



Как поверхностная отделка улучшает эксплуатационные характеристики и долговечность литых под давлением деталей
Повышение коррозионной стойкости литых под давлением деталей с помощью поверхностных обработок
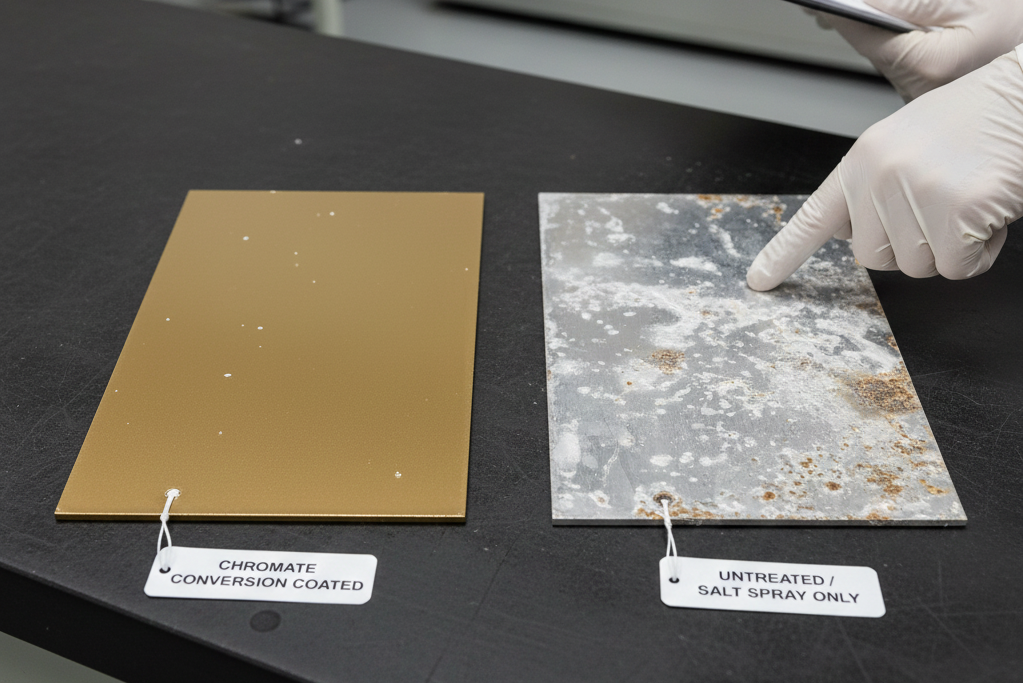
Покрытия, такие как химические превращающие обработки и анодирование, создают защитные слои, которые помогают защитить алюминиевые и цинковые сплавы от повреждений влагой, солевым туманом и вредными химикатами. Недавнее исследование NACE International показало, что алюминиевые компоненты, обработанные хроматными превращающими покрытиями, выдерживали более 500 часов испытаний в солевом тумане, что примерно на 70% дольше по сравнению с деталями без какой-либо обработки. Научная основа этих методов заключается в формировании тонких оксидных слоёв на молекулярном уровне или нанесении веществ, препятствующих коррозии. Это делает их особенно полезными для предотвращения таких проблем, как питтинговая и гальваническая коррозия, в условиях, где металл подвергается воздействию агрессивной среды — будь то лодки в океане, автомобили на дорогах или оборудование на заводах.
Повышение износостойкости и механической прочности за счёт функциональных покрытий
Покрытия, такие как твердое анодирование и керамические покрытия, наносимые напылением, повышают твердость поверхности до примерно 1500–2000 по шкале Виккерса. Это делает их очень эффективными для снижения износа деталей, таких как шестерни, компоненты гидравлических систем и различные скользящие механизмы, где поверхности постоянно соприкасаются друг с другом. После нанесения этих покрытий также применяются дополнительные процессы обработки. Дробеструйная обработка сжимает мельчайшие поверхностные зерна, что помогает деталям дольше выдерживать нагрузки со временем. Испытания показывают, что это может повысить устойчивость к разрушению при циклических нагрузках примерно на 40 процентов у деталей из литого под давлением алюминия, таких как кронштейны и шарнирные точки. Для любых компонентов, подвергающихся постоянному трению, внезапным ударам или длительному воздействию жидкостей под высоким давлением, такие улучшения поверхности играют решающую роль, определяя разницу между регулярным техническим обслуживанием и неожиданными поломками.

Обеспечение долгосрочной надежности за счет правильного выбора покрытия поверхности
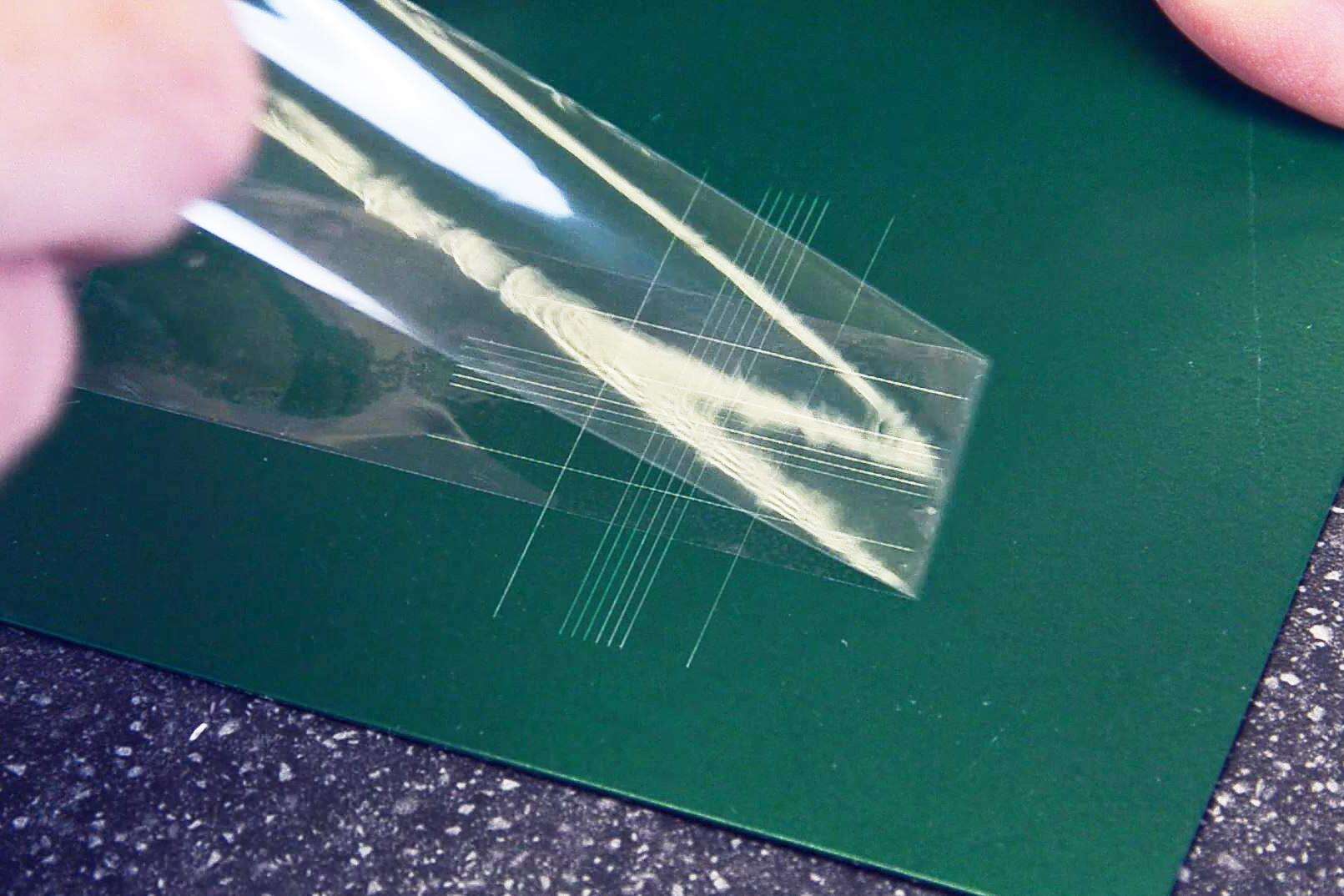
Выбор подходящей поверхностной обработки с учетом условий эксплуатации оборудования помогает избежать преждевременных поломок. Что касается электронных корпусов, используемых на открытом воздухе, то порошковые покрытия, устойчивые к УФ-излучению, значительно превосходят обычную краску при прохождении испытаний термоциклами, указанных в стандартах IEC 60068-2-14. Хирургические инструменты из нержавеющей стали требуют пассивации медицинского класса, чтобы они не повреждались и не меняли цвет после многократных циклов в автоклаве. Существует несколько способов проверки эффективности таких покрытий со временем. Испытания на адгезию методом решетчатого надреза и хорошо известное испытание по стандарту ASTM B117 на воздействие соляного тумана позволяют производителям определить, выдержат ли выбранные покрытия как атмосферные воздействия, так и физический износ, возникающий изо дня в день в реальных условиях эксплуатации.
Анодирование и порошковое покрытие: варианты высокопроизводительных поверхностных покрытий
Анодирование для повышения твердости, улучшения внешнего вида и защиты от коррозии
Процесс анодирования создает толстое оксидное покрытие на алюминиевых сплавах, таких как ADC12, что может повысить твердость поверхности примерно на 60% по сравнению с обычными необработанными поверхностями, согласно исследованию, опубликованному в журнале Material Science Journal в прошлом году. Эффективность этого электрохимического процесса заключается в создании защитного слоя, предохраняющего от воздействия воды и соли, что позволяет деталям выдерживать испытания на соляной туман в три раза дольше, чем раньше, в соответствии со стандартами ASTM. Еще одно преимущество анодирования — это возможность получения различных видов отделки: от матовой до глянцевой, а также более стойкое удержание цвета, нанесенного в процессе, по сравнению с краской. Именно поэтому анодирование широко применяется в производстве автомобильных кузовов и электронных устройств, где важны как долговечность при ежедневной эксплуатации, так и привлекательный внешний вид.
Покрытие порошковой краской для устойчивости к сколам, разнообразия цветов и равномерного нанесения
При нанесении порошкового покрытия мы в основном распыляем полимерную смолу с использованием статического электричества, а затем запекаем её до образования защитного слоя толщиной от 2 до 6 мил. Согласно данным EPA за 2024 год, этот метод обеспечивает около 95 % эффективности переноса, что означает значительно меньший расход материала по сравнению с традиционными методами. Испытания показывают, что он примерно в три раза лучше устойчив к сколам, чем обычные жидкие краски, при проведении испытаний на истирание по Таберу. Доступно более 5000 различных цветов по шкале RAL, а также множество вариантов текстур, поэтому производители могут точно подобрать нужный внешний вид для таких изделий, как наружная техника или строительные детали, которым необходимо выдерживать воздействие погодных условий. Кроме того, процесс не выделяет ЛОС, что делает его соответствующим экологическим стандартам, таким как правила REACH, без ущерба для качества.
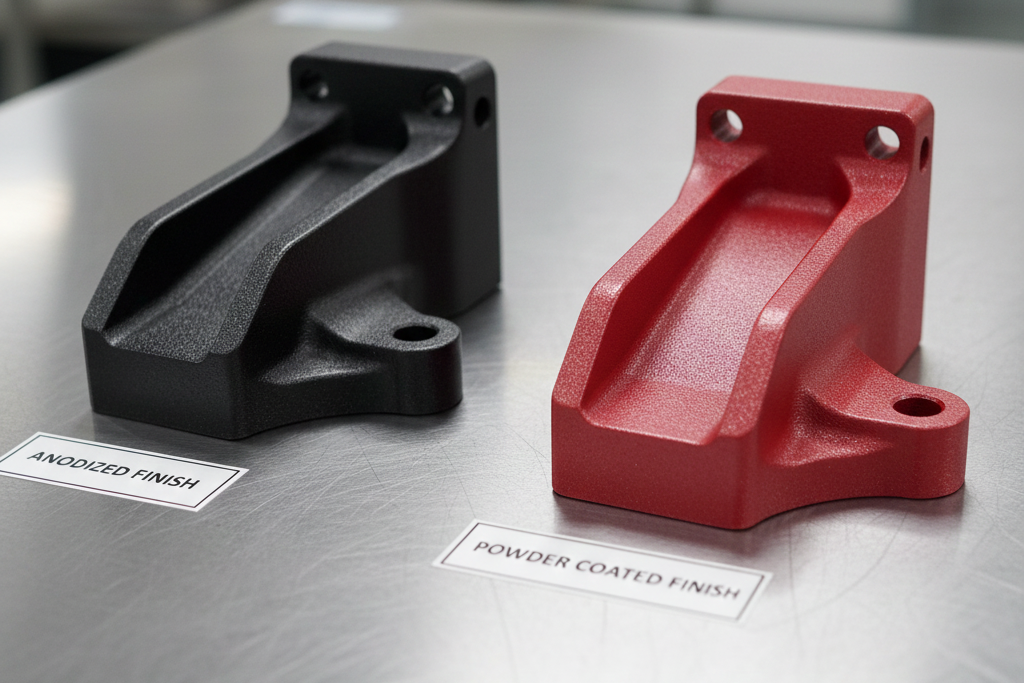
Сравнение анодирования и порошкового покрытия на сплаве ADC12 и аналогичных сплавах
| Фактор | Андомизация | Порошковое покрытие |
|---|---|---|
| Толщина покрытия | 0,5–25 мкм | 50–150 мкм |
| Стойкость к коррозии | Отлично (более 1000 часов при испытании на соляном тумане) | Очень хорошо (500–800 часов при испытании на соляном тумане) |
| Гибкость в цвете | Ограничено металлическими оттенками | Неограниченно, включая индивидуальные цвета по шкале RAL |
| Эффективность затрат | Выше для небольших партий | Ниже для крупносерийных заказов |
Пример из практики: литые корпуса для автомобилей с анодированным и порошковым покрытием
В ходе исследования 2023 года было оценено 50 000 автомобильных корпусов трансмиссий с анодированием внутренних поверхностей и порошковым покрытием внешних. Результаты показали:
- Анодированные компоненты : Отсутствие коррозии после 18 месяцев в условиях повышенной влажности
- Порошковое покрытие внешних поверхностей : Снижение выцветания под воздействием УФ-излучения на 85 % по сравнению с окрашенными поверхностями
- Комбинированный подход сократил количество годовых претензий по гарантии на 22% (Отчет по автомобильной инженерии, 2023)
Химические и механические предварительные обработки для оптимального сцепления покрытия
Химические конверсионные покрытия для защиты от коррозии и улучшения сцепления краски
Фосфатные и хроматные конверсионные покрытия цинка формируют микроскопические защитные слои на поверхностях литьевых деталей, повышая коррозионную стойкость до 40% в условиях солевого тумана по сравнению с немодифицированными сплавами (Отчет по защите материалов, 2023). Они также улучшают адгезию краски, создавая микрорельефную подложку, что снижает уровень отслаивания на 65% в применении автомобильных колес.
Дробеструйная и пескоструйная обработка для улучшения текстуры поверхности и сцепления
Абразивная обработка стальным гритом или оксидом алюминия удаляет оксиды и загрязнения, создавая профиль поверхности 2–5 мкм. Такая подготовка повышает прочность сцепления покрытия на 50–80% для алюминиевых корпусов, подвергающихся термоциклированию. Единообразная шероховатость поверхности (Ra 1,5–3,2 мкм) обеспечивает стабильное сцепление на сложных геометрических формах.
Влияние абразивной отделки на точность размеров и целостность поверхности
Хотя интенсивная пескоструйная обработка улучшает адгезию, соблюдение допусков ±0,05 мм требует тщательного выбора абразива. Угловатый стальной дробеструйный материал обеспечивает оптимальную текстуру с потерей материала менее чем на 0,3% в прецизионных деталях из цинкового сплава. Анализ целостности поверхности показывает, что обработка снижает пористость подповерхностного слоя на 22%, уменьшая количество потенциальных мест зарождения трещин при механических нагрузках.
Окраска и катодное электроосаждение: сочетание эстетики и всесторонней защиты
Катодное электроосаждение для получения равномерной толщины пленки и полной защиты от коррозии по всей поверхности
Электрофоретическое покрытие (E-покрытие) обеспечивает действительно равномерную отделку поверхности. Оно наносит тонкие пленки толщиной около 15–25 микрометров, которые эффективно работают даже на сложных формах. Особенность этого процесса заключается в его способности проникать во все труднодоступные места и углы, что особенно важно для алюминиевых литых компонентов, используемых в жестких условиях, например, на лодках или в наружных электронных устройствах. Испытания с применением соляного тумана показали, что такие покрытые поверхности могут сохраняться от 750 до 1000 часов без признаков коррозии, согласно исследованию Ponemon за 2023 год. Это примерно в три раза лучше, чем обычные распыляемые красочные покрытия. Кроме того, поскольку почти вся краска используется в процессе благодаря системам рециркуляции, производители отмечают, что метод хорошо соответствует экологическим стандартам ISO 14001. При этом полностью исключены подтеки и раздражающие неровные края, характерные для других методов.

Индивидуальная покраска для фирменной эстетики и защитных цветных покрытий
Чтобы яркие цвета оставались свежими даже спустя десять лет под воздействием солнечных лучей, производители используют пигменты, устойчивые к УФ-излучению, в сочетании с высококачественными прозрачными покрытиями. Согласно исследованию, опубликованному в Исследовании автомобильных покрытий 2022 года, детали, окрашенные с применением этих специальных составов, сохраняют около 95 % своей первоначальной блестящести после прохождения 5000 часов испытаний на установке QUV, имитирующей суровые погодные условия. Что касается таких областей применения, как промышленные насосы или медицинское оборудование, где важны как внешний вид, так и безопасность, то керамические усиленные краски обеспечивают отличную защиту от царапин, соответствующую твердости по карандашу 3H. Кроме того, они соответствуют всем необходимым требованиям FDA для поверхностей, контактирующих с продуктами. Инженеры высоко ценят это сочетание внешнего вида и долговечности. Согласно последним данным из Materials Performance, примерно 8 из 10 инженеров сообщают, что могут увеличить срок службы компонентов примерно на 40 % при использовании этих передовых технологий покрытий.
Выбор правильной отделки поверхности в зависимости от требований применения
Сочетание функциональности, условий эксплуатации и эксплуатационных характеристик
Правильный выбор отделки поверхности означает соответствие реальным потребностям детали и условиям её использования в реальных ситуациях. Для деталей, предназначенных для работы под высокими нагрузками, наиболее подходящим вариантом в механических системах является анодирование твёрдым покрытием. При эксплуатации в воде, особенно в морской среде, покрытие должно обеспечивать стойкость к коррозии на протяжении длительного времени. Согласно последним отраслевым данным, около трех четвертей всех вышедших из строя компонентов имели поверхностные покрытия, не соответствующие условиям их эксплуатации. При выборе покрытия производители должны учитывать несколько факторов, включая адгезию к основному материалу, устойчивость к воздействию химических веществ и способность выдерживать перепады температур без деградации. Эти базовые аспекты зачастую упускают из виду, однако именно они во многом определяют долговечность компонентов.

Оценка условий эксплуатации: соляной туман, влажность и термические нагрузки
Детали, расположенные в прибрежных районах или контактирующие с дорожной солью и реагентами для обледенения, действительно выигрывают от таких методов обработки, как электроосаждение (e-coating) или хроматное пассивирование. Эти методы снижают образование ржавчины примерно на 60–90 процентов по сравнению с обычными необработанными металлическими поверхностями. В условиях, где температура регулярно превышает 300 градусов по Фаренгейту, керамические покрытия показывают значительно лучшую стойкость по сравнению с обычной краской или другими органическими покрытиями при многократных циклах нагрева и охлаждения. А для предприятий, которым необходимо точно контролировать уровень влажности, порошковые покрытия могут быть довольно экономичным выбором, если их наносить после соответствующей фосфатной очистки, что способствует надёжному сцеплению с поверхностью и предотвращает последующее отслаивание.
Соотношение стоимости и внешнего вида при массовом производстве индивидуальных литых деталей
Процесс анодирования обычно стоит от пятидесяти центов до одного доллара двадцати центов за деталь, хотя в долгосрочной перспективе он обычно позволяет сэкономить деньги, поскольку не требует дополнительных этапов окрашивания, например, для автомобильных молдингов или электронных устройств. Когда компании рассматривают производство очень больших партий, скажем, более пятидесяти тысяч единиц, порошковое покрытие становится более выгодным вариантом с финансовой точки зрения. Его стоимость составляет около тридцати–восьмидесяти центов за единицу, поскольку оно быстрее высыхает и требует меньше рабочей силы в процессе производства. Детали, которые не будут видны клиентам, иногда могут обойтись более дешёвыми альтернативами, такими как пескоструйная обработка или нанесение химических плёнок. Эти методы по-прежнему обеспечивают достаточную защиту, при этом снижая затраты примерно на сорок–шестьдесят процентов по сравнению с дорогими декоративными покрытиями, поэтому они отлично подходят для внутренних компонентов изделий, где внешний вид менее важен, чем функциональность.
Часто задаваемые вопросы
Какие основные типы поверхностных покрытий для деталей, полученных литьём под давлением?
Распространенные виды поверхностной отделки включают анодирование, порошковое покрытие, химические превращения и электроосаждение. Каждый из них обладает уникальными преимуществами с точки зрения устойчивости к коррозии, износу и эстетической привлекательности.
Как поверхностная отделка влияет на долговечность деталей литья под давлением?
Поверхностная отделка повышает долговечность за счет нанесения защитных покрытий, устойчивых к коррозии, износу и воздействию окружающей среды. Это продлевает срок службы деталей, снижая затраты на обслуживание и замену.
Можно ли адаптировать поверхностную отделку для конкретных применений?
Да, поверхностную отделку можно адаптировать под конкретные требования применения, выбирая подходящие материалы, цвета и методы обработки. Это обеспечивает оптимальную производительность и долговечность в различных условиях.
В чем разница между анодированием и порошковым покрытием?
Анодирование создает тонкий оксидный слой на алюминиевых поверхностях, обеспечивая отличную коррозионную стойкость и высокую твердость поверхности. Порошковое покрытие наносит более толстый полимерный слой, обеспечивая превосходную устойчивость к сколам и разнообразие цветов.
Есть ли экологические аспекты при выборе видов поверхностной отделки?
Многие современные виды поверхностной отделки являются экологически безопасными и используют процессы с низким уровнем выбросов летучих органических соединений. Методы, такие как порошковое покрытие и электроосаждение, часто соответствуют экологическим стандартам, что делает их подходящим выбором для устойчивого производства.
Содержание
- Как поверхностная отделка улучшает эксплуатационные характеристики и долговечность литых под давлением деталей
-
Анодирование и порошковое покрытие: варианты высокопроизводительных поверхностных покрытий
- Анодирование для повышения твердости, улучшения внешнего вида и защиты от коррозии
- Покрытие порошковой краской для устойчивости к сколам, разнообразия цветов и равномерного нанесения
- Сравнение анодирования и порошкового покрытия на сплаве ADC12 и аналогичных сплавах
- Пример из практики: литые корпуса для автомобилей с анодированным и порошковым покрытием
- Химические и механические предварительные обработки для оптимального сцепления покрытия
- Окраска и катодное электроосаждение: сочетание эстетики и всесторонней защиты
- Выбор правильной отделки поверхности в зависимости от требований применения
-
Часто задаваемые вопросы
- Какие основные типы поверхностных покрытий для деталей, полученных литьём под давлением?
- Как поверхностная отделка влияет на долговечность деталей литья под давлением?
- Можно ли адаптировать поверхностную отделку для конкретных применений?
- В чем разница между анодированием и порошковым покрытием?
- Есть ли экологические аспекты при выборе видов поверхностной отделки?