



表面処理がダイカスト部品の性能と寿命をどのように向上させるか
表面処理によるダイカスト部品の腐食抵抗性の向上
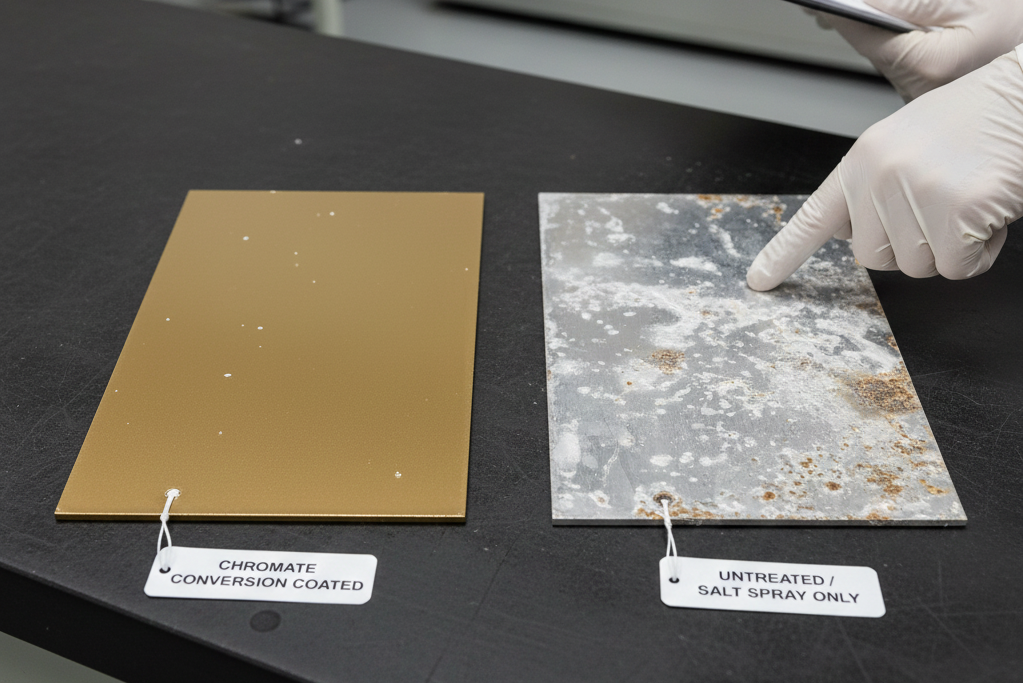
化学的変成処理や陽極酸化処理などのコーティングは、アルミニウムおよび亜鉛合金を湿気、塩水噴霧、有害な化学物質から保護するための被膜を形成します。NACE Internationalによる最近の研究では、クロメート変成コーティング処理されたアルミニウム部品は塩水噴霧試験で500時間以上耐え、未処理の部品と比べて約70%長持ちすることがわかりました。これらの処理の科学的原理は、分子レベルで薄い酸化物層を形成したり、腐食の発生を阻止する物質を付着させたりすることにあります。これにより、海洋での船舶、道路上の自動車、工場内の機器など、過酷な環境にさらされる金属における点食や異種金属接触腐食の防止に非常に有効です。
機能性仕上げによる摩耗抵抗性および機械的耐久性の向上
ハードコート陽極酸化処理や熱噴射セラミックコーティングなどの表面処理により、ビッカース硬度で約1500~2000まで表面硬度が向上します。これにより、ギアや油圧システム部品、常に表面同士が擦れ合うさまざまなスライド機構などにおける摩耗の低減に非常に効果的になります。このようなコーティングを施した後には、さらにいくつかの後処理工程も行われます。ショットピーニングは、微細な表面結晶粒を圧縮することによって、長期間にわたり応力が繰り返し加わる環境下での部品寿命を延ばすのに役立ちます。試験結果では、ダイカストアルミニウム製のブラケットやピボットポイントなどにおいて、繰り返し荷重による劣化に対する耐性が約40%向上することが確認されています。摩擦が継続的に発生する部品や急激な衝撃を受ける部品、あるいは長時間にわたって高圧流体にさらされる部品にとっては、こうした表面改良技術が定期的なメンテナンスと予期せぬ故障の有無を分ける重要な要素となります。

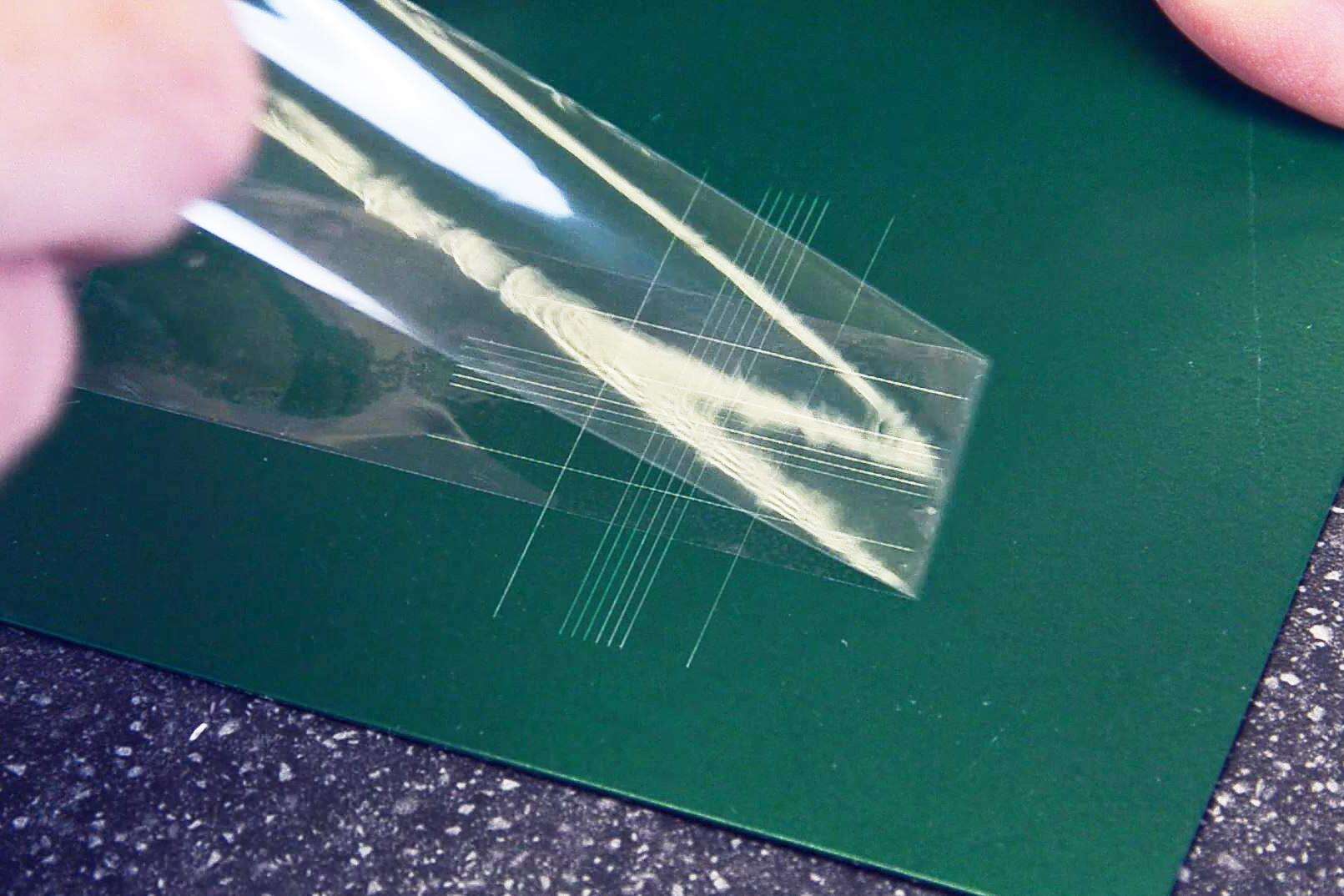
適切な表面処理の選択により長期的な信頼性を確保
装置が実際の使用環境でどのような条件にさらされるかを考慮して、正しい表面処理を選ぶことで、早期故障を回避できます。屋外で使用される電子機器のエンクロージャーの場合、IEC 60068-2-14規格で規定されている熱サイクル試験において、紫外線耐性を持つ粉体塗装は通常の塗料よりも明らかに優れた性能を発揮します。ステンレス鋼製の外科用手術器具には、オートクレーブでの何度も繰り返される滅菌サイクル後に損傷や変色が生じないよう、医療用グレードのパッシベーション処理が必要です。これらのコーティングが長期間にわたり実際に機能するかどうかを確認する方法はいくつかあります。クロスカット付着性試験や、長年信頼されてきたASTM B117の塩水噴霧(サルトフォグ)試験によって、メーカーは選択した表面処理が実使用環境における気象条件や物理的な摩耗に対して十分な耐性を持っているかを評価できます。
陽極酸化処理および粉体塗装:高性能な表面処理の選択肢
硬度、外観、耐腐食性のための陽極酸化処理
昨年『Material Science Journal』に発表された研究によると、ADC12などのアルミニウム合金に対して陽極酸化処理を行うことで、通常の未処理表面と比較して表面硬度を約60%向上させる厚い酸化皮膜を形成できます。この電気化学的処理が非常に効果的な理由は、水害や塩分への暴露から部品を保護するバリアを構築する点にあります。これにより、ASTM規格に基づく塩水噴霧試験での耐久時間が以前の3倍以上になることが確認されています。また、陽極酸化処理のもう一つの利点として、マット仕上げから光沢仕上げまで多様な仕上がりが可能であり、処理中に施される着色は塗装よりもはるかに色持ちが優れています。そのため、日常使用による摩耗にも耐えながら美観が求められる自動車の外装部品や電子機器などで広く採用されています。
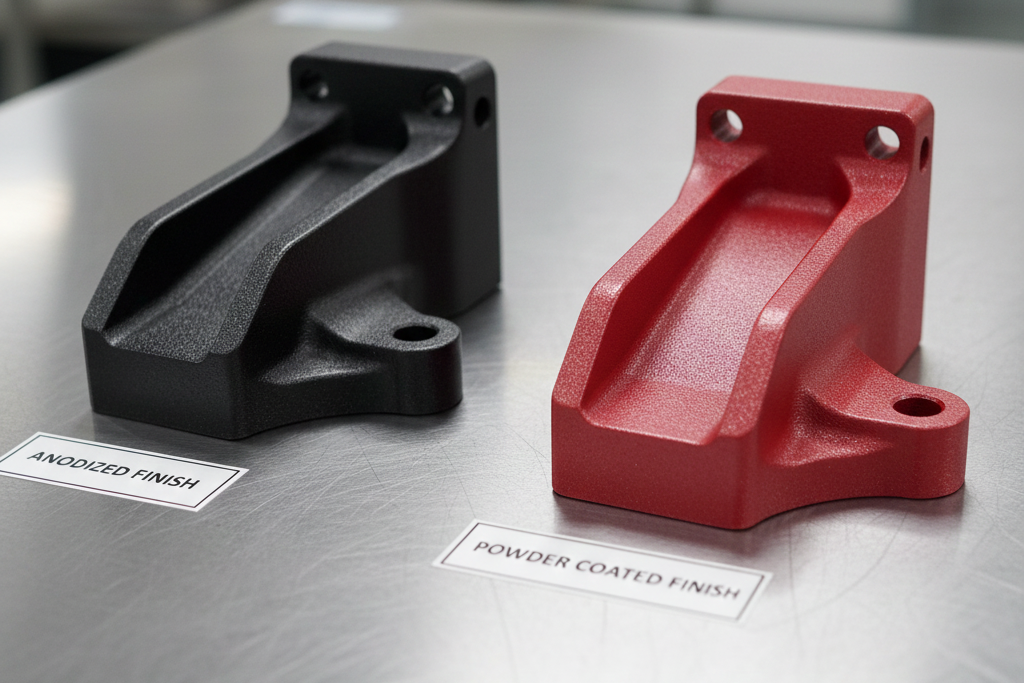
剥がれ防止、カラーバリエーション、均一な被覆性のための粉体塗装
粉体塗装を施す際には、基本的に静電気を使ってポリマー樹脂をスプレーし、2〜6ミルの厚さの保護層ができるまで焼付けます。2024年のEPAのデータによると、この方法は約95%の転着効率を達成しており、従来の方法と比較して材料の無駄が大幅に少なくなります。タバーアブレーション試験でのテスト結果では、通常の液体塗料と比べて約3倍優れた耐キズ性を示しています。実際には5,000色以上の異なるRALカラーに加え、さまざまな質感オプションも用意されているため、屋外の機械や過酷な天候条件に耐える必要がある建築部品など、メーカーが必要とするあらゆる外観に合わせることが可能です。また、VOC(揮発性有機化合物)が全く発生しないため、品質を損なうことなくREACH規制などの環境基準にも適合します。
ADC12および類似合金における陽極酸化処理と粉体塗装の比較
| 要素 | アノジス | 粉体塗装 |
|---|---|---|
| 厚さ | 0.5–25 µm | 50–150 µm |
| 腐食に強い | 非常に良好(塩水噴霧試験で1,000時間以上) | 良好(塩水噴霧試験で500~800時間) |
| カラーフレキシビリティ | 金属色に限定 | カスタムRALを含む無制限 |
| 費用効率 | 小ロットでは高価格 | 大量生産では低価格 |
ケーススタディ:陽極酸化処理および粉体塗装仕上げを用いた自動車用ダイカストハウジング
2023年の研究では、内部は陽極酸化処理、外部は粉体塗装を施した自動車用トランスミッションハウジング5万個を評価しました。その結果以下の通りです。
- 陽極酸化処理された部品 :湿潤環境下で18か月間腐食が発生しなかった
- 粉体塗装された外装 :ペイント面と比較して、紫外線による色あせが85%削減された
- 統合的アプローチにより、年間の保証請求件数が22%削減された(Automotive Engineering Report 2023)
最適なコーティング密着性のための化学的および機械的前処理
腐食防止および塗料接着のための化学変成コーティング
亜鉛系リン酸皮膜およびクロメート変成皮膜は、ダイカスト表面にマイクロスケールの保護層を形成し、未処理合金と比較して塩水噴霧環境下での耐腐食性を最大40%向上させる(Materials Protection Report 2023)。また、微細な凹凸構造を持つ基材を作ることで塗料の密着性を高め、自動車用ホイールでの剥離率を65%低減する。
表面テクスチャーおよび密着性向上のためのショットブラストおよびサンドブラスト
鋼のグリットまたは酸化アルミニウムによる研磨ブラスト処理は酸化物や汚染物質を除去すると同時に、2~5マイクロメートルの表面粗さを生成します。この前処理により、熱サイクルにさらされる粉体塗装アルミハウジングの塗膜付着強度が50~80%向上します。均一な表面粗さ(Ra 1.5~3.2 µm)は、複雑な形状においても一貫した密着性を確保します。
研磨仕上げが寸法精度および表面完全性に与える影響
激しいブラスト処理は付着性を向上させる一方で、±0.05 mmの公差を維持するにはメディアの選定を慎重に行う必要があります。角形の鋼ショットは高精度の亜鉛ダイカスト部品において0.3%未満の材料損失で最適なテクスチャーを提供します。表面完全性の分析によると、ブラスト処理により内部の気孔率が22%低減され、機械的応力下での亀裂発生部位の可能性が減少します。
塗装および電着塗装:美観と包括的保護の両立
電着塗装による均一な皮膜厚さと全面的な腐食防止
E-coating(電着塗装)は、非常に均一な表面仕上げが得られる方法です。複雑な形状にも対応可能な約15~25マイクロメートルの薄い膜を形成します。このプロセスの特長は、到達が困難な部位や角部まで確実に塗布できる点にあり、船舶や屋外用電子機器など過酷な環境で使用されるアルミダイカスト部品にとっては特に重要です。2023年のPonemonによる研究では、塩水噴霧試験において、このコーティングされた表面は錆びの兆候が出るまで750~1000時間持続することが示されています。これは通常のスプレー塗装と比べて約3倍の耐久性に相当します。また、リサイクル槽により塗料のほぼすべてが利用されるため、製造業者がISO 14001の環境基準を満たしやすいという利点もあります。さらに、他の方法でよく見られる垂れや不均一な縁などの問題も発生しません。

ブランドイメージに合わせたカスタムペイントと保護的なカラーフィニッシュ
太陽光の下で10年後でもその鮮やかな色を新鮮に保つために、メーカーはUV耐性顔料と高品質のクリアコートを組み合わせています。2022年の『自動車塗装研究』に発表された研究によると、こうした特別な配合で塗装された部品は、過酷な気象条件を模擬する5,000時間のQUV試験後でも、元の光沢の約95%を維持しています。外観が重要である一方で安全性が最優先される産業用ポンプや医療機器などの用途では、セラミック強化塗料が3H鉛筆硬度レベルの傷防止性能を提供し、製品に接触する表面に対するFDAのすべての必要な要件を満たしています。エンジニアたちもこの見た目と耐久性の組み合わせを高く評価しています。『Materials Performance』の最近のデータによると、これらの高度なコーティング技術を使用することで、部品の寿命を約40%延ばせると回答したエンジニアが8割程度いるとのことです。
使用目的に応じた適切な表面処理の選定
機能、環境、性能要件のバランスを取ること
表面処理を正しく選択するとは、部品が実際に必要とする特性と、実際の使用状況との一致を図ることです。重負荷や摩耗が予想される部品には、ハードアンオダイジングなどの耐摩耗性処理が機械システムで最も効果的です。特に塩水環境を含む水中での使用では、長期間にわたり腐食に対して耐えることができる表面処理が必要です。業界の最新データによると、故障した部品のおよそ4分の3は、その環境に適さない表面処理が施されていたことが原因です。表面処理を選ぶ際、製造業者は基材への密着性、接触する化学物質による劣化の有無、温度変化に対する耐性などを検討する必要があります。これらの基本的な要素は見過ごされがちですが、部品の寿命にとって極めて重要です。

暴露条件の評価:塩雾、湿度、および熱的ストレス
沿岸地域に設置される部品や、道路用塩類・融雪剤に接触する部品は、電着塗装(e-coating)やクロメート変成処理などの表面処理を施すことで特に恩恵を受けます。こうした処理により、保護なしの裸の金属表面と比較して、錆の発生を約60~90%程度低減できます。温度が定期的に華氏300度(約150℃)を超える環境では、繰り返しの加熱・冷却サイクルに対しても、従来のペイントや他の有機系コーティングよりもセラミックベースのコーティングの方がはるかに優れた耐久性を示します。また、湿度レベルを正確に管理する必要がある施設においては、適切なリン酸処理後に粉体塗装を行うことで、剥離することなく表面にしっかり密着させることができ、経済的な選択肢となります。
カスタムダイカスト部品の大量生産におけるコスト対美観
陽極酸化処理のコストは一般的に部品一つあたり50セントから1.20ドル程度ですが、長期間で見ると自動車のトリムや電子機器などの追加塗装工程が不要になるため、結果的に費用を節約できます。企業が5万個を超えるような大量生産を検討している場合、経済的な観点からパウダーコーティングの方が有利になります。これは乾燥が速く、製造時の人的労力も少なくて済むため、1個あたり約30~80セントで済みます。顧客に直接見えない部品については、サンドブラスト処理や化学フィルムの適用といったより安価な代替手段を用いることもあります。これらの方法は高級感のある装飾仕上げと比べて40~60%ほどコストを削減でき、外観よりも機能性が重視される製品内部の部品には非常に適しています。
よくある質問
ダイカスト部品における主な表面処理の種類は何ですか?
一般的な表面処理には、陽極酸化処理、粉体塗装、化学変成処理、および電着塗装が含まれます。それぞれは耐腐食性、耐摩耗性、外観の面で独自の利点を提供します。
表面処理はダイカスト部品の耐久性にどのように影響しますか?
表面処理は、腐食、摩耗、環境による損傷を防ぐ保護コーティングを提供することで耐久性を向上させます。これにより部品の寿命が延び、メンテナンスや交換コストが削減されます。
特定の用途に応じて表面処理をカスタマイズすることはできますか?
はい、適切な材料、色、処理方法を選択することで、表面処理は特定の用途要件に合わせて調整できます。これにより、さまざまな条件下でも最適な性能と長寿命を確保できます。
陽極酸化処理と粉体塗装の違いは何ですか?
陽極酸化処理はアルミニウム表面に薄い酸化皮膜を形成し、優れた耐腐食性と表面硬度を提供します。粉体塗装はより厚いポリマー層を適用し、優れた剥がれ抵抗性と豊富なカラーバリエーションを提供します。
表面処理の選定には環境面での配慮が必要ですか?
現代の多くの表面処理は環境に配慮されており、揮発性有機化合物(VOC)排出量の少ないプロセスを使用しています。粉体塗装や電着塗装などの技術は、環境基準を満たしていることが多く、持続可能な製造に適した選択肢となります。