



ഉപരിതല പൂർത്തിയാക്കൽ ഡൈ കാസ്റ്റ് ഭാഗങ്ങളുടെ പ്രകടനവും ആയുസ്സും എങ്ങനെ മെച്ചപ്പെടുത്തുന്നു
ഉപരിതല ചികിത്സകൾ വഴി ഡൈ കാസ്റ്റ് ഭാഗങ്ങളിലെ ക്ഷയനിരോധന ശേഷി മെച്ചപ്പെടുത്തുന്നു
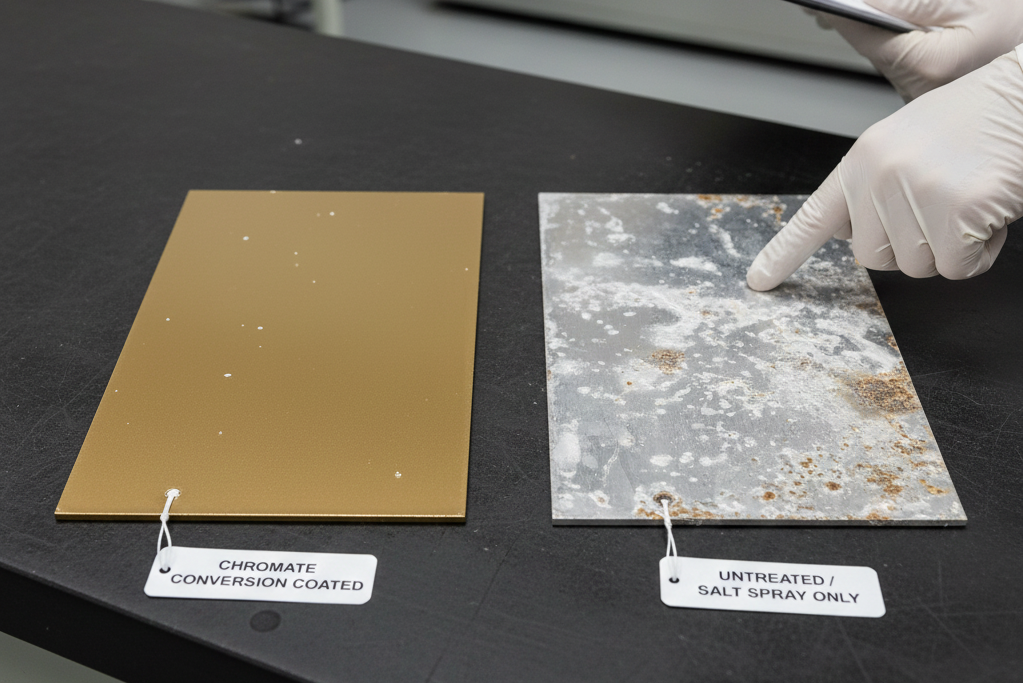
അലുമിനിയം, സിങ്ക് അലോയ്കൾ എന്നിവ തേയ്മാനത്തിനും ഉപ്പ് തളിക്കലിനും ഹാനികരമായ രാസവസ്തുക്കൾക്കുമെതിരെ സംരക്ഷണം നൽകുന്ന പാളികൾ രൂപീകരിക്കുന്നതിനായി രാസപരമായ പരിവർത്തന ചികിത്സകളും അനോഡൈസിംഗും പോലെയുള്ള പൂശൽ പദ്ധതികൾ ഉപയോഗിക്കുന്നു. NACE ഇന്റർനാഷണലിൽ നിന്നുള്ള ഒരു പുതിയ പഠനം ക്രോമേറ്റ് പരിവർത്തന പൂശലുകൾ ഉപയോഗിച്ച് ചികിത്സ ചെയ്ത അലുമിനിയം ഘടകങ്ങൾ ഉപ്പ് തളിക്കൽ പരിശോധനയിൽ 500 മണിക്കൂറിൽ കൂടുതൽ നീണ്ടുനിന്നെന്ന് കണ്ടെത്തി, ഇത് ഒന്നും ചികിത്സ ചെയ്യാത്ത ഭാഗങ്ങളുമായി താരതമ്യപ്പെടുത്തുമ്പോൾ ഏകദേശം 70% കൂടുതലാണ്. ഈ ചികിത്സകളുടെ പിന്നിലെ ശാസ്ത്രം ആണവ തലത്തിൽ മേൽപ്പൊടി ഓക്സൈഡ് പാളികൾ രൂപീകരിക്കുകയോ ക്ഷയം സംഭവിക്കാതിരിക്കാൻ സഹായിക്കുന്ന വസ്തുക്കൾ പൂശുകയോ ചെയ്യുന്നതിൽ ഉൾപ്പെടുന്നു. ഇത് സമുദ്രത്തിലെ ബോട്ടുകൾ, റോഡുകളിലെ കാറുകൾ, ഫാക്ടറികളിൽ ഉപയോഗിക്കുന്ന ഉപകരണങ്ങൾ തുടങ്ങിയ കഠിനമായ സാഹചര്യങ്ങളിൽ ലോഹം പുറംതള്ളപ്പെടുന്ന സ്ഥലങ്ങളിൽ പിറ്റിംഗ്, ഗാൽവാനിക് ക്ഷയം തുടങ്ങിയ പ്രശ്നങ്ങൾ തടയുന്നതിന് വളരെ ഉപയോഗപ്രദമാക്കുന്നു.
ഫംഗ്ഷണൽ ഫിനിഷുകളിലൂടെ ധരിക്കാനുള്ള പ്രതിരോധവും യാന്ത്രിക സുസ്ഥിരതയും മെച്ചപ്പെടുത്തുന്നു
കഠിന പൂശൽ അനോഡീകരണം, താപം ഉപയോഗിച്ച് പൂശിയ സെറാമിക് പൂശലുകൾ തുടങ്ങിയ ഉപരിതല ചികിത്സകൾ വിക്കേഴ്സ് സ്കെയിലിൽ 1500-2000 ഓളം ഉപരിതല കഠിനത വർദ്ധിപ്പിക്കുന്നു. ഗിയർ, ഹൈഡ്രോളിക് സിസ്റ്റം ഘടകങ്ങൾ, ഉരുളുന്ന ഉപരിതലങ്ങൾ തമ്മിൽ തുടർച്ചയായി ഘർഷണം സംഭവിക്കുന്ന വിവിധ സ്ലൈഡിംഗ് മെക്കാനിസങ്ങൾ തുടങ്ങിയ ഭാഗങ്ങളിലെ ധരിപ്പിനെ കുറയ്ക്കുന്നതിന് ഇവ വളരെ ഫലപ്രദമാണ്. ഈ പൂശലുകൾ പ്രയോഗിച്ച ശേഷം ചില പോസ്റ്റ് ചികിത്സാ പ്രക്രിയകളും ഉൾപ്പെടുത്തുന്നു. ചെറിയ ഉപരിതല ധാന്യങ്ങളെ സംകുചിപ്പിക്കുന്നതിലൂടെ ഷോട്ട് പീനിംഗ് പ്രവർത്തിക്കുന്നു, ഇത് സമയത്തിനനുസരിച്ച് പതിവായി സമ്മർദ്ദം അനുഭവിക്കുന്ന ഭാഗങ്ങൾക്ക് കൂടുതൽ കാലം നിലനിൽക്കാൻ സഹായിക്കുന്നു. ഡൈ കാസ്റ്റ് അലുമിനിയം കൊണ്ട് നിർമ്മിച്ച ബ്രാക്കറ്റുകൾ, പിവറ്റ് പോയിന്റുകൾ പോലുള്ളവയിൽ ആവർത്തിച്ചുള്ള ഭാരം ഏൽക്കുന്നതിൽ നിന്ന് തകരാറിനെ പ്രതിരോധിക്കുന്നതിൽ ഇത് ഏകദേശം 40 ശതമാനം മെച്ചപ്പെടുത്തുന്നതായി പരിശോധനകൾ കാണിക്കുന്നു. തുടർച്ചയായ ഘർഷണം, പെട്ടെന്നുള്ള ആഘാതങ്ങൾ, ദീർഘനേരം ഉയർന്ന മർദ്ദത്തിലുള്ള ദ്രാവകങ്ങളിൽ സ്ഥാപിച്ചിരിക്കുന്ന എന്നിവയെ നേരിടുന്ന ഏതൊരു ഘടകത്തിനും, സാധാരണ പരിപാലന ഇടവേളകൾക്കും പ്രതീക്ഷിക്കാത്ത തകരാറുകൾക്കും ഇടയിൽ ഈ തരത്തിലുള്ള ഉപരിതല മെച്ചപ്പെടുത്തലുകൾ വ്യത്യാസം സൃഷ്ടിക്കുന്നു.

ശരിയായ ഉപരിതല പൂർത്തിയുടെ തിരഞ്ഞെടുപ്പിലൂടെ ദീർഘകാല വിശ്വസനീയത ഉറപ്പാക്കുക
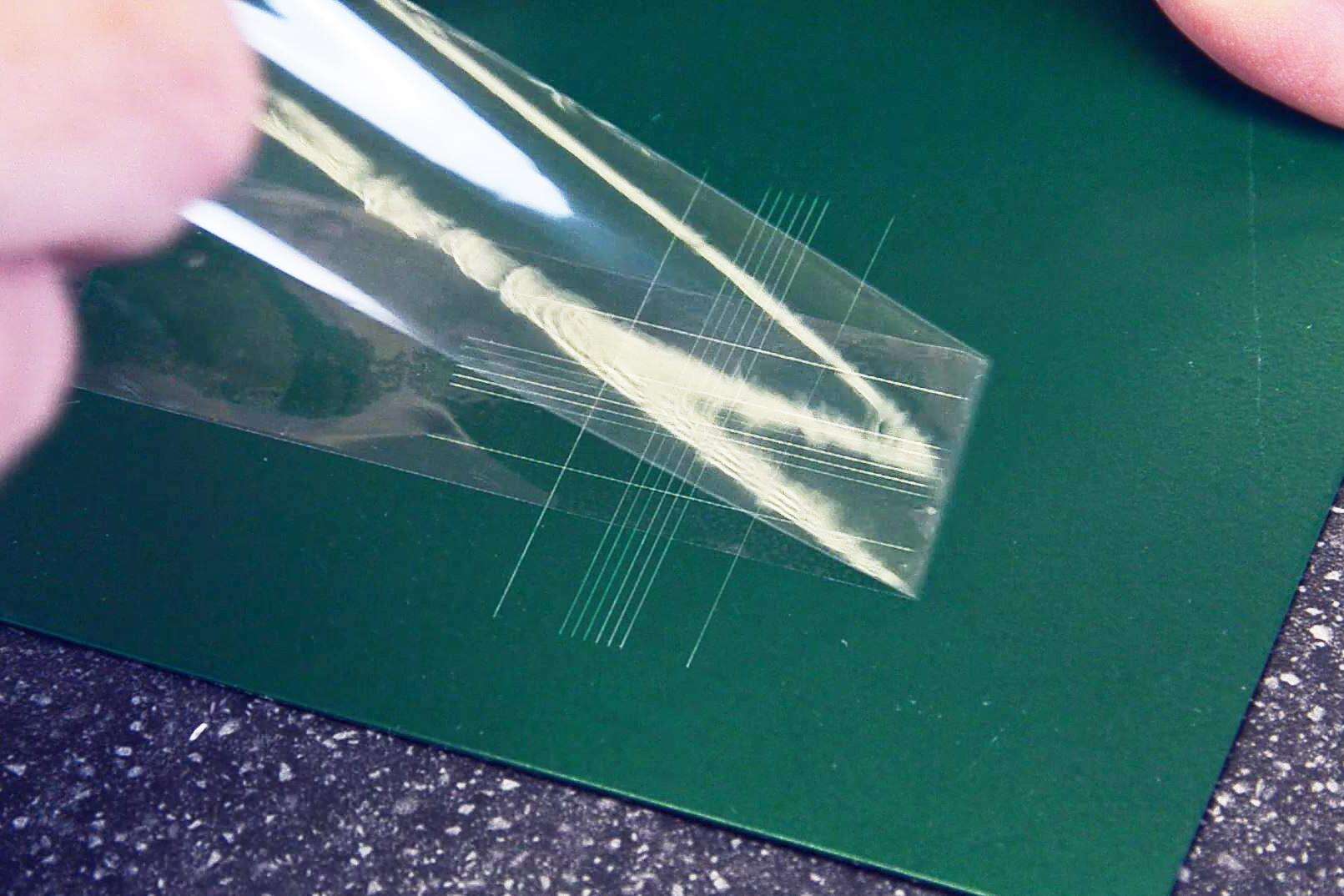
ഉപകരണങ്ങൾ യഥാർത്ഥ സാഹചര്യങ്ങളിൽ നേരിടുന്നതിന് അനുസൃതമായി ശരിയായ ഉപരിതല ചികിത്സ തിരഞ്ഞെടുക്കുന്നത് ആദ്യകാല തകരാറുകൾ ഒഴിവാക്കാൻ സഹായിക്കുന്നു. പുറത്ത് ഉപയോഗിക്കുന്ന ഇലക്ട്രോണിക് എൻക്ലോഷറുകളെ സംബന്ധിച്ചിടത്തോളം, IEC 60068-2-14 സ്റ്റാൻഡേർഡുകളിൽ നിർദ്ദേശിച്ചിരിക്കുന്ന താപ ചക്ര പരിശോധനകളിൽ വെച്ചാൽ സാധാരണ പെയിന്റിനെ തോൽപ്പിക്കുന്നത് UV പ്രതിരോധശേഷിയുള്ള പൗഡർ കോട്ടിംഗുകളാണ്. സ്റ്റെയിൻലെസ് സ്റ്റീൽ ഉപയോഗിച്ച് നിർമ്മിച്ച ശസ്ത്രക്രിയാ ഉപകരണങ്ങൾക്ക് ആവശ്യമായത് മെഡിക്കൽ ഗ്രേഡ് പാസിവേഷനാണ്, അത് ഓട്ടോക്ലേവിൽ നിരവധി ചക്രങ്ങൾക്ക് ശേഷം അവയ്ക്ക് കേടാകാനോ നിറം മാറാനോ അനുവദിക്കില്ല. ഈ കോട്ടിംഗുകൾ കാലക്രമേണ ശരിയായി പ്രവർത്തിക്കുന്നുണ്ടോ എന്ന് പരിശോധിക്കാൻ നിരവധി മാർഗ്ഗങ്ങളുണ്ട്. ക്രോസ് കട്ട് അഡ്ഹെഷൻ പരിശോധനകളും പഴയ വിശ്വസനീയമായ ASTM B117 ഉപ്പ് പുക പരിശോധനയും തിരഞ്ഞെടുത്ത ഫിനിഷുകൾക്ക് യഥാർത്ഥ സേവന പരിസരങ്ങളിൽ ദിവസേന നേരിടേണ്ടി വരുന്ന കാലാവസ്ഥയെയും ഭൗതിക ധരിപ്പിനെയും നിലനിർത്താൻ കഴിയുമോ എന്ന് നിർമ്മാതാക്കൾക്ക് പറഞ്ഞുകൊടുക്കുന്നു.
അനോഡൈസിംഗും പൗഡർ കോട്ടിംഗും: ഉയർന്ന പ്രകടനമുള്ള ഉപരിതല പൂർത്തിയുടെ ഓപ്ഷനുകൾ
കാഠിന്യത്തിനും, സൗന്ദര്യത്തിനും, ക്ഷയനഷ്ട പരിരക്ഷയ്ക്കുമുള്ള അനോഡൈസിംഗ്
ADC12 പോലുള്ള അലുമിനിയം അലോയ്കളിൽ ഒരു കനത്ത ഓക്സൈഡ് പൂ coating തവരയുണ്ടാക്കുന്ന അനോഡൈസിംഗ് പ്രക്രിയ, കഴിഞ്ഞ വർഷം Material Science Journal-ൽ പ്രസിദ്ധീകരിച്ച ഗവേഷണപ്രകാരം സാധാരണ ചികിത്സാ ചെയ്യാത്ത ഉപരിതലങ്ങളുമായി താരതമ്യപ്പെടുത്തുമ്പോൾ ഉപരിതല കാഠിന്യം ഏകദേശം 60% വരെ വർദ്ധിപ്പിക്കും. ഈ ഇലക്ട്രോകെമിക്കൽ ചികിത്സയെ ഇത്ര ഫലപ്രദമാക്കുന്നത് ജലനാശത്തിനും ഉപ്പിനുമെതിരെ ഒരു പരിരക്ഷാ പാളി നിർമ്മിക്കുന്ന രീതിയാണ്, ഇതിനാൽ ഭാഗങ്ങൾ ASTM സ്റ്റാൻഡേർഡുകൾ പ്രകാരം മുമ്പത്തേതിനേക്കാൾ മൂന്ന് ഇരട്ടി കാലം ഉപ്പ് സ്പ്രേ പരിശോധനകൾ സഹിക്കാൻ കഴിയും. അനോഡൈസിംഗിന്റെ മറ്റൊരു മികച്ച ഗുണം? ഇതിന് മാറ്റ് മുതൽ മിനുസമുള്ള രൂപകല്പനകൾ വരെ വിവിധ ഫിനിഷുകൾ ലഭ്യമാണ്, കൂടാതെ പ്രക്രിയയ്ക്കിടെ പ്രയോഗിക്കുന്ന നിറങ്ങൾ പെയിന്റിനേക്കാൾ വളരെ നല്ല രീതിയിൽ സ്ഥിരത പുലർത്തുന്നു. അതിനാലാണ് ഉൽപ്പന്നങ്ങൾക്ക് ദൈനംദിന ഉപയോഗത്തിനിടെ നല്ല രൂപതയും സേവനകാലവും ആവശ്യമുള്ള കാറുകളുടെ ബാഹ്യഭാഗങ്ങളിലും ഉപകരണങ്ങളിലും ഇത് വ്യാപകമായി ഉപയോഗിക്കുന്നത്.
ചിപ്പ് പ്രതിരോധത്തിനും, നിറ വൈവിധ്യത്തിനും, സമനില പൂരിപ്പിനുമുള്ള പൌഡർ കോട്ടിംഗ്
പൗഡർ കോട്ടിംഗ് പ്രയോഗിക്കുമ്പോൾ, സ്റ്റാറ്റിക് വൈദ്യുതി ഉപയോഗിച്ച് അടിസ്ഥാനപരമായി ഒരു പോളിമർ റെസിൻ സ്പ്രേ ചെയ്ത് 2 മുതൽ 6 മില്ലി വരെ സംരക്ഷണാത്മക പാളി രൂപപ്പെടുന്നതുവരെ അത് ബേക്ക് ചെയ്യുന്നു. 2024-ലെ EPA ഡാറ്റ പ്രകാരം, ഈ രീതി ഏകദേശം 95% ട്രാൻസ്ഫർ ക്ഷമത നേടുന്നു, അതിനർത്ഥം സാധാരണ രീതികളുമായി താരതമ്യപ്പെടുത്തുമ്പോൾ വളരെ കുറഞ്ഞ മെറ്റീരിയൽ പാഴാകുന്നു എന്നാണ്. ടാബർ ഘർഷണ പരിശോധനകൾക്ക് വിധേയമാക്കിയാൽ സാധാരണ ദ്രാവക പെയിന്റിനേക്കാൾ മൂന്ന് ഇരട്ടി കൂടുതൽ ചിപ്പുകൾക്കെതിരെ പ്രതിരോധിക്കാൻ കഴിയുമെന്ന് പരിശോധനകൾ തെളിയിക്കുന്നു. RAL നിറങ്ങളുടെ 5,000-ലധികം വ്യത്യസ്ത ഓപ്ഷനുകളും വിവിധ ടെക്സ്ചർ ഓപ്ഷനുകളും ലഭ്യമാണ്, അതിനാൽ കാലാവസ്ഥയെ നേരിടേണ്ട പുറത്തെ യന്ത്രങ്ങൾ അല്ലെങ്കിൽ കെട്ടിട ഭാഗങ്ങൾ പോലുള്ള കാര്യങ്ങൾക്കായി ആവശ്യമായ ഏത് രൂപവും നിർമ്മാതാക്കൾക്ക് യഥാർത്ഥത്തിൽ ചേർക്കാൻ കഴിയും. കൂടാതെ, REACH നിയമങ്ങൾ പോലുള്ള പരിസ്ഥിതി സ്റ്റാൻഡേർഡുകൾക്ക് അനുസൃതമായി ഗുണനിലവാരത്തിന് ഒരു ഇടിവുമില്ലാതെ തന്നെ യാതൊരു VOC-കളും ഉൾപ്പെടുന്നില്ല.
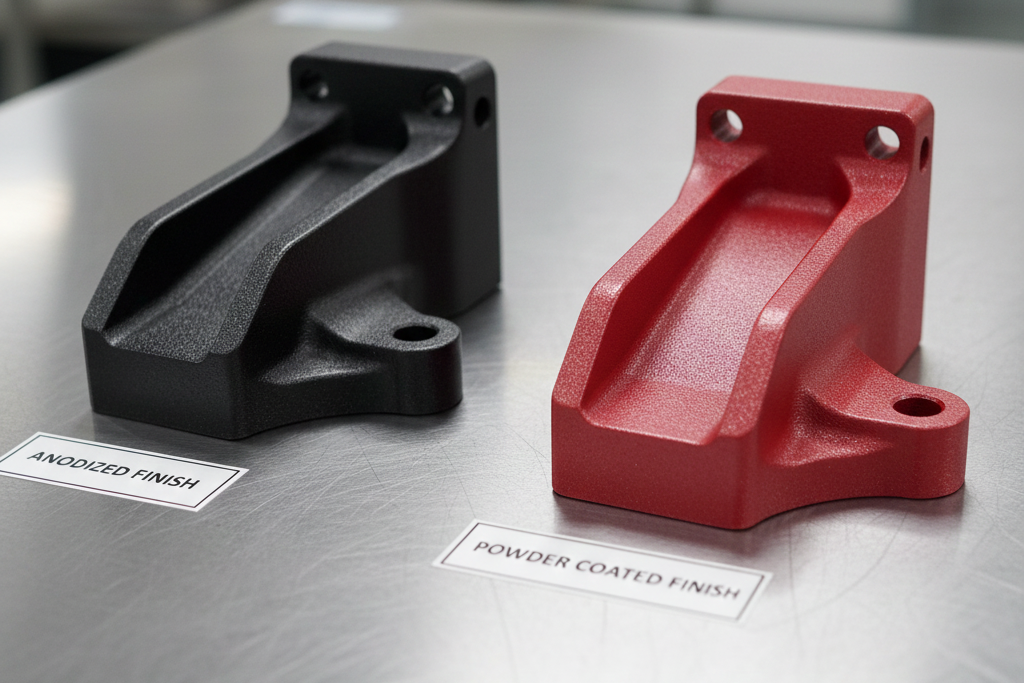
ADC12 ഉം സമാന അലോയ്കളും ഉപയോഗിച്ച് അനോഡൈസിംഗും പൗഡർ കോട്ടിംഗും താരതമ്യം ചെയ്യുന്നു
| ഘടകം | ആനോഡിസിംഗ് | പൗഡർ കോട്ടിംഗ് |
|---|---|---|
| കോട്ടിംഗ് തിക്ക് | 0.5–25 µm | 50–150 µm |
| ക്ഷയനിരോധനം | മികച്ചത് (1,000+ മണിക്കൂർ ഉപ്പ് സ്പ്രേ) | വളരെ നല്ലത് (500–800 മണിക്കൂർ ഉപ്പ് സ്പ്രേ) |
| നിറം മാറ്റാനുള്ള കഴിവ് | ലോഹവർണ്ണങ്ങളിൽ മാത്രം പരിമിതപ്പെടുത്തിയിരിക്കുന്നു | ഏത് കസ്റ്റം RAL ഉൾപ്പെടെ അനന്തമായി |
| ചെലവ് കാര്യക്ഷമത | ചെറിയ ബാച്ചുകൾക്ക് കൂടുതൽ | കൂടുതൽ അളവിൽ ഉൽപ്പാദനത്തിന് കുറവ് |
കേസ് സ്റ്റഡി: അനോഡൈസ്ഡ്, പൗഡർ-കോട്ടഡ് ഫിനിഷുകൾ ഉപയോഗിച്ച് ഓട്ടോമോട്ടീവ് ഡൈ കാസ്റ്റ് ഹൗസിംഗുകൾ
ആന്തരിക ഉപരിതലങ്ങളിൽ അനോഡൈസിംഗും പുറംഭാഗങ്ങളിൽ പൗഡർ കോട്ടിംഗും ഉപയോഗിച്ച് 50,000 ഓട്ടോമോട്ടീവ് ട്രാൻസ്മിഷൻ ഹൗസിംഗുകൾ വിലയിരുത്തിയ ഒരു 2023 പഠനം ഇതു കാണിച്ചു:
- അനോഡൈസ്ഡ് ഘടകങ്ങൾ : ഈർപ്പമുള്ള അന്തരീക്ഷത്തിൽ 18 മാസത്തിനു ശേഷം ഒരു ക്ഷയവുമില്ല
- പൗഡർ-കോട്ടഡ് എക്സ്റ്റീരിയറുകൾ : പെയിന്റ് ചെയ്ത ഉപരിതലങ്ങളുമായി താരതമ്യപ്പെടുത്തുമ്പോൾ യുവി-ആവാഹിത നിറം മങ്ങുന്നതിൽ 85% കുറവ്
- സംയുക്ത സമീപനം പ്രതിവർഷം വാറന്റി ആവശ്യങ്ങൾ 22% കുറച്ചു (ഓട്ടോമോട്ടീവ് എഞ്ചിനീയറിംഗ് റിപ്പോർട്ട് 2023)
ഉത്തമ കോട്ടിംഗ് അഡ്ഹെഷൻ ഉറപ്പാക്കുന്നതിനുള്ള രാസവും മെക്കാനിക്കൽ പ്രീ-ട്രീറ്റ്മെന്റുകൾ
ക്ലോഷൻ നിരോധനത്തിനും പെയിന്റ് ബോണ്ടിംഗിനുമുള്ള രാസ കൺവേഴ്സൻ കോട്ടിംഗുകൾ
സിങ്ക് ഫോസ്ഫേറ്റും ക്രോമേറ്റ് കൺവേഴ്സൻ കോട്ടിംഗുകളും ഡൈ കാസ്റ്റ് ഉപരിതലങ്ങളിൽ മൈക്രോസ്കെയിൽ സംരക്ഷണ പാളികൾ രൂപീകരിക്കുന്നു, ചികിത്സ ചെയ്യാത്ത അലോകളുമായി താരതമ്യപ്പെടുത്തുമ്പോൾ ഉപ്പ് സ്പ്രേ പരിസ്ഥിതിയിൽ ക്ലോഷൻ പ്രതിരോധം 40% വരെ മെച്ചപ്പെടുത്തുന്നു (മെറ്റീരിയൽസ് പ്രൊട്ടക്ഷൻ റിപ്പോർട്ട് 2023). ഒപ്പം മൈക്രോ-ടെക്സ്ചർഡ് സബ്സ്ട്രേറ്റ് സൃഷ്ടിക്കുന്നതിലൂടെ പെയിന്റ് അഡ്ഹെഷൻ മെച്ചപ്പെടുത്തുകയും ഓട്ടോമോട്ടീവ് വീൽ ആപ്ലിക്കേഷനുകളിൽ പീൽ നിരക്ക് 65% കുറയ്ക്കുകയും ചെയ്യുന്നു.
ഉപരിതല ഘടനയും അഡ്ഹെഷനും മെച്ചപ്പെടുത്തുന്നതിനുള്ള ഷോട്ട് ബ്ലാസ്റ്റിംഗും സാൻഡ് ബ്ലാസ്റ്റിംഗും
സ്റ്റീൽ ഗ്രിറ്റ് അല്ലെങ്കിൽ അലുമിനിയം ഓക്സൈഡ് ഉപയോഗിച്ച് അബ്രാസീവ് ബ്ലാസ്റ്റിംഗ് ഓക്സൈഡുകളും മലിനക്കെടുക്കലുകളും നീക്കം ചെയ്യുകയും 2–5 മൈക്രോൺ ഉപരിതല പ്രൊഫൈൽ സൃഷ്ടിക്കുകയും ചെയ്യുന്നു. ഈ തയ്യാറെടുപ്പ് താപ ചക്രത്തിന് വിധേയമായ പൌഡർ-കോട്ട് ചെയ്ത അലുമിനിയം ഹൗസിംഗുകൾക്ക് കോട്ടിംഗ് അഡ്ഹെഷൻ ശക്തി 50–80% വരെ വർദ്ധിപ്പിക്കുന്നു. സങ്കീർണ്ണമായ ജ്യാമിതികളിൽ കൂടെ സ്ഥിരമായ ബോണ്ടിംഗ് ഉറപ്പാക്കുന്നതിന് ഏകീഭവിച്ച ഉപരിതല ചതുപ്പ് (Ra 1.5–3.2 µm) ആവശ്യമാണ്.
അബ്രാസീവ് ഫിനിഷിംഗിന്റെ അളവ് കൃത്യതയ്ക്കും ഉപരിതല സമഗ്രതയ്ക്കുമുള്ള സ്വാധീനം
അഡ്ഹെഷൻ മെച്ചപ്പെടുത്തുന്നതിന് കർശനമായ ബ്ലാസ്റ്റിംഗ് ഉപയോഗപ്രദമാണെങ്കിലും, ±0.05 mm ടോളറൻസുകൾ പിന്തുടരാൻ മാധ്യമത്തിന്റെ ശ്രദ്ധാപൂർവ്വമായ തിരഞ്ഞെടുപ്പ് ആവശ്യമാണ്. കോണോടുകൂടിയ സ്റ്റീൽ ഷോട്ട് ഉയർന്ന കൃത്യതയുള്ള സിങ്ക് ഡൈ കാസ്റ്റ് ഭാഗങ്ങളിൽ 0.3% ലും കുറഞ്ഞ മെറ്റീരിയൽ നഷ്ടത്തോടെ ഏറ്റവും മികച്ച ഘടന നൽകുന്നു. ഉപരിതല സമഗ്രതാ വിശകലനം ബ്ലാസ്റ്റിംഗ് യാന്ത്രിക പ്രതിബലത്തിന് കീഴിൽ പിളർച്ച ആരംഭിക്കാനുള്ള സാധ്യത കുറയ്ക്കുന്നതിന് ഉപരിതല പൊറോസിറ്റി 22% കുറയ്ക്കുന്നു എന്ന് സൂചിപ്പിക്കുന്നു.
പെയിന്റിംഗും ഇ-കോട്ടിംഗും: സൗന്ദര്യവും സമഗ്രമായ സംരക്ഷണവും ഒരുമിച്ച് ചേർക്കൽ
ഏകീഭവിച്ച ഫിലിം തിക്കും മുഴുവൻ ഉപരിതലത്തിലുമുള്ള ക്ഷയ പ്രതിരോധത്തിനുമുള്ള ഇ-കോട്ടിംഗ്
ഇലക്ട്രോഫൊറ്റിക് കോട്ടിംഗ് എന്നറിയപ്പെടുന്ന ഇ-കോട്ടിംഗ്, ശരിക്കും സ്ഥിരമായ ഉപരിതല പൂർത്തിയാക്കൽ നൽകുന്നു. സങ്കീർണ്ണമായ ആകൃതികളിലും പ്രവർത്തിക്കുന്ന 15 മുതൽ 25 മൈക്രോമീറ്റർ വരെ പൊടിച്ച പൂശ്ശികൾ ഇത് പ്രയോഗിക്കുന്നു. ഈ പ്രക്രിയയെ പ്രത്യേകതപ്പെടുത്തുന്നത് അത് എത്താൻ പ്രയാസമുള്ള സ്ഥലങ്ങളിലും മൂലകളിലും വരെ എത്തുന്നതാണ്, ബോട്ടുകളിലോ പുറത്തുള്ള ഇലക്ട്രോണിക് ഉപകരണങ്ങളിലോ പോലെയുള്ള കഠിനമായ സാഹചര്യങ്ങളിലേക്ക് പോകുന്ന അലുമിനിയം ഡൈ കാസ്റ്റ് ഘടകങ്ങൾക്ക് ഇത് വളരെ പ്രധാനമാണ്. 2023-ൽ പോൺമാൻ നടത്തിയ ചില പഠനങ്ങൾ പ്രകാരം, ഉപ്പ് സ്പ്രേ പരിശോധനകൾ ഈ പൂശിയ ഉപരിതലങ്ങൾ റuസ്റ്റ് കാണിക്കുന്നതിന് മുമ്പ് 750 മുതൽ 1000 മണിക്കൂർ വരെ നിലനിൽക്കുമെന്ന് കാണിച്ചിട്ടുണ്ട്. സാധാരണ സ്പ്രേ പെയിന്റ് ജോലികളെ അപേക്ഷിച്ച് ഏകദേശം മൂന്ന് ഇരട്ടി മികച്ചതാണിത്. കൂടാതെ, പുനരുപയോഗ കുളങ്ങളുടെ സഹായത്തോടെ ഈ പ്രക്രിയയിൽ ഏതാണ്ട് എല്ലാ പെയിന്റും ഉപയോഗിക്കുന്നതിനാൽ, നിർമ്മാതാക്കൾ ഇത് ISO 14001 പരിസ്ഥിതി സ്റ്റാൻഡേർഡുകൾ മികച്ച രീതിയിൽ പാലിക്കുന്നതായി കണ്ടെത്തുന്നു. മറ്റ് രീതികളിൽ കാണപ്പെടുന്ന തുള്ളികൾ അല്ലെങ്കിൽ അസമമായ അരികുകൾ പോലുള്ള അസൗകര്യങ്ങളെക്കുറിച്ച് ആർക്കും വിഷമിക്കേണ്ടതില്ല.

ബ്രാൻഡ് അനുയോജ്യമായ സൌന്ദര്യശാസ്ത്രവും സംരക്ഷണാത്മക നിറ പൂർത്തിയാക്കലുകളും ഉറപ്പാക്കുന്ന കസ്റ്റം പെയിന്റിംഗ്
സൂര്യന്റെ പ്രകാശത്തിന് പത്ത് വർഷത്തിലേറെ കാലം വിധേയമായിട്ടും ഈ ചുവപ്പും മഞ്ഞയും നിറങ്ങൾ പുതുമപോലെ തുടരാൻ, ഉൽപ്പാദകർ യുവി-പ്രതിരോധമുള്ള നിറവുകളെയും ഉയർന്ന നിലവാരമുള്ള ക്ലിയർകോട്ടുകളെയും ആശ്രയിക്കുന്നു. 2022 ഓട്ടോമോട്ടീവ് ഫിനിഷുകളിലെ പഠനത്തിൽ പ്രസിദ്ധീകരിച്ച ഗവേഷണ പ്രകാരം, ഈ പ്രത്യേക സൂത്രവാക്യങ്ങൾ ഉപയോഗിച്ച് പെയിന്റ് ചെയ്ത ഭാഗങ്ങൾക്ക് കനത്ത കാലാവസ്ഥാ സാഹചര്യങ്ങളെ അനുകരിക്കുന്ന 5,000 മണിക്കൂർ QUV പരിശോധനകൾക്ക് ശേഷം അവയുടെ യഥാർത്ഥ മിനുപ്പിന്റെ ഏകദേശം 95% നിലനിർത്താൻ കഴിയും. പ്രത്യക്ഷപ്പെടുന്നത് പ്രധാനമാണെങ്കിലും സുരക്ഷ പ്രാഥമികമായി വരുന്ന വ്യാവസായിക പമ്പുകൾ അല്ലെങ്കിൽ മെഡിക്കൽ ഉപകരണങ്ങൾ പോലുള്ള ഉപയോഗങ്ങളിൽ എത്തുമ്പോൾ, 3H പെൻസിൽ കാഠിന്യ നിലവാരത്തിൽ ഉരസലിനെതിരെ മികച്ച സംരക്ഷണം നൽകുന്ന സെറാമിക് മെച്ചപ്പെടുത്തിയ പെയിന്റുകൾ ലഭ്യമാക്കുന്നു. കൂടാതെ ഉൽപ്പന്നങ്ങളുമായി ബന്ധപ്പെടുന്ന ഉപരിതലങ്ങൾക്കായി FDA ആവശ്യകതകൾ എല്ലാം ഇവ പാലിക്കുന്നു. രൂപവും ദൈർഘ്യവും ഒരുപോലെ ഇഷ്ടപ്പെടുന്ന എഞ്ചിനീയർമാർക്കും ഈ സംയോജനം വളരെ പ്രിയപ്പെട്ടതാണ്. മെറ്റീരിയൽസ് പെർഫോമൻസിൽ നിന്നുള്ള പുതിയ വിവരങ്ങൾ പറയുന്നത് ഈ സംവിധാന കോട്ടിംഗ് സാങ്കേതികവിദ്യകൾ ഉപയോഗിക്കുമ്പോൾ ഘടകങ്ങളുടെ ആയുസ്സ് ഏകദേശം 40% വരെ വർദ്ധിപ്പിക്കാൻ എഞ്ചിനീയർമാരിൽ ഏകദേശം 80% പേർക്ക് കഴിയുമെന്നാണ്.
അപ്ലിക്കേഷൻ ആവശ്യങ്ങൾ അടിസ്ഥാനമാക്കി ശരിയായ സർഫേസ് ഫിനിഷ് തിരഞ്ഞെടുക്കൽ
ഫങ്ഷൻ, പരിസ്ഥിതി, പ്രകടന ആവശ്യങ്ങൾ എന്നിവ തുല്യതാപിടിച്ചിരിക്കൽ
ഒരു ഭാഗത്തിന് യഥാർത്ഥത്തിൽ ആവശ്യമായത് യഥാർത്ഥ ലോക സാഹചര്യങ്ങളിൽ അത് എങ്ങനെ ഉപയോഗിക്കപ്പെടുമെന്നതുമായി ചേർത്തുനോക്കിയാൽ തന്നെയാണ് സർഫേസ് ഫിനിഷ് ശരിയാകുന്നത്. കനത്ത ഭാരങ്ങൾ നിർവഹിക്കേണ്ട ഭാഗങ്ങൾക്ക്, ഹാർഡ് കോട്ട് അനോഡൈസിങ് പോലുള്ള ധരിക്കാവുന്ന ഓപ്ഷനുകൾ മെക്കാനിക്കൽ സംവിധാനങ്ങളിൽ ഏറ്റവും മികച്ചതാണ്. വെള്ളത്തിനടുത്ത്, പ്രത്യേകിച്ച് ഉപ്പുവെള്ള പരിസ്ഥിതികളിൽ പ്രവർത്തിക്കുമ്പോൾ, സമയത്തിനനുസരിച്ച് കോറോഷനെതിരെ ഫിനിഷ് നിലനിൽക്കണം. സമീപകാല വ്യവസായ ഡാറ്റ പ്രകാരം പരാജയപ്പെട്ട ഘടകങ്ങളിൽ ഏകദേശം മൂന്നിൽ രണ്ട് എണ്ണത്തിന്റെ സർഫേസ് ചികിത്സകൾ അവയുടെ പരിസ്ഥിതിയുമായി യോജിച്ചിരുന്നില്ല. ഒരു ഫിനിഷ് തിരഞ്ഞെടുക്കുമ്പോൾ, അടിസ്ഥാന മെറ്റീരിയലിൽ എത്രത്തോളം ശക്തമായി പിടിച്ചുനിൽക്കുന്നു, നിലവിലുള്ള രാസവസ്തുക്കൾ അത് വിഘടിപ്പിക്കുമോ, താപനില മാറ്റങ്ങൾ ദോഷമില്ലാതെ എതിർക്കാൻ കഴിയുമോ എന്നിവ ഉൾപ്പെടെയുള്ള ഘടകങ്ങൾ നിർമ്മാതാക്കൾ പരിഗണിക്കണം. ഈ അടിസ്ഥാന കാര്യങ്ങൾ പലപ്പോഴും അവഗണിക്കപ്പെടുന്നു, എന്നാൽ ഘടകത്തിന്റെ ദൈർഘ്യകാലായുസ്സിന് വലിയ വ്യത്യാസം സൃഷ്ടിക്കുന്നു.

സാൾട്ട് സ്പ്രേ, ആർദ്രത, താപ സമ്മർദ്ദം എന്നിവയുടെ സാഹചര്യങ്ങൾ വിലയിരുത്തൽ
കടൽത്തീരങ്ങളിൽ സ്ഥിതിചെയ്യുന്ന ഭാഗങ്ങളോ റോഡുകളിലെ ഉപ്പോ അല്ലെങ്കിൽ ഐസ് ഉരുക്കാൻ ഉപയോഗിക്കുന്ന ഏജന്റുകളുമായി ബന്ധപ്പെടുന്ന ഭാഗങ്ങളോ e-കോട്ടിംഗ് അല്ലെങ്കിൽ ക്രോമേറ്റ് പരിവർത്തന പൂശ്ശികൾ പോലെയുള്ള ചികിത്സകളിൽ നിന്ന് വളരെയധികം ഗുണം ഉണ്ടാകും. സംരക്ഷിക്കാത്ത ലോഹ ഉപരിതലങ്ങളുമായി താരതമ്യപ്പെടുത്തുമ്പോൾ ഈ രീതികൾ റuസ്റ്റ് രൂപീകരണം 60 മുതൽ 90 ശതമാനം വരെ കുറയ്ക്കും. താപനിലകൾ പതിവായി 300 ഫാരൻഹീറ്റിന് മുകളിൽ എത്തുന്ന സ്ഥലങ്ങളെക്കുറിച്ച് പറയുമ്പോൾ, സാധാരണ പെയിന്റ് അല്ലെങ്കിൽ മറ്റ് ഓർഗാനിക് പൂശ്ശികളെ അപേക്ഷിച്ച് സെറാമിക് അടിസ്ഥാനമാക്കിയ പൂശ്ശികൾ സമയക്രമത്തിൽ ആവർത്തിച്ച് ചൂടാക്കുന്നതും തണുപ്പിക്കുന്നതുമായ ചക്രങ്ങൾക്ക് വിധേയമാകുമ്പോൾ വളരെ മികച്ച രീതിയിൽ പ്രതിരോധിക്കും. കൃത്യമായ ആർദ്രതാ നില നിയന്ത്രിക്കേണ്ട സൗകര്യങ്ങൾക്ക്, ഫോസ്ഫേറ്റ് വൃത്തിയാക്കൽ പ്രക്രിയകൾക്ക് ശേഷം പൊടി പൂശ്ശികൾ പ്രയോഗിക്കുന്നത് വളരെ സാമ്പത്തികമായ തിരഞ്ഞെടുപ്പായിരിക്കും, ഇത് പിന്നീട് പൊള്ളി പോകാതെ ഉപരിതലത്തിൽ ശരിയായി ഒട്ടിക്കാൻ സഹായിക്കുന്നു.
കസ്റ്റം ഡൈ കാസ്റ്റ് ഭാഗങ്ങളുടെ ഉയർന്ന ഉൽപാദനത്തിൽ ചെലവ് എതിരെ സൌന്ദര്യം
ആനോഡൈസിംഗ് പ്രക്രിയയ്ക്ക് സാധാരണയായി ഓരോ ഭാഗത്തിനും അമ്പത് സെന്റ് മുതൽ ഒരു ഡോളർ ഇരുപത് വരെ ചെലവാകുന്നു, എന്നാൽ ദീർഘകാലാടിസ്ഥാനത്തിൽ ഇത് പണം ലാഭിക്കുന്നു, കാരണം കാർ ട്രിമ്മുകൾ അല്ലെങ്കിൽ ഇലക്ട്രോണിക് ഉപകരണങ്ങൾ പോലുള്ള കാര്യങ്ങൾക്ക് അധിക പെയിന്റിംഗ് ഘട്ടങ്ങൾ ആവശ്യമില്ല. യഥാർത്ഥത്തിൽ അമ്പതിനായിരത്തിൽ കൂടുതൽ യൂണിറ്റുകൾ പോലുള്ള വളരെ വലിയ അളവിൽ ഉൽപ്പാദിപ്പിക്കാൻ കമ്പനികൾ ആലോചിക്കുമ്പോൾ, പൊടി കോട്ടിംഗ് സാമ്പത്തികമായി മികച്ച തിരഞ്ഞെടുപ്പാണ്. ഇത് ഓരോ ഇനത്തിനും മുപ്പത് മുതൽ എൺപത് സെന്റ് വരെ വരുന്നു, കാരണം ഇത് വേഗത്തിൽ ഉണങ്ങുകയും ഉൽപ്പാദന സമയത്ത് കുറഞ്ഞ ജോലിക്കാർ ആവശ്യമാണ്. ഉപഭോക്താക്കൾക്ക് കാണാൻ കഴിയാത്ത ഭാഗങ്ങൾക്ക് ചിലപ്പോൾ മണൽ ബ്ലാസ്റ്റിംഗ് അല്ലെങ്കിൽ രാസ ഫിലിമുകൾ പുരട്ടുന്നത് പോലുള്ള ചെലവു കുറഞ്ഞ പകരം ഉപയോഗിക്കാം. ഈ രീതികൾ ഇപ്പോഴും മതിയായ സംരക്ഷണം നൽകുന്നു, കൂടാതെ ആഡംബര ഡെക്കറേറ്റീവ് ഫിനിഷുകളുമായി താരതമ്യപ്പെടുത്തുമ്പോൾ 40 മുതൽ 60 ശതമാനം വരെ ചെലവ് കുറയ്ക്കുന്നു, അതിനാൽ ഉൽപ്പന്നങ്ങളുടെ ഉള്ളിലുള്ള ഭാഗങ്ങൾക്ക് രൂപം പ്രവർത്തനത്തേക്കാൾ കുറഞ്ഞ പ്രാധാന്യം നൽകുമ്പോൾ ഇവ മികച്ചതാണ്.
എഫ്ക്യു
ഡൈ കാസ്റ്റ് ഭാഗങ്ങൾക്കുള്ള പ്രധാന ഉപരിതല ഫിനിഷുകൾ ഏതൊക്കെയാണ്?
അനോഡൈസിംഗ്, പൗഡർ കോട്ടിംഗ്, രാസപരമായ പരിവർത്തന ചികിത്സകൾ, ഇ-കോട്ടിംഗ് എന്നിവയാണ് സാധാരണ ഉപരിതല പൂർത്തിയാക്കൽ രീതികൾ. ക്ഷയനം, ഘർഷണം, സൗന്ദര്യാത്മക ആകർഷണം എന്നിവയുടെ കാര്യത്തിൽ ഓരോന്നും അതിന്റേതായ ഗുണങ്ങൾ നൽകുന്നു.
ഉപരിതല പൂർത്തിയാക്കൽ ഡൈ കാസ്റ്റ് ഭാഗങ്ങളുടെ സുദൃഢതയെ എങ്ങനെ ബാധിക്കുന്നു?
ഉപരിതല പൂർത്തിയാക്കൽ ക്ഷയനത്തിനും, ഘർഷണത്തിനും, പരിസ്ഥിതി നാശത്തിനും എതിരായി സംരക്ഷണ പൂട്ടുകൾ നൽകുന്നതിലൂടെ സുദൃഢത മെച്ചപ്പെടുത്തുന്നു. ഇത് ഭാഗങ്ങളുടെ ആയുസ്സ് നീട്ടുകയും പരിപാലനവും മാറ്റിസ്ഥാപിക്കലും ചെലവ് കുറയ്ക്കുകയും ചെയ്യുന്നു.
പ്രത്യേക ആവശ്യങ്ങൾക്കായി ഉപരിതല പൂർത്തിയാക്കൽ കസ്റ്റമൈസ് ചെയ്യാമോ?
അതെ, അനുയോജ്യമായ മെറ്റീരിയലുകൾ, നിറങ്ങൾ, ചികിത്സാ രീതികൾ എന്നിവ തിരഞ്ഞെടുത്ത് പ്രത്യേക ആവശ്യങ്ങൾക്കനുസൃതമായി ഉപരിതല പൂർത്തിയാക്കൽ രൂപകൽപ്പന ചെയ്യാം. ഇത് വ്യത്യസ്ത സാഹചര്യങ്ങളിൽ ഉത്തമ പ്രകടനവും ദീർഘായുസ്സും ഉറപ്പാക്കുന്നു.
അനോഡൈസിംഗും പൗഡർ കോട്ടിംഗും തമ്മിലുള്ള വ്യത്യാസം എന്താണ്?
അലൂമിനിയം ഉപരിതലങ്ങളിൽ ഒരു പരുത്ത ഓക്സൈഡ് പാളി സൃഷ്ടിക്കുന്നതിന് അനോഡൈസിംഗ് ഉപയോഗിക്കുന്നു, ഇത് മികച്ച സവിശേഷതയും ഉപരിതല കഠിനതയും നൽകുന്നു. പൊടി കോട്ടിംഗ് ഒരു കനത്ത പോളിമർ പാളി പ്രയോഗിക്കുന്നു, ഇത് മികച്ച ചിപ്പ് പ്രതിരോധവും നിറ വൈവിധ്യവും നൽകുന്നു.
ഉപരിതല പൂർത്തിയിൽ പരിസ്ഥിതി പരിഗണനകൾ ഉണ്ടോ?
പല ആധുനിക ഉപരിതല പൂർത്തികളും പരിസ്ഥിതി സൗഹൃദമാണ്, കുറഞ്ഞ VOC പുറന്തള്ളലുകൾ ഉള്ള പ്രക്രിയകൾ ഉപയോഗിക്കുന്നു. പൊടി കോട്ടിംഗ്, ഇ-കോട്ടിംഗ് തുടങ്ങിയ സാങ്കേതികവിദ്യകൾ പലപ്പോഴും പരിസ്ഥിതി മാനദണ്ഡങ്ങൾക്ക് അനുസൃതമായിരിക്കും, ഇത് സുസ്ഥിര നിർമ്മാണത്തിന് അനുയോജ്യമായ തിരഞ്ഞെടുപ്പുകൾ ആക്കുന്നു.
ഉള്ളടക്ക ലിസ്റ്റ്
- ഉപരിതല പൂർത്തിയാക്കൽ ഡൈ കാസ്റ്റ് ഭാഗങ്ങളുടെ പ്രകടനവും ആയുസ്സും എങ്ങനെ മെച്ചപ്പെടുത്തുന്നു
-
അനോഡൈസിംഗും പൗഡർ കോട്ടിംഗും: ഉയർന്ന പ്രകടനമുള്ള ഉപരിതല പൂർത്തിയുടെ ഓപ്ഷനുകൾ
- കാഠിന്യത്തിനും, സൗന്ദര്യത്തിനും, ക്ഷയനഷ്ട പരിരക്ഷയ്ക്കുമുള്ള അനോഡൈസിംഗ്
- ചിപ്പ് പ്രതിരോധത്തിനും, നിറ വൈവിധ്യത്തിനും, സമനില പൂരിപ്പിനുമുള്ള പൌഡർ കോട്ടിംഗ്
- ADC12 ഉം സമാന അലോയ്കളും ഉപയോഗിച്ച് അനോഡൈസിംഗും പൗഡർ കോട്ടിംഗും താരതമ്യം ചെയ്യുന്നു
- കേസ് സ്റ്റഡി: അനോഡൈസ്ഡ്, പൗഡർ-കോട്ടഡ് ഫിനിഷുകൾ ഉപയോഗിച്ച് ഓട്ടോമോട്ടീവ് ഡൈ കാസ്റ്റ് ഹൗസിംഗുകൾ
- ഉത്തമ കോട്ടിംഗ് അഡ്ഹെഷൻ ഉറപ്പാക്കുന്നതിനുള്ള രാസവും മെക്കാനിക്കൽ പ്രീ-ട്രീറ്റ്മെന്റുകൾ
- പെയിന്റിംഗും ഇ-കോട്ടിംഗും: സൗന്ദര്യവും സമഗ്രമായ സംരക്ഷണവും ഒരുമിച്ച് ചേർക്കൽ
- അപ്ലിക്കേഷൻ ആവശ്യങ്ങൾ അടിസ്ഥാനമാക്കി ശരിയായ സർഫേസ് ഫിനിഷ് തിരഞ്ഞെടുക്കൽ
-
എഫ്ക്യു
- ഡൈ കാസ്റ്റ് ഭാഗങ്ങൾക്കുള്ള പ്രധാന ഉപരിതല ഫിനിഷുകൾ ഏതൊക്കെയാണ്?
- ഉപരിതല പൂർത്തിയാക്കൽ ഡൈ കാസ്റ്റ് ഭാഗങ്ങളുടെ സുദൃഢതയെ എങ്ങനെ ബാധിക്കുന്നു?
- പ്രത്യേക ആവശ്യങ്ങൾക്കായി ഉപരിതല പൂർത്തിയാക്കൽ കസ്റ്റമൈസ് ചെയ്യാമോ?
- അനോഡൈസിംഗും പൗഡർ കോട്ടിംഗും തമ്മിലുള്ള വ്യത്യാസം എന്താണ്?
- ഉപരിതല പൂർത്തിയിൽ പരിസ്ഥിതി പരിഗണനകൾ ഉണ്ടോ?