



Jak úpravy povrchu zvyšují výkon a životnost tlakově litých dílů
Zlepšování odolnosti proti korozi u tlakově litých dílů pomocí povrchových úprav
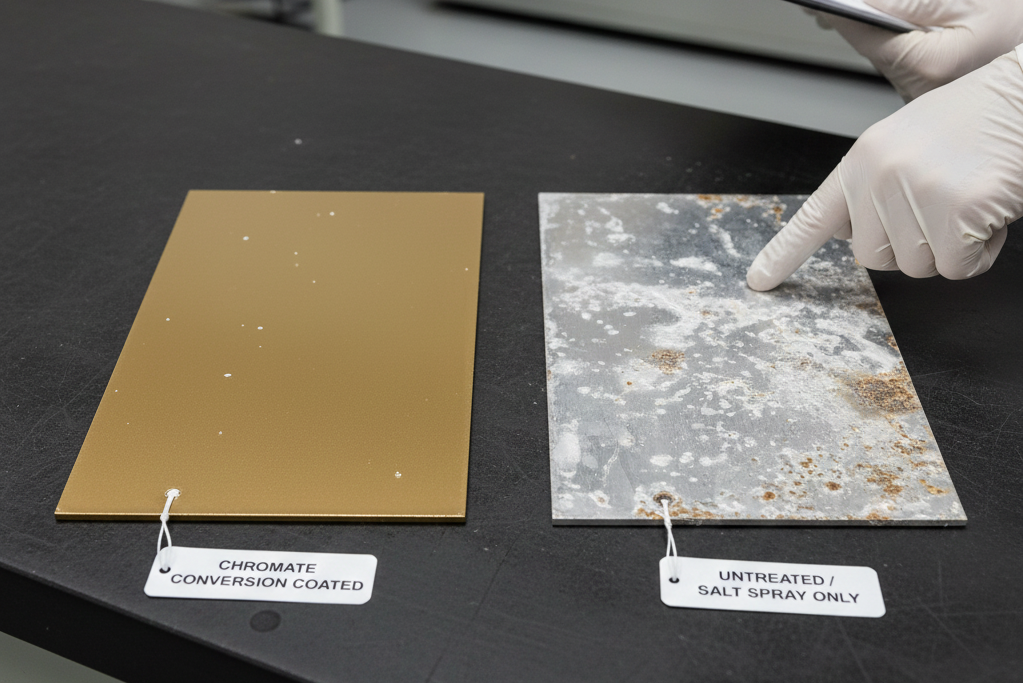
Nátěry, jako jsou chemické konverzní úpravy a anodizace, vytvářejí ochranné vrstvy, které chrání slitiny hliníku a zinku před poškozením vlhkostí, mořskou solí a škodlivými chemikáliemi. Nedávná studie od NACE International zjistila, že hliníkové komponenty ošetřené chromanovými konverzními nátěry vydržely více než 500 hodin testu postřikem solnou mlhou, což je přibližně o 70 % déle ve srovnání s díly bez jakéhokoli ošetření. Vědecký princip těchto úprav spočívá ve vytváření tenkých oxidových vrstev na molekulární úrovni nebo v nanášení látek, které brání korozním procesům. Díky tomu jsou velmi užitečné pro prevenci problémů, jako je bodová (jamkovitá) koroze nebo galvanická koroze, v místech, kde jsou kovy vystaveny extrémním podmínkám – ať už jde o lodě v oceánu, automobily na silnicích nebo zařízení používaná v továrnách.
Zlepšení odolnosti proti opotřebení a mechanické odolnosti pomocí funkčních povlaků
Povrchové úpravy, jako je tvrdá anodizace a keramické povlaky nanášené tepelným nástřikem, zvyšují tvrdost povrchu na přibližně 1500–2000 podle Vickersovy stupnice. Díky tomu jsou velmi vhodné pro omezení opotřebení součástí, jako jsou ozubená kola, komponenty hydraulických systémů a různé posuvné mechanismy, u nichž dochází k trvalému tření povrchů. Po nanesení těchto povlaků se často používají i další následné procesy. Kuličkové dutování působí stlačováním drobných povrchových zrn, což prodlužuje životnost součástek vystavených dlouhodobému namáhání. Testy ukazují, že tento postup může zlepšit odolnost vůči porušování při opakovaném zatěžování až o 40 procent u dílů vyrobených z litinového hliníku, jako jsou upevňovací konzoly a osy kloubů. U každé součástky, která je vystavena trvalému tření, náhlým nárazům nebo působení kapalin pod vysokým tlakem po delší dobu, mohou takovéto povrchové úpravy rozhodnout mezi pravidelnou údržbou a neočekávanou poruchou.

Zajištění dlouhodobé spolehlivosti správným výběrem povrchové úpravy
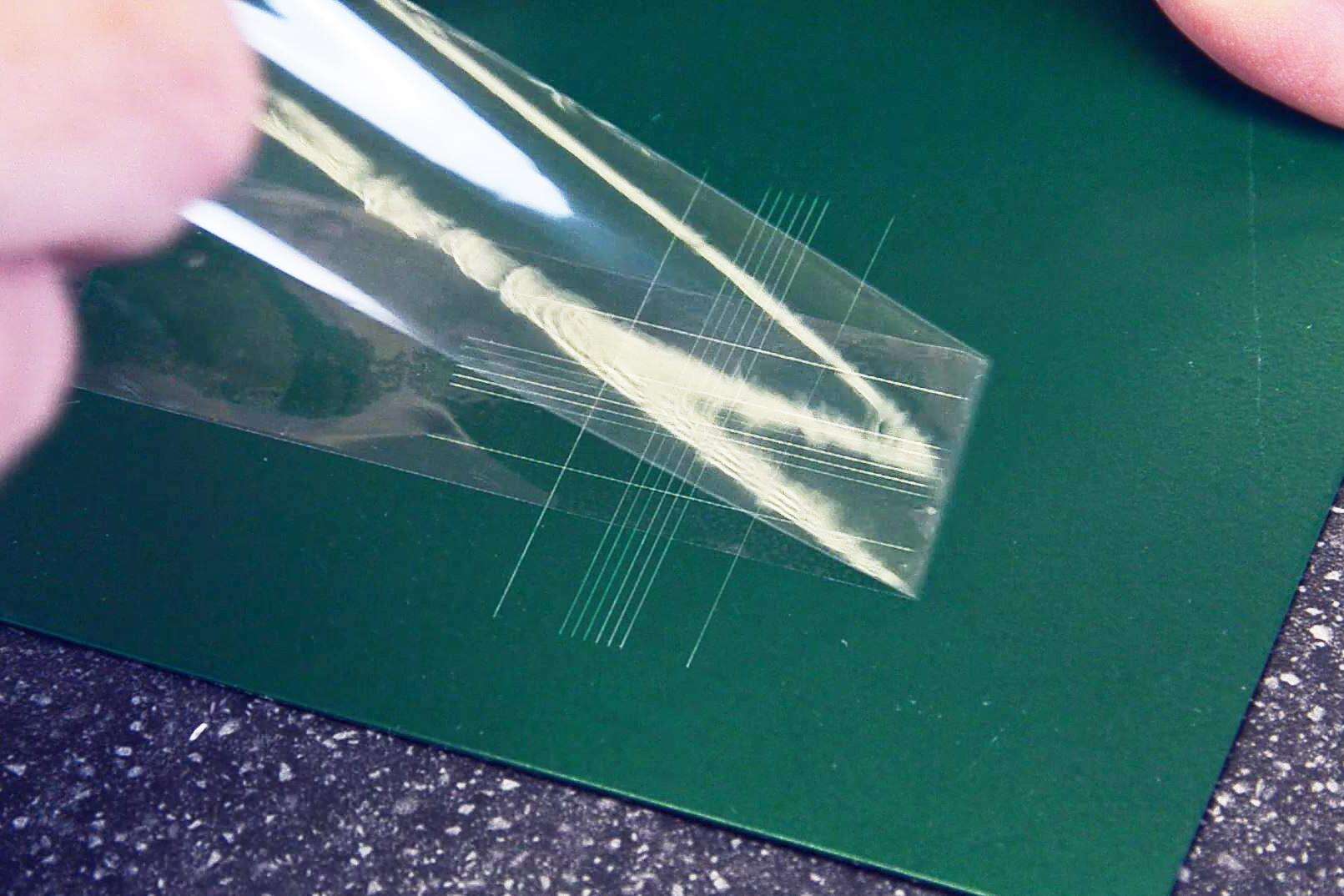
Výběr vhodné povrchové úpravy podle toho, čemu bude zařízení vystaveno v reálných podmínkách, pomáhá vyhnout se předčasným poruchám. Pokud jde o elektronické skříně používané venku, UV odolné práškové nátěry jsou oproti běžnému laku výrazně lepší, když jsou podrobeny tepelným cyklickým zkouškám podle norem IEC 60068-2-14. Chirurgické nástroje z nerezové oceli vyžadují pasivaci lékařské třídy, aby nebyly po mnoha cyklech v autoklávu poškozeny nebo změnily barvu. Existuje několik způsobů, jak ověřit, zda tyto povlaky skutečně fungují v průběhu času. Zkoušky přilnavosti metodou mřížky a osvědčená zkouška slané mlhy dle ASTM B117 informují výrobce, zda vybrané povrchové úpravy obstojí jak při působení povětrnostních vlivů, tak při mechanickém opotřebení vznikajícím dennodenním provozem.
Anodizace a práškové nátěry: Vysokovýkonné možnosti povrchových úprav
Anodizace pro tvrdost, estetiku a ochranu proti korozi
Proces anodizace vytváří silný oxidový povlak na hliníkových slitinách, jako je ADC12, který může zvýšit povrchovou tvrdost přibližně o 60 % ve srovnání s běžnými neupravenými povrchy, jak uvádí výzkum publikovaný v časopise Material Science Journal minulý rok. Účinnost této elektrochemické úpravy spočívá v tom, že vytváří ochranný štít proti poškození vodou a působení soli, díky čemuž součástky vydrží podle norem ASTM testy postřikem solnou mlhou třikrát déle než dříve. Další výhodou anodizace je, že je dostupná v různých úpravách povrchu – od matných po lesklé povrchy – a barvy aplikované během procesu drží mnohem lépe než nátěr. Proto se anodizace hojně používá u automobilových karosérií a elektronických zařízeních, kde musí produkty působit esteticky a zároveň odolávat běžnému opotřebení.
Smaltování pro odolnost proti odlupování, barevnou rozmanitost a rovnoměrné pokrytí
Při nanášení práškového nátěru v podstatě polymerovou pryskyřici naneseme pomocí statické elektřiny a poté ji vypálíme, dokud nevytvoří ochrannou vrstvu o tloušťce mezi 2 a 6 mil. Podle dat EPA z roku 2024 dosahuje tato metoda přibližně 95 % účinnosti přenosu, což znamená mnohem menší ztrátu materiálu ve srovnání s tradičními metodami. Testy ukazují, že odolnost proti odštěpování je přibližně třikrát vyšší než u běžné kapalné barvy, pokud jde o testy opotřebení na přístroji Taber. K dispozici je více než 5 000 různých barev RAL a také různé možnosti struktury povrchu, takže výrobci mohou skutečně dosáhnout jakéhokoli požadovaného vzhledu pro věci jako jsou venkovní stroje nebo stavební díly, které musí odolávat povětrnostním vlivům. Navíc neobsahuje žádné těkavé organické sloučeniny (VOC), čímž splňuje environmentální normy, jako jsou předpisy REACH, aniž by docházelo ke kompromitaci kvality.
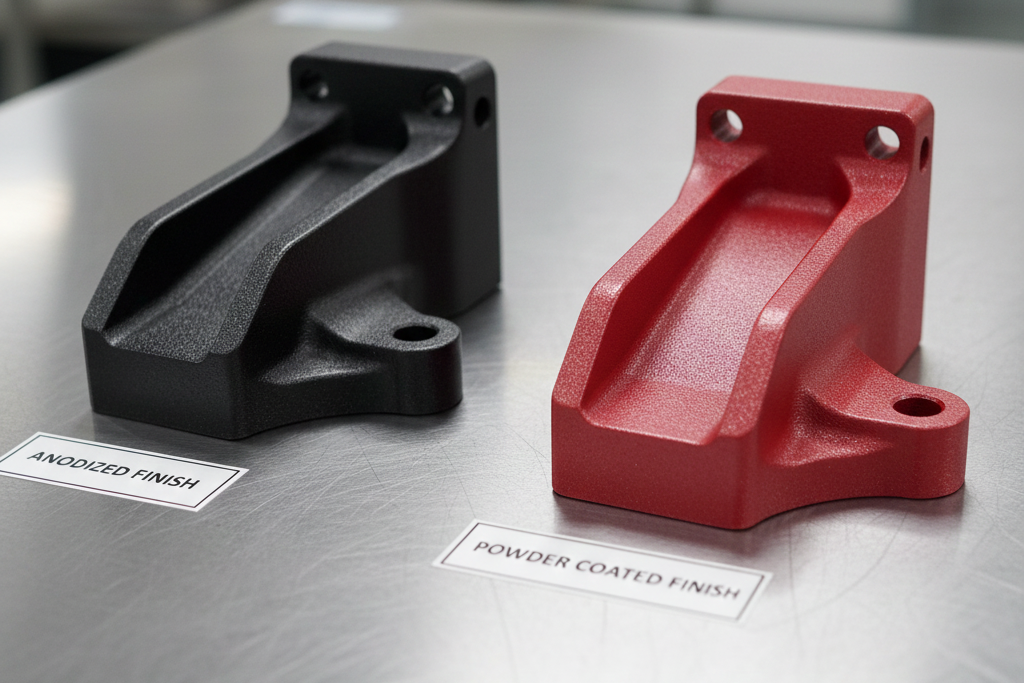
Porovnání anodizace a práškového nátěru na slitině ADC12 a podobných slitinách
| Faktor | Anodizování | Prášková barva |
|---|---|---|
| Tloušťka povlaku | 0,5–25 µm | 50–150 µm |
| Odolnost proti korozi | Vynikající (1 000+ hodin solné mlhy) | Velmi dobré (500–800 hodin solné mlhy) |
| Flexibilita barev | Omezeno na kovové odstíny | Neomezeno, včetně vlastních barev RAL |
| Výhoda | Vyšší u malých sérií | Nižší u velkých objemů výroby |
Případová studie: Housinky pro automobilové tlakově lité díly s anodickým a práškovým povrchem
Studie z roku 2023 vyhodnotila 50 000 automobilových převodových skříní s anodickým potažením vnitřních ploch a práškovým nátěrem vnějších ploch. Výsledky ukázaly:
- Anodované komponenty : Žádná koroze po 18 měsících v prostředí s vysokou vlhkostí
- Práškově lakované vnější plochy : 85% snížení změny barvy způsobené UV oproti běžně natřeným povrchům
- Kombinovaný přístup snížil roční počet záručních nároků o 22 % (Automotive Engineering Report 2023)
Chemické a mechanické předúpravy pro optimální přilnavost povlaků
Chemické konverzní povlaky pro potlačení koroze a lepší přilnavost laku
Zinečnaté fosfátové a chromátové konverzní povlaky vytvářejí mikroskopické ochranné vrstvy na povrchu tvarovaných odlitků, čímž zvyšují odolnost proti korozi až o 40 % ve srovnání s neupravenými slitinami v podmínkách solného mlhového testu (Materials Protection Report 2023). Tyto povlaky také zlepšují přilnavost laku vytvořením mikrotexturovaného podkladu, čímž snižují míru odloupávání o 65 % u automobilových kol.
Otryskování kuličkami a pískem za účelem zlepšení povrchové textury a přilnavosti
Pískování ocelovým korundem nebo oxidem hlinitým odstraňuje oxidy a nečistoty a zároveň vytváří povrchový profil 2–5 mikronů. Tato příprava zvyšuje pevnost v přilnavosti nátěru o 50–80 % u práškově lakovaných hliníkových skříní vystavených tepelnému cyklování. Jednotná povrchová drsnost (Ra 1,5–3,2 µm) zajišťuje konzistentní spojení i na složitých geometriích.
Vliv abrazivního dokončování na rozměrovou přesnost a integritu povrchu
I když agresivní pískování zlepšuje přilnavost, udržení tolerance ±0,05 mm vyžaduje pečlivý výběr média. Hranaté ocelové kuličky poskytují optimální texturu s méně než 0,3 % ztrátou materiálu u vysoce přesných dílů z hořčíkové slitiny. Analýza integrity povrchu ukazuje, že pískování snižuje podpovrchovou pórovitost o 22 %, čímž se snižuje počet potenciálních míst iniciace trhlin při mechanickém namáhání.
Lakování a elektroforetické nátěry: Kombinace estetiky a komplexní ochrany
Elektroforetické nátěry pro jednotnou tloušťku vrstvy a plnohodnotnou ochranu proti korozi
E-nátěr, známý také jako elektroforetický nátěr, vytváří velmi rovnoměrné povrchové úpravy. Nanáší tenké vrstvy o tloušťce přibližně 15 až 25 mikrometrů, které fungují i na komplexních tvarech. Tento proces je výjimečný tím, že proniká i do těžko přístupných míst a rohů, což je velmi důležité pro hliníkové odlitky určené do náročných podmínek, jako jsou lodě nebo venkovní elektronická zařízení. Testy se solnou mlhou ukázaly, že tyto natené povrchy vydrží mezi 750 a 1000 hodinami, než se objeví známky koroze, podle výzkumu Ponemona z roku 2023. To je přibližně třikrát lepší výsledek než u běžných postřiků barvou. Kromě toho, protože téměř veškerá barva během procesu díky recyklačním lázním dokonale využita, výrobci zjišťují, že tato metoda velmi dobře splňuje environmentální normy ISO 14001. A nikdo se nemusí starat o odkapávání nebo o ty nepříjemné nerovnoměrné okraje, které trápí jiné metody.

Individuální barevné nátěry pro estetiku podle značky a ochranné barevné povrchy
Aby udrželi tyto živé barvy čerstvé i po deseti letech vystavení slunečnímu záření, výrobci používají UV odolné pigmenty v kombinaci s vysoce kvalitními průhlednými nátěry. Podle výzkumu publikovaného v Automotive Finishes Study z roku 2022 si díly natřené těmito speciálními směsmi zachovávají přibližně 95 % původního lesku i po absolvování 5 000 hodin QUV testování, které simuluje extrémní povětrnostní podmínky. Pokud jde o aplikace jako průmyslová čerpadla nebo lékařské přístroje, kde na vzhledu záleží, ale bezpečnost má přednost, poskytují keramikou zesílené nátěry vynikající ochranu proti poškrábání, a to až na úrovni tvrdosti 3H podle tužkového testu. Navíc splňují všechny nezbytné požadavky FDA pro povrchy, které přicházejí do styku s výrobky. Tuto kombinaci vzhledu a dlouhověkosti velmi oceňují i inženýři. Podle nedávných dat z Materials Performance uvádí přibližně 8 z 10 inženýrů, že mohou prodloužit životnost komponentů zhruba o 40 %, pokud používají tyto pokročilé technologie povlaků.
Výběr vhodného povrchového úpravy na základě požadavků aplikace
Vyvážení funkce, prostředí a výkonových nároků
Správná volba povrchové úpravy znamená přizpůsobení skutečných potřeb dílu jeho použití v reálných podmínkách. U dílů, které musí nést vysoké zatížení, jsou nejvhodnější opotřebením odolné možnosti, jako je tvrdá eloxace v mechanických systémech. Při práci ve vodě, zejména v mořské vodě, musí být úprava odolná proti korozi v průběhu času. Podle nedávných průmyslových dat selhalo přibližně tři čtvrtiny všech komponent kvůli povrchovým úpravám, které nebyly vhodné pro dané prostředí. Při výběru povrchové úpravy by výrobci měli vzít v úvahu několik faktorů, včetně její přilnavosti k základnímu materiálu, odolnosti vůči chemikáliím, které ji mohou rozložit, a schopnosti odolat změnám teploty bez degradace. Tyto základní aspekty jsou často opomíjeny, ale rozhodujícím způsobem ovlivňují životnost komponent.

Posuzování podmínek expozice: slaný mlhový aerosol, vlhkost a tepelné namáhání
Díly umístěné v pobřežních oblastech nebo ty, které přicházejí do styku s komunální solí a prostředky proti námraze, opravdu profítnou z povlaků, jako je elektroforéza nebo chromátové konverzní povlaky. Tyto metody snižují tvorbu rzi o přibližně 60 až dokonce 90 procent ve srovnání s holými kovovými plochami bez ochrany. Pokud hovoříme o místech, kde teploty pravidelně přesahují 300 stupňů Fahrenheita, keramické povlaky vykazují mnohem lepší odolnost než běžná barva či jiné organické povlaky při opakovaných cyklech ohřevu a chlazení v průběhu času. A pro zařízení, která potřebují přesně kontrolovat úroveň vlhkosti, mohou být práškové povlaky poměrně ekonomickou volbou, pokud jsou aplikovány po vhodném fosfátovém čištění, které jim pomáhá dobře přilnout k povrchu a později se neodlézají.
Náklady vs. estetika při sériové výrobě speciálních tlakově odlitých dílů
Proces anodizace obvykle stojí někde mezi padesáti centy a jedním dolarem dvaceti centy za díl, i když obvykle ušetří peníze na dlouhou trať, protože není třeba provádět dodatečné kroky jako je natírání prvků, například na automobilových lištách nebo elektronických zařízeních. Když firmy uvažují o výrobě velmi velkých množství, řekněme více než padesát tisíc kusů, stává se práškové nátěry finančně výhodnější volbou. Jeho cena činí přibližně třicet až osmdesát centů za kus, protože rychleji schnou a vyžadují během výroby méně pracovní síly. Díly, které zákazníci neuvidí, lze někdy nahradit levnějšími alternativami, jako je pískování nebo nanesení chemických fólií. Tyto metody stále poskytují dostatečnou ochranu a snižují náklady přibližně o čtyřicet až šedesát procent ve srovnání s těmito luxusními dekorativními povrchy, takže jsou ideální pro díly uvnitř výrobků, kde vzhled není tak důležitý jako funkčnost.
Často kladené otázky
Jaké jsou hlavní typy povrchových úprav pro tlakově lité díly?
Běžné povrchové úpravy zahrnují anodizaci, práškové nátěry, chemické konverzní úpravy a elektroforetické nátěry. Každá z nich nabízí jedinečné výhody z hlediska odolnosti proti korozi, opotřebení a estetického vzhledu.
Jak ovlivňuje povrchová úprava trvanlivost tlakově litých dílů?
Povrchová úprava zvyšuje trvanlivost tím, že poskytuje ochranné nátěry odolné vůči korozi, opotřebení a poškození prostředím. To prodlužuje životnost dílů a snižuje náklady na údržbu a náhradu.
Lze povrchové úpravy přizpůsobit konkrétním aplikacím?
Ano, povrchové úpravy lze upravit tak, aby splňovaly specifické požadavky aplikace, a to výběrem vhodných materiálů, barev a metod úpravy. Tím se zajistí optimální výkon a dlouhá životnost za různých podmínek.
Jaký je rozdíl mezi anodizací a práškovým nátěrem?
Anodizace vytváří tenkou vrstvu oxidu na povrchu hliníku, která nabízí vynikající odolnost proti korozi a tvrdost povrchu. Nástřik práškového nátěru aplikuje silnější polymerní vrstvu, která poskytuje vyšší odolnost proti odlupování a širší barevnou paletu.
Mají povrchové úpravy vliv na životní prostředí?
Mnohé moderní povrchové úpravy jsou ekologické a využívají procesy s nízkou emisí těkavých organických látek (VOC). Techniky jako práškový nátěr nebo katodové pokovování často splňují environmentální normy, což je činí vhodnou volbou pro udržitelnou výrobu.
Obsah
- Jak úpravy povrchu zvyšují výkon a životnost tlakově litých dílů
-
Anodizace a práškové nátěry: Vysokovýkonné možnosti povrchových úprav
- Anodizace pro tvrdost, estetiku a ochranu proti korozi
- Smaltování pro odolnost proti odlupování, barevnou rozmanitost a rovnoměrné pokrytí
- Porovnání anodizace a práškového nátěru na slitině ADC12 a podobných slitinách
- Případová studie: Housinky pro automobilové tlakově lité díly s anodickým a práškovým povrchem
- Chemické a mechanické předúpravy pro optimální přilnavost povlaků
- Lakování a elektroforetické nátěry: Kombinace estetiky a komplexní ochrany
- Výběr vhodného povrchového úpravy na základě požadavků aplikace
- Často kladené otázky