



การเคลือบผิวช่วยเพิ่มประสิทธิภาพและความทนทานของชิ้นส่วนหล่อตายได้อย่างไร
การปรับปรุงความต้านทานการกัดกร่อนในชิ้นส่วนหล่อตายผ่านกระบวนการบำบัดผิว
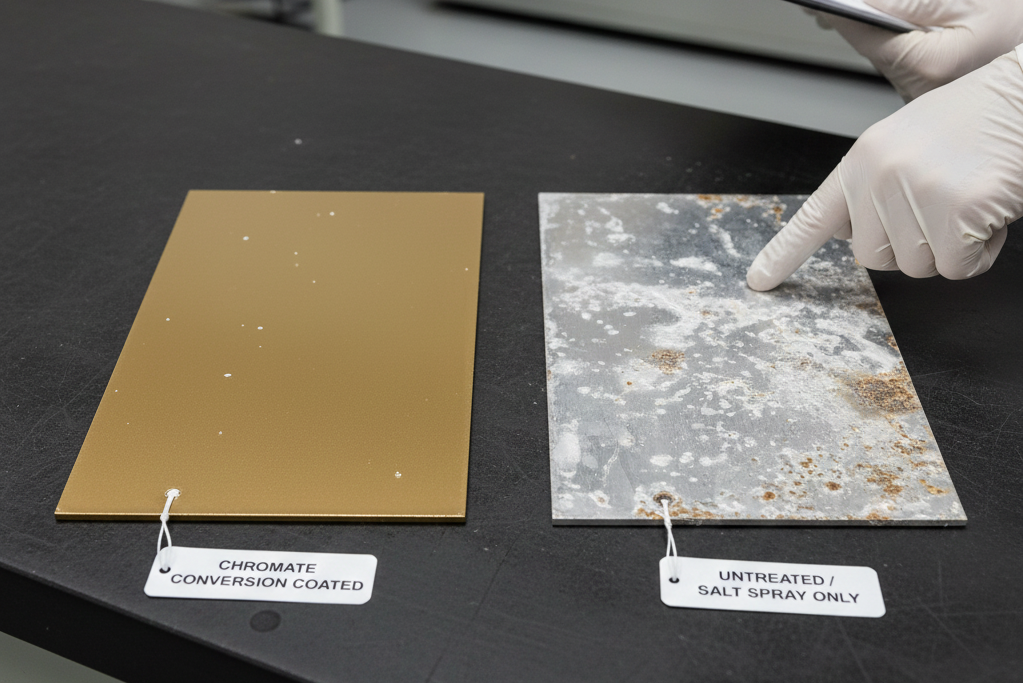
การเคลือบเช่นการบำบัดด้วยการเปลี่ยนสภาพทางเคมีและการชุบออกซิเดชันสร้างชั้นป้องกันที่ช่วยรักษาความปลอดภัยของโลหะผสมอลูมิเนียมและสังกะสีจากความเสียหายจากความชื้น ละอองเกลือ และสารเคมีที่เป็นอันตราย การศึกษาล่าสุดจาก NACE International พบว่า ชิ้นส่วนอลูมิเนียมที่ผ่านการเคลือบด้วยโครเมตคอนเวอร์ชันสามารถอยู่ได้นานกว่า 500 ชั่วโมงในการทดสอบด้วยละอองเกลือ ซึ่งนานกว่าชิ้นส่วนที่ไม่มีการเคลือบใดๆ ประมาณ 70% หลักการทางวิทยาศาสตร์ของกระบวนการเหล่านี้คือการสร้างชั้นออกไซด์บางๆ ในระดับโมเลกุล หรือการใช้วัสดุที่ช่วยหยุดยั้งการกัดกร่อน ทำให้กระบวนการเหล่านี้มีประโยชน์อย่างมากในการป้องกันปัญหาต่างๆ เช่น การกัดกร่อนแบบเป็นหลุม (pitting) และการกัดกร่อนแบบกัลวานิก (galvanic corrosion) ในสถานที่ที่โลหะถูกสัมผัสกับสภาพแวดล้อมที่รุนแรง ไม่ว่าจะเป็นเรือในทะเล รถยนต์บนท้องถนน หรืออุปกรณ์ที่ใช้ในโรงงาน
เพิ่มความต้านทานต่อการสึกหรอและความทนทานทางกลด้วยการตกแต่งผิวเชิงหน้าที่
การเคลือบผิวต่างๆ เช่น การออกซิไดซ์แบบแข็ง (hard coat anodizing) และการพ่นเซรามิกด้วยความร้อน ช่วยเพิ่มความแข็งของผิวสัมผัสให้อยู่ที่ประมาณ 1500-2000 บนสเกลวิกเคอร์ส ส่งผลให้วัสดุเหล่านี้มีประสิทธิภาพสูงในการลดการสึกหรอของชิ้นส่วนต่างๆ เช่น ฟันเฟือง ชิ้นส่วนในระบบไฮดรอลิก และกลไกเลื่อนต่างๆ ที่ผิวสัมผัสเสียดสีกันอย่างต่อเนื่อง หลังจากการเคลือบผิวแล้ว ยังมีกระบวนการบำบัดขั้นตอนต่อไปมาใช้ร่วมด้วย เช่น การทุบด้วยลูกเหล็ก (shot peening) ซึ่งทำงานโดยการอัดแน่นเกรนขนาดเล็กบนผิวหน้า ช่วยยืดอายุการใช้งานของชิ้นส่วนที่ต้องรับแรงเครียดเป็นเวลานาน ผลการทดสอบแสดงให้เห็นว่ากระบวนการนี้สามารถเพิ่มความสามารถในการต้านทานการแตกหักจากแรงกระทำซ้ำๆ ได้ประมาณ 40 เปอร์เซ็นต์ ในชิ้นส่วนที่ทำจากอลูมิเนียมหล่อแม่พิมพ์ เช่น โครงยึดและจุดหมุน สำหรับชิ้นส่วนใดๆ ที่ต้องเผชิญกับแรงเสียดทานอย่างต่อเนื่อง แรงกระแทกทันที หรืออยู่ภายใต้ของเหลวที่มีแรงดันสูงเป็นระยะเวลานาน การปรับปรุงผิวสัมผัสในลักษณะนี้ถือเป็นปัจจัยสำคัญที่ทำให้เกิดความแตกต่างระหว่างการบำรุงรักษาตามปกติ กับความล้มเหลวที่ไม่คาดคิด

การเลือกผิวเคลือบที่เหมาะสมเพื่อให้มั่นใจในความน่าเชื่อถือระยะยาว
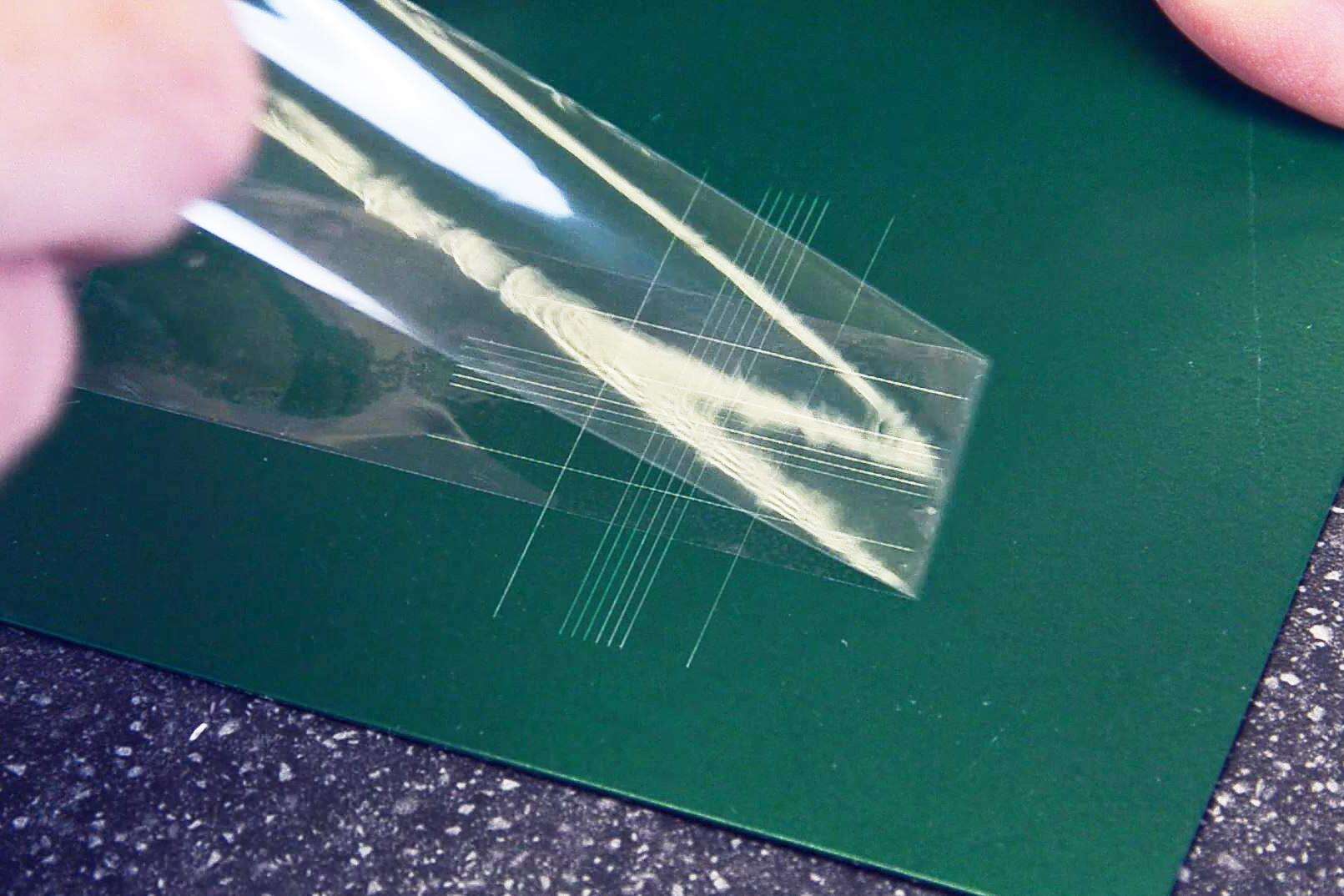
การเลือกการบำบัดผิวที่เหมาะสมตามสภาพแวดล้อมจริงที่อุปกรณ์จะต้องเผชิญ ช่วยป้องกันการเสียหายก่อนเวลาอันควร สำหรับเปลือกหุ้มอิเล็กทรอนิกส์ที่ใช้ภายนอกอาคาร การเคลือบผงที่ทนต่อรังสี UV จะเหนือกว่าสีทั่วไปอย่างเห็นได้ชัดเมื่อนำไปทดสอบตามมาตรฐาน IEC 60068-2-14 ที่กำหนดเกี่ยวกับการเปลี่ยนแปลงอุณหภูมิอย่างรวดเร็ว อุปกรณ์ทางการแพทย์ที่ทำจากสแตนเลสสตีลจำเป็นต้องผ่านกระบวนการพาสซิเวชัน (passivation) สำหรับการใช้งานในอุตสาหกรรมการแพทย์ เพื่อป้องกันความเสียหายหรือการเปลี่ยนสีหลังจากการฆ่าเชื้อซ้ำๆ ในเครื่องอบไอน้ำแรงดันสูง (autoclave) มีหลายวิธีในการตรวจสอบว่าการเคลือบเหล่านี้ยังคงทำงานได้ดีตามระยะเวลาที่ใช้งาน เช่น การทดสอบการยึดเกาะด้วยรอยขีดแบบตาข่าย (cross cut adhesion tests) และการทดสอบด้วยหมอกเกลือตามมาตรฐาน ASTM B117 ซึ่งเป็นวิธีการที่ได้รับการยอมรับมายาวนาน ช่วยให้ผู้ผลิตสามารถประเมินได้ว่าผิวเคลือบที่เลือกไว้นั้นสามารถทนต่อสภาพอากาศและการสึกหรอจากการใช้งานจริงในสภาพแวดล้อมต่างๆ ได้อย่างแท้จริงหรือไม่
อะโนไดซ์และพาวเดอร์โค้ตติ้ง: ตัวเลือกผิวเคลือบที่มีสมรรถนะสูง
การชุบอะโนไดซ์เพื่อความแข็ง ความสวยงาม และการป้องกันการกัดกร่อน
กระบวนการชุบอะโนไดซ์จะสร้างชั้นออกไซด์ที่หนาบนโลหะผสมอลูมิเนียม เช่น ADC12 ซึ่งสามารถเพิ่มความแข็งผิวสัมผัสได้ประมาณ 60% เมื่อเทียบกับพื้นผิวทั่วไปที่ไม่ผ่านการรักษา ตามผลการวิจัยที่ตีพิมพ์ในวารสาร Material Science Journal เมื่อปีที่แล้ว สิ่งที่ทำให้กระบวนการเคลือบด้วยไฟฟ้าเคมีนี้มีประสิทธิภาพคือ การสร้างเกราะป้องกันที่ทนต่อความเสียหายจากน้ำและการสัมผัสกับเกลือ ซึ่งหมายความว่าชิ้นส่วนสามารถทนต่อการทดสอบพ่นหมอกเกลือได้นานกว่าเดิมถึงสามเท่า ตามมาตรฐาน ASTM อีกหนึ่งข้อดีของกระบวนการชุบอะโนไดซ์คือ มีให้เลือกหลายแบบผิวสัมผัส ตั้งแต่ผิวด้านไปจนถึงผิวเงา นอกจากนี้ยังสามารถใส่สีต่าง ๆ ระหว่างกระบวนการ ซึ่งสีจะติดแน่นทนทานมากกว่าการทาสีทั่วไป นั่นจึงเป็นเหตุผลว่าทำไมเราจึงเห็นการใช้งานนี้อย่างแพร่หลายในชิ้นส่วนภายนอกของรถยนต์และอุปกรณ์อิเล็กทรอนิกส์ต่าง ๆ ที่ต้องการทั้งความสวยงามและความทนทานต่อการใช้งานประจำวัน
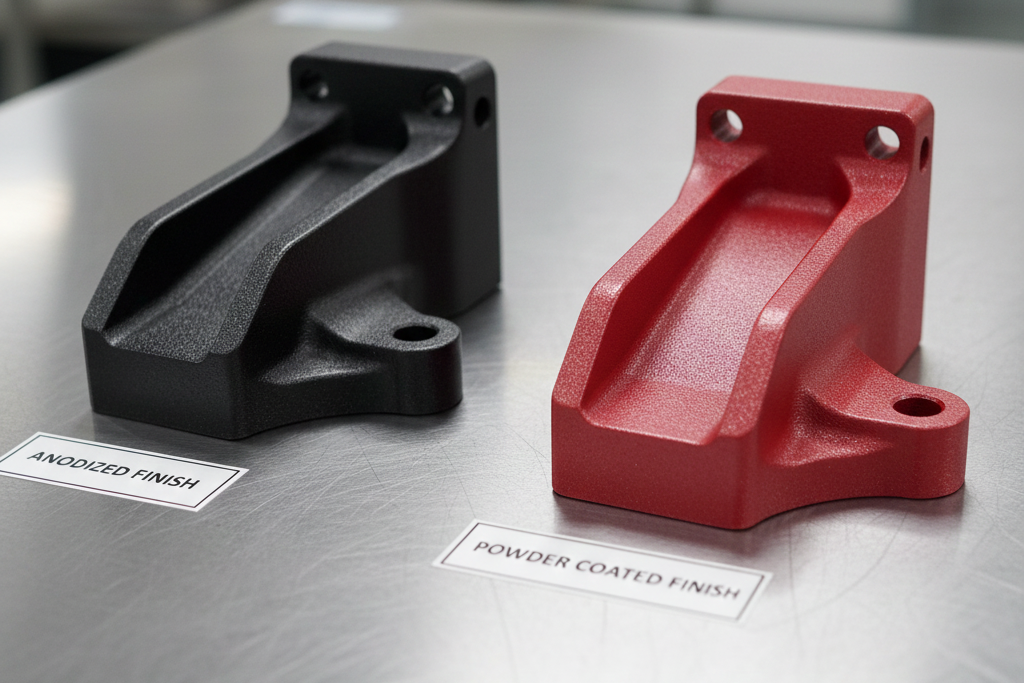
การพาวเดอร์โค้ทติ้งเพื่อความต้านทานการแตกร้าว ความหลากหลายของสี และการเคลือบที่สม่ำเสมอ
เมื่อทำการเคลือบผง เราพ่นเรซินโพลิเมอร์โดยใช้ไฟฟ้าสถิต จากนั้นจึงนำชิ้นงานไปอบจนเกิดเป็นชั้นป้องกันที่มีความหนาอยู่ระหว่าง 2 ถึง 6 มิล ตามข้อมูลของสำนักงานคุ้มครองสิ่งแวดล้อม (EPA) ปี 2024 วิธีการนี้มีประสิทธิภาพการถ่ายโอนได้ประมาณ 95% ซึ่งหมายความว่าสูญเสียวัสดุน้อยกว่าวิธีการแบบดั้งเดิมมาก การทดสอบแสดงให้เห็นว่าสามารถต้านทานการแตกร้าวได้ดีกว่าสีของเหลวทั่วไปถึงสามเท่า เมื่อผ่านการทดสอบการขัดถูแบบทาเบอร์ (Taber abrasion tests) โดยมีสีมาตรฐาน RAL ให้เลือกมากกว่า 5,000 สี รวมทั้งมีตัวเลือกพื้นผิวหลากหลายรูปแบบ ทำให้ผู้ผลิตสามารถเลือกใช้ผิวสัมผัสและรูปลักษณ์ที่ต้องการได้ตรงตามความต้องการ ไม่ว่าจะเป็นเครื่องจักรภายนอกอาคารหรือชิ้นส่วนก่อสร้างที่ต้องทนต่อสภาพอากาศ นอกจากนี้ยังไม่มีสาร VOC เลย ทำให้สอดคล้องกับมาตรฐานสิ่งแวดล้อม เช่น ข้อกำหนด REACH โดยไม่ลดทอนคุณภาพ
เปรียบเทียบการออกซิเดชันและการเคลือบผงบนโลหะผสม ADC12 และโลหะผสมที่คล้ายกัน
| สาเหตุ | การทําแอโนด | การเคลือบผง |
|---|---|---|
| ความหนาของเคลือบ | 0.5–25 µm | 50–150 ไมครอน |
| ความต้านทานการกัดกร่อน | ดีเยี่ยม (มากกว่า 1,000 ชั่วโมงในการทดสอบพ่นหมอกเกลือ) | ดีมาก (500–800 ชั่วโมงในการทดสอบพ่นหมอกเกลือ) |
| ความยืดหยุ่นของสี | จำกัดเฉพาะเฉดสีแบบเมทัลลิก | ไม่จำกัด รวมถึงสีมาตรฐาน RAL แบบกำหนดเอง |
| ประสิทธิภาพในเรื่องค่าใช้จ่าย | สูงกว่าสำหรับการผลิตปริมาณน้อย | ต่ำกว่าสำหรับการผลิตจำนวนมาก |
กรณีศึกษา: โครงปั๊มขึ้นรูปสำหรับยานยนต์ที่ใช้ผิวเคลือบแบบอโนไดซ์และผงเคลือบ
การศึกษาในปี 2023 ประเมินโครงเกียร์รถยนต์จำนวน 50,000 ชิ้นที่ใช้การอโนไดซ์บนพื้นผิวด้านในและการเคลือบผงบนพื้นผิวด้านนอก ผลการศึกษาพบว่า:
- ชิ้นส่วนที่ผ่านกระบวนการอโนไดซ์ : ไม่มีการกัดกร่อนหลังจาก 18 เดือนในสภาพแวดล้อมที่มีความชื้นสูง
- พื้นผิวด้านนอกที่เคลือบด้วยผง : ลดการซีดจางของสีจากแสง UV ลง 85% เมื่อเทียบกับพื้นผิวที่ทาสี
- แนวทางการรวมกันช่วยลดการเรียกร้องตามประกันรายปีลง 22% (รายงานวิศวกรรมยานยนต์ 2023)
การเตรียมผิวก่อนด้วยกระบวนการทางเคมีและกลไกเพื่อการยึดเกาะของชั้นเคลือบที่เหมาะสมที่สุด
ชั้นเคลือบแบบแปลงสภาพทางเคมีเพื่อป้องกันการกัดกร่อนและการยึดติดของสี
ชั้นเคลือบฟอสเฟตสังกะสีและโครเมตสร้างชั้นป้องกันขนาดไมโครบนพื้นผิวโลหะหล่อตาย ซึ่งช่วยเพิ่มความต้านทานการกัดกร่อนได้สูงสุดถึง 40% ในสภาพแวดล้อมพ่นเกลือ เมื่อเทียบกับโลหะผสมที่ไม่ได้ผ่านการรักษา (รายงานการป้องกันวัสดุ 2023) นอกจากนี้ยังช่วยเพิ่มการยึดเกาะของสีโดยการสร้างพื้นผิวที่มีลักษณะหยาบในระดับจุลภาค ทำให้อัตราการลอกของสีลดลง 65% ในการประยุกต์ใช้กับล้อรถยนต์
การเป่าทรายและเป่าเหล็กเพื่อปรับปรุงพื้นผิวและการยึดเกาะ
การพ่นทรายด้วยเหล็กกริตหรืออลูมิเนียมออกไซด์สามารถขจัดออกไซด์และสิ่งปนเปื้อนออกได้ พร้อมทั้งสร้างพื้นผิวขรุขระในช่วง 2–5 ไมครอน การเตรียมพื้นผิวแบบนี้ช่วยเพิ่มแรงยึดเกาะของเคลือบผิวได้ 50–80% สำหรับเปลือกอลูมิเนียมที่เคลือบผงและต้องเผชิญกับการเปลี่ยนแปลงอุณหภูมิ พื้นผิวที่มีความหยาบสม่ำเสมอ (Ra 1.5–3.2 µm) จะช่วยให้เกิดการยึดติดที่คงที่ตลอดเรขาคณิตที่ซับซ้อน
ผลกระทบของการตกแต่งผิวด้วยการพ่นทรายต่อความแม่นยำทางมิติและความสมบูรณ์ของพื้นผิว
แม้ว่าการพ่นทรายอย่างรุนแรงจะช่วยเพิ่มแรงยึดเกาะ แต่การรักษามิติให้อยู่ในช่วง ±0.05 มม. จำเป็นต้องเลือกสื่อกลางอย่างระมัดระวัง สเต็ลช็อตรูปทรงเหลี่ยมให้พื้นผิวที่เหมาะสมที่สุด โดยมีการสูญเสียวัสดุน้อยกว่า 0.3% ในชิ้นส่วนหล่อตายสังกะสีที่ต้องการความแม่นยำสูง การวิเคราะห์ความสมบูรณ์ของพื้นผิวแสดงให้เห็นว่าการพ่นทรายช่วยลดปริมาณรูพรุนใต้ผิวลงได้ 22% ซึ่งช่วยลดตำแหน่งที่อาจเกิดรอยแตกภายใต้แรงเครียดเชิงกล
การพ่นสีและการเคลือบด้วยไฟฟ้า: การรวมกันระหว่างความสวยงามและการป้องกันอย่างครอบคลุม
การเคลือบด้วยไฟฟ้าเพื่อความหนาของฟิล์มที่สม่ำเสมอและการป้องกันการกัดกร่อนทั่วทั้งพื้นผิว
การเคลือบอี (E-coating) หรือที่รู้จักกันในชื่อการเคลือบด้วยไฟฟ้า (electrophoretic coating) ให้ผิวเคลือบที่สม่ำเสมอมาก โดยจะสร้างฟิล์มบางหนาประมาณ 15 ถึง 25 ไมครอน ซึ่งสามารถใช้งานได้ดีแม้กับรูปทรงที่ซับซ้อน สิ่งที่ทำให้กระบวนการนี้โดดเด่นคือความสามารถในการเข้าถึงพื้นที่และมุมต่างๆ ที่ยากต่อการเข้าถึง ซึ่งมีความสำคัญอย่างยิ่งสำหรับชิ้นส่วนอลูมิเนียมที่ขึ้นรูปด้วยแรงดันซึ่งนำไปใช้ในสภาพแวดล้อมที่รุนแรง เช่น เรือ หรืออุปกรณ์อิเล็กทรอนิกส์กลางแจ้ง การทดสอบด้วยหมอกเกลือ (salt spray) แสดงให้เห็นว่าพื้นผิวที่เคลือบนี้สามารถทนต่อสนิมได้นานระหว่าง 750 ถึง 1,000 ชั่วโมง ก่อนที่จะเริ่มมีสัญญาณของสนิม ตามรายงานการวิจัยจาก Ponemon ในปี 2023 ซึ่งนานกว่าการพ่นสีทั่วไปถึงสามเท่า นอกจากนี้ เนื่องจากเกือบทุกสีที่ใช้ในกระบวนการนี้สามารถนำกลับมาใช้ใหม่ได้ผ่านระบบรีไซเคิล ผู้ผลิตจึงพบว่าวิธีนี้สอดคล้องกับมาตรฐานสิ่งแวดล้อม ISO 14001 ได้อย่างดีเยี่ยม และไม่มีปัญหาเรื่องสีหยดหรือขอบที่ไม่เรียบเสมือนวิธีการอื่นๆ

งานพ่นสีแบบกำหนดเองเพื่อความสวยงามที่สอดคล้องกับแบรนด์ และการเคลือบสีเพื่อการป้องกัน
เพื่อคงสีสันสดใสให้ดูใหม่อยู่เสมอ แม้จะผ่านการถูกแสงแดดมาเป็นเวลาหนึ่งทศวรรษ ผู้ผลิตจึงหันไปใช้เม็ดสีที่ต้านทานรังสี UV ร่วมกับเคลือบเงาคุณภาพสูง ตามรายงานวิจัยที่เผยแพร่ในงาน Automotive Finishes Study ปี 2022 ชิ้นส่วนที่ถูกทาสีด้วยสูตรพิเศษเหล่านี้ยังคงความแวววาวไว้ได้ประมาณ 95% หลังจากผ่านการทดสอบ QUV เป็นเวลา 5,000 ชั่วโมง ซึ่งเลียนแบบสภาพอากาศที่รุนแรง สำหรับการใช้งาน เช่น ปั๊มอุตสาหกรรม หรืออุปกรณ์ทางการแพทย์ ที่ทั้งรูปลักษณ์และความปลอดภัยมีความสำคัญ พลาสติกเคลือบที่เสริมด้วยเซรามิกสามารถป้องกันรอยขีดข่วนได้อย่างยอดเยี่ยม โดยมีค่าความแข็งระดับ 3H ตามการทดสอบดินสอ และยังผ่านเกณฑ์ทั้งหมดขององค์การอาหารและยาแห่งสหรัฐอเมริกา (FDA) สำหรับพื้นผิวที่สัมผัสกับผลิตภัณฑ์ อีกทั้งวิศวกรยังชื่นชอบความลงตัวระหว่างรูปลักษณ์และความทนทานนี้ด้วย ข้อมูลล่าสุดจาก Materials Performance แสดงให้เห็นว่า วิศวกรประมาณ 8 ใน 10 คน รายงานว่าสามารถยืดอายุการใช้งานของชิ้นส่วนได้เพิ่มขึ้นประมาณ 40% เมื่อใช้เทคโนโลยีการเคลือบที่ทันสมัยเหล่านี้
การเลือกผิวสัมผัสที่เหมาะสมตามข้อกำหนดของการใช้งาน
การถ่วงดุลความต้องการด้านหน้าที่ การใช้งาน และประสิทธิภาพ
การเลือกผิวสัมผัสที่ถูกต้องหมายถึงการจับคู่สิ่งที่ชิ้นส่วนต้องการจริง ๆ เข้ากับวิธีการใช้งานในสถานการณ์จริง สำหรับชิ้นส่วนที่ต้องรับน้ำหนักมาก ตัวเลือกที่ทนต่อการสึกหรอ เช่น การชุบออกไซด์แบบแข็ง (hard coat anodizing) จะให้ผลดีที่สุดในระบบเชิงกล เมื่อทำงานใกล้น้ำ โดยเฉพาะในสภาพแวดล้อมน้ำเค็ม ชั้นผิวสัมผัสจะต้องสามารถต้านทานการกัดกร่อนได้ในระยะยาว ข้อมูลอุตสาหกรรมล่าสุดแสดงให้เห็นว่าประมาณสามในสี่ของชิ้นส่วนที่เสียหายเกิดจากชั้นผิวเคลือบที่ไม่เหมาะสมกับสภาพแวดล้อม การเลือกผิวสัมผัส ผู้ผลิตควรพิจารณาหลายปัจจัย เช่น ความสามารถในการยึดเกาะกับวัสดุพื้นฐาน สารเคมีที่อาจมีอยู่ซึ่งอาจทำลายชั้นผิวได้ และความสามารถในการทนต่อการเปลี่ยนแปลงอุณหภูมิโดยไม่เสื่อมสภาพ สิ่งพื้นฐานเหล่านี้มักถูกละเลย แต่มีความสำคัญอย่างยิ่งต่ออายุการใช้งานของชิ้นส่วน

การประเมินสภาพแวดล้อมที่สัมผัส: ละอองเกลือ ความชื้น และความเครียดจากความร้อน
ชิ้นส่วนที่ติดตั้งในพื้นที่ชายฝั่ง หรือชิ้นส่วนที่สัมผัสกับเกลือถนนและสารละลายหิมะ มีประโยชน์อย่างมากจากการใช้การเคลือบแบบอิเล็กโทรโฟรีซิส (e-coating) หรือการเคลือบแบบโครเมตคอนเวอร์ชัน วิธีเหล่านี้สามารถลดการเกิดสนิมได้ประมาณ 60 ถึง 90 เปอร์เซ็นต์ เมื่อเทียบกับพื้นผิวโลหะธรรมดาที่ไม่มีการป้องกัน ในพื้นที่ที่อุณหภูมิสูงกว่า 300 องศาฟาเรนไฮต์เป็นประจำ การเคลือบด้วยเซรามิกมักทนทานได้ดีกว่าสีทั่วไปหรือการเคลือบอินทรีย์อื่นๆ เมื่อเผชิญกับรอบการให้ความร้อนและทำให้เย็นซ้ำๆ เป็นระยะเวลานาน ส่วนในสถานประกอบการที่ต้องควบคุมระดับความชื้นอย่างแม่นยำ การเคลือบแบบผง (powder coatings) อาจเป็นทางเลือกที่ประหยัดค่าใช้จ่ายได้ ตราบใดที่มีการเตรียมพื้นผิวด้วยกระบวนการล้างฟอสเฟตอย่างเหมาะสมก่อน เพื่อให้การยึดเกาะของชั้นเคลือบกับพื้นผิวมีประสิทธิภาพ และป้องกันการหลุดลอกในอนาคต
ต้นทุนเทียบกับความสวยงามในการผลิตชิ้นส่วนหล่อตายตามสั่งปริมาณมาก
กระบวนการอะโนไดซ์มักมีค่าใช้จ่ายอยู่ระหว่างห้าสิบเซนต์ถึงหนึ่งดอลลาร์ยี่สิบต่อชิ้น แม้ว่าโดยทั่วไปแล้วจะช่วยประหยัดเงินในระยะยาว เนื่องจากไม่จำเป็นต้องพ่นสีเพิ่มเติมในสิ่งของเช่น ขอบตกแต่งรถยนต์หรืออุปกรณ์อิเล็กทรอนิกส์ เมื่อบริษัทต่างๆ พิจารณาผลิตสินค้าจำนวนมากจริงๆ เช่น มากกว่าห้าหมื่นหน่วย การเคลือบผงจะกลายเป็นทางเลือกที่คุ้มค่ากว่า โดยมีต้นทุนประมาณสามสิบถึงแปดสิบเซนต์ต่อชิ้น เพราะแห้งเร็วกว่าและต้องการแรงงานน้อยลงในขั้นตอนการผลิต ชิ้นส่วนที่ลูกค้าไม่เห็นอาจใช้วิธีอื่นที่ถูกกว่า เช่น การพ่นทรายหรือการเคลือบด้วยฟิล์มเคมี วิธีเหล่านี้ยังคงให้การป้องกันที่เพียงพอ ในขณะที่ลดต้นทุนลงได้ราวสี่สิบถึงหกสิบเปอร์เซ็นต์ เมื่อเทียบกับการตกแต่งแบบหรูหรา จึงเหมาะมากสำหรับชิ้นส่วนภายในผลิตภัณฑ์ที่รูปลักษณ์ไม่สำคัญเท่ากับการทำงาน
คำถามที่พบบ่อย
พื้นผิวตกแต่งประเภทหลักสำหรับชิ้นส่วนที่ผลิตด้วยการหล่อตายมีอะไรบ้าง
พื้นผิวเคลือบที่ใช้ทั่วไป ได้แก่ การชุบออกซิเดชัน (anodizing), การพาวเดอร์โค้ตติ้ง, การบำบัดด้วยสารเคมีเพื่อเปลี่ยนแปลงทางเคมี และการเคลือบแบบอิเล็กโทรโฟรีซิส (e-coating) แต่ละประเภทมีข้อดีเฉพาะตัวในด้านความต้านทานการกัดกร่อน ความต้านทานการสึกหรอ และความสวยงาม
การตกแต่งพื้นผิวมีผลต่อความทนทานของชิ้นส่วนที่ขึ้นรูปด้วยแม่พิมพ์อย่างไร
การตกแต่งพื้นผิวช่วยเพิ่มความทนทานโดยการให้ชั้นเคลือบป้องกันที่สามารถต้านทานการกัดกร่อน การสึกหรอ และความเสียหายจากสิ่งแวดล้อม ซึ่งช่วยยืดอายุการใช้งานของชิ้นส่วน ลดค่าใช้จ่ายในการบำรุงรักษาและการเปลี่ยนชิ้นส่วน
สามารถปรับแต่งพื้นผิวเคลือบให้เหมาะสมกับการใช้งานเฉพาะด้านได้หรือไม่
ได้ พื้นผิวเคลือบสามารถปรับแต่งให้ตรงตามข้อกำหนดเฉพาะของการใช้งาน โดยการเลือกวัสดุ สี และวิธีการบำบัดที่เหมาะสม ซึ่งจะช่วยให้มั่นใจได้ถึงประสิทธิภาพและการใช้งานที่ยาวนานภายใต้สภาวะที่แตกต่างกัน
ข้อแตกต่างระหว่างการชุบออกซิเดชัน (anodizing) และการพาวเดอร์โค้ตติ้งคืออะไร
การอโนไดซ์จะสร้างชั้นออกไซด์บางๆ บนพื้นผิวอลูมิเนียม ซึ่งให้ความต้านทานการกัดกร่อนได้ดีเยี่ยมและเพิ่มความแข็งของผิว ส่วนการเคลือบผงจะใช้ชั้นโพลิเมอร์ที่หนากว่า ทำให้มีความต้านทานต่อการแตกร้าวได้ดีกว่าและมีความหลากหลายของสีมากกว่า
การเลือกการตกแต่งผิวมีข้อพิจารณาเรื่องสิ่งแวดล้อมหรือไม่
การตกแต่งผิวแบบสมัยใหม่หลายประเภทเป็นมิตรต่อสิ่งแวดล้อม โดยใช้กระบวนการที่ปล่อยสาร VOC ต่ำ เทคนิคอย่างการเคลือบผงและการเคลือบด้วยไฟฟ้า (e-coating) มักสอดคล้องกับมาตรฐานสิ่งแวดล้อม ทำให้เป็นตัวเลือกที่เหมาะสมสำหรับการผลิตอย่างยั่งยืน
สารบัญ
- การเคลือบผิวช่วยเพิ่มประสิทธิภาพและความทนทานของชิ้นส่วนหล่อตายได้อย่างไร
-
อะโนไดซ์และพาวเดอร์โค้ตติ้ง: ตัวเลือกผิวเคลือบที่มีสมรรถนะสูง
- การชุบอะโนไดซ์เพื่อความแข็ง ความสวยงาม และการป้องกันการกัดกร่อน
- การพาวเดอร์โค้ทติ้งเพื่อความต้านทานการแตกร้าว ความหลากหลายของสี และการเคลือบที่สม่ำเสมอ
- เปรียบเทียบการออกซิเดชันและการเคลือบผงบนโลหะผสม ADC12 และโลหะผสมที่คล้ายกัน
- กรณีศึกษา: โครงปั๊มขึ้นรูปสำหรับยานยนต์ที่ใช้ผิวเคลือบแบบอโนไดซ์และผงเคลือบ
- การเตรียมผิวก่อนด้วยกระบวนการทางเคมีและกลไกเพื่อการยึดเกาะของชั้นเคลือบที่เหมาะสมที่สุด
- การพ่นสีและการเคลือบด้วยไฟฟ้า: การรวมกันระหว่างความสวยงามและการป้องกันอย่างครอบคลุม
- การเลือกผิวสัมผัสที่เหมาะสมตามข้อกำหนดของการใช้งาน
-
คำถามที่พบบ่อย
- พื้นผิวตกแต่งประเภทหลักสำหรับชิ้นส่วนที่ผลิตด้วยการหล่อตายมีอะไรบ้าง
- การตกแต่งพื้นผิวมีผลต่อความทนทานของชิ้นส่วนที่ขึ้นรูปด้วยแม่พิมพ์อย่างไร
- สามารถปรับแต่งพื้นผิวเคลือบให้เหมาะสมกับการใช้งานเฉพาะด้านได้หรือไม่
- ข้อแตกต่างระหว่างการชุบออกซิเดชัน (anodizing) และการพาวเดอร์โค้ตติ้งคืออะไร
- การเลือกการตกแต่งผิวมีข้อพิจารณาเรื่องสิ่งแวดล้อมหรือไม่