles que l'anodisation dure sont les plus adaptées aux systèmes mécaniques. Lorsqu'elles sont utilisées en milieu humide, notamment en environnement marin, la finition doit résister à la corrosion dans le temps. Selon des données industrielles récentes, environ les trois quarts des composants défaillants présentaient des traitements de surface inadaptés à leur environnement. Lors du choix d'une finition, les fabricants doivent prendre en compte plusieurs facteurs, notamment l'adhérence au matériau de base, la résistance aux produits chimiques pouvant provoquer sa dégradation, ainsi que la capacité à supporter les variations de température sans se détériorer. Ces éléments fondamentaux sont souvent négligés, mais ils font toute la différence en termes de durée de vie des composants.

Évaluation des conditions d'exposition : brouillard salin, humidité et contraintes thermiques
Les pièces situées en zones côtières ou entrant en contact avec du sel de voirie et des agents de déglaçage bénéficient particulièrement de traitements tels que le revêtement par électrodéposition ou les couches de conversion au chrome. Ces méthodes réduisent la formation de rouille de 60 à peut-être même 90 pour cent par rapport aux surfaces métalliques nues non protégées. Lorsqu'on considère des environnements où les températures dépassent régulièrement 300 degrés Fahrenheit, les revêtements à base de céramique résistent bien mieux que la peinture classique ou d'autres revêtements organiques soumis à des cycles répétés de chauffage et de refroidissement dans le temps. Et pour les installations devant contrôler précisément les niveaux d'humidité, les revêtements en poudre peuvent constituer un choix assez économique, à condition d'être appliqués après des traitements de nettoyage au phosphate appropriés, ce qui favorise leur bonne adhérence à la surface sans risque d'écaillage ultérieur.
Coût versus esthétique dans la production à grande échelle de pièces moulées sous pression sur mesure
Le processus d'anodisation coûte généralement entre cinquante centimes et un dollar vingt par pièce, bien qu'il permette souvent d'économiser de l'argent à long terme, car il n'est pas nécessaire d'ajouter des étapes de peinture supplémentaires sur des éléments comme les garnitures automobiles ou les appareils électroniques. Lorsque les entreprises prévoient de produire de très grandes quantités, par exemple plus de cinquante mille unités, le revêtement par poudre devient financièrement plus avantageux. Il revient à environ trente à quatre-vingts centimes par pièce, car il sèche plus rapidement et nécessite moins de main-d'œuvre pendant la production. Pour les pièces qui ne seront pas visibles par les clients, des alternatives moins coûteuses comme le sablage ou l'application de films chimiques peuvent parfois suffire. Ces méthodes offrent une protection suffisante tout en réduisant les coûts d'environ quarante à soixante pour cent par rapport aux finitions décoratives sophistiquées, ce qui les rend idéales pour les composants internes des produits, où la fonctionnalité prime sur l'apparence.
FAQ
Quels sont les principaux types de finitions de surface pour les pièces moulées sous pression ?
Les finitions de surface courantes comprennent l'anodisation, le revêtement par poudre, les traitements chimiques de conversion et le revêtement électrophorétique. Chacun offre des avantages uniques en termes de résistance à la corrosion, à l'usure et d'attrait esthétique.
Comment la finition de surface affecte-t-elle la durabilité des pièces moulées sous pression ?
La finition de surface améliore la durabilité en fournissant des revêtements protecteurs qui résistent à la corrosion, à l'usure et aux dommages environnementaux. Cela prolonge la durée de vie des pièces, réduisant ainsi les coûts de maintenance et de remplacement.
Les finitions de surface peuvent-elles être personnalisées pour des applications spécifiques ?
Oui, les finitions de surface peuvent être adaptées aux exigences spécifiques de chaque application en choisissant des matériaux, des couleurs et des méthodes de traitement appropriés. Cela garantit des performances optimales et une longévité accrue dans des conditions variées.
Quelle est la différence entre l'anodisation et le revêtement par poudre ?
L'anodisation crée une fine couche d'oxyde sur les surfaces en aluminium, offrant une excellente résistance à la corrosion et une grande dureté de surface. Le revêtement par poudre applique une couche polymère plus épaisse, assurant une meilleure résistance aux éclats et une grande variété de couleurs.
Existe-t-il des considérations environnementales dans le choix des finitions de surface ?
De nombreuses finitions de surface modernes sont écologiques, utilisant des procédés à faibles émissions de COV. Des techniques comme le revêtement par poudre et le cataphorèse répondent souvent aux normes environnementales, ce qui en fait des choix adaptés pour une fabrication durable.
Table des Matières
-
Comment les finitions de surface améliorent la performance et la longévité des pièces moulées sous pression
- Amélioration de la résistance à la corrosion des pièces moulées sous pression grâce aux traitements de surface
- Amélioration de la résistance à l'usure et de la durabilité mécanique grâce à des finitions fonctionnelles
- Assurer une fiabilité à long terme grâce au choix approprié de la finition de surface
-
Anodisation et revêtement par poudre : options de finition de surface haute performance
- Anodisation pour la dureté, l'esthétique et la protection contre la corrosion
- Revêtement par poudre pour la résistance aux éclats, la variété des couleurs et une couverture uniforme
- Comparaison entre l'anodisation et le revêtement en poudre sur l'ADC12 et des alliages similaires
- Étude de cas : Boîtiers de fonderie automobile utilisant des finitions anodisées et peintes par poudrage
- Prétraitements chimiques et mécaniques pour une adhérence optimale du revêtement
- Peinture et électrodéposition : combiner esthétique et protection complète
- Sélectionner la finition de surface appropriée en fonction des exigences de l'application
-
FAQ
- Quels sont les principaux types de finitions de surface pour les pièces moulées sous pression ?
- Comment la finition de surface affecte-t-elle la durabilité des pièces moulées sous pression ?
- Les finitions de surface peuvent-elles être personnalisées pour des applications spécifiques ?
- Quelle est la différence entre l'anodisation et le revêtement par poudre ?
- Existe-t-il des considérations environnementales dans le choix des finitions de surface ?