



ಮೇಲ್ಮೈ ಮುಕ್ತಾಯಗಳು ಡೈ ಕಾಸ್ಟ್ ಭಾಗಗಳ ಕಾರ್ಯಕ್ಷಮತೆ ಮತ್ತು ದೀರ್ಘಾಯುಷ್ಯವನ್ನು ಹೇಗೆ ಸುಧಾರಿಸುತ್ತವೆ
ಮೇಲ್ಮೈ ಚಿಕಿತ್ಸೆಗಳ ಮೂಲಕ ಡೈ ಕಾಸ್ಟ್ ಭಾಗಗಳಲ್ಲಿ ತುಕ್ಕು ನಿರೋಧಕತೆಯನ್ನು ಸುಧಾರಿಸುವುದು
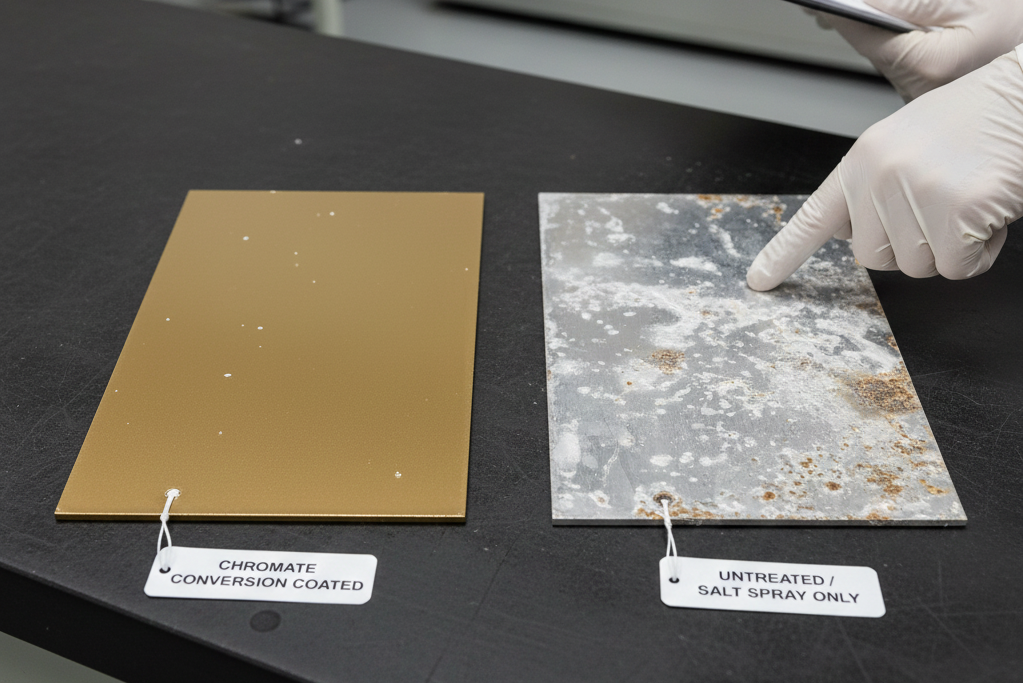
ರಾಸಾಯನಿಕ ಪರಿವರ್ತನೆ ಚಿಕಿತ್ಸೆಗಳು ಮತ್ತು ಅನೋಡೀಕರಣದಂತಹ ಲೇಪನಗಳು ಅಲ್ಯೂಮಿನಿಯಂ ಮತ್ತು ಸಿಂಕ್ ಅಲ್ಲಾಯ್ಗಳನ್ನು ತೇವಾಂಶದ ಹಾನಿ, ಉಪ್ಪಿನ ಸಿಂಪಡಿಸುವಿಕೆ ಮತ್ತು ಹಾನಿಕಾರಕ ರಾಸಾಯನಿಕಗಳಿಂದ ರಕ್ಷಿಸುವ ರಕ್ಷಣಾತ್ಮಕ ಪದರಗಳನ್ನು ರಚಿಸುತ್ತವೆ. NACE ಇಂಟರ್ನ್ಯಾಷನಲ್ನ ಇತ್ತೀಚಿನ ಅಧ್ಯಯನವು ಕ್ರೋಮೇಟ್ ಪರಿವರ್ತನೆ ಲೇಪನಗಳಿಂದ ಚಿಕಿತ್ಸೆ ಮಾಡಲಾದ ಅಲ್ಯೂಮಿನಿಯಂ ಘಟಕಗಳು ಉಪ್ಪಿನ ಸಿಂಪಡಿಸುವಿಕೆ ಪರೀಕ್ಷಣೆಯಲ್ಲಿ 500 ಗಂಟೆಗಳಿಗಿಂತ ಹೆಚ್ಚು ಕಾಲ ಉಳಿದಿವೆ, ಇದು ಯಾವುದೇ ಚಿಕಿತ್ಸೆ ಇಲ್ಲದ ಭಾಗಗಳಿಗೆ ಹೋಲಿಸಿದರೆ ಸುಮಾರು 70% ಹೆಚ್ಚು. ಈ ಚಿಕಿತ್ಸೆಗಳ ಹಿಂದಿನ ವಿಜ್ಞಾನವು ಅಣು ಮಟ್ಟದಲ್ಲಿ ಸಣ್ಣ ಆಕ್ಸೈಡ್ ಪದರಗಳನ್ನು ರಚಿಸುವುದು ಅಥವಾ ಸವೆತವನ್ನು ನಿಲ್ಲಿಸುವ ಪದಾರ್ಥಗಳನ್ನು ಅನ್ವಯಿಸುವುದನ್ನು ಒಳಗೊಂಡಿದೆ. ಇದು ಸಮುದ್ರದಲ್ಲಿನ ದೋಣಿಗಳು, ರಸ್ತೆಗಳ ಮೇಲಿನ ಕಾರುಗಳು ಅಥವಾ ಕಾರ್ಖಾನೆಗಳಲ್ಲಿ ಬಳಸುವ ಸಲಕರಣೆಗಳಂತಹ ಕಠಿಣ ಪರಿಸ್ಥಿತಿಗಳಿಗೆ ಲೋಹವು ಒಡ್ಡಿಕೊಳ್ಳುವ ಸ್ಥಳಗಳಲ್ಲಿ ಪಿಟಿಂಗ್ ಮತ್ತು ಗ್ಯಾಲ್ವಾನಿಕ್ ಸವೆತದಂತಹ ಸಮಸ್ಯೆಗಳನ್ನು ತಡೆಗಟ್ಟಲು ನಿಜವಾಗಿಯೂ ಉಪಯುಕ್ತವಾಗಿದೆ.
ಕಾರ್ಯಾತ್ಮಕ ಮು finish ಗಳೊಂದಿಗೆ ಧರಿಸುವ ನಿರೋಧಕತೆ ಮತ್ತು ಯಾಂತ್ರಿಕ ಸ್ಥಿರತೆಯನ್ನು ಹೆಚ್ಚಿಸುವುದು
ಹಾರ್ಡ್ ಕೋಟ್ ಅನೊಡೈಸಿಂಗ್ ಮತ್ತು ಥರ್ಮಲ್ ಸ್ಪ್ರೇ ಮಾಡಿದ ಸೆರಾಮಿಕ್ ಕೋಟಿಂಗ್ಗಳಂತಹ ಮೇಲ್ಮೈ ಚಿಕಿತ್ಸೆಗಳು ವಿಕರ್ಸ್ ಮಾಪಕದಲ್ಲಿ ಸುಮಾರು 1500-2000 ರ ಮೇಲ್ಮೈ ಕಠಿಣತೆಯನ್ನು ಹೆಚ್ಚಿಸುತ್ತವೆ. ಇದು ಗೇರ್ಗಳು, ಹೈಡ್ರಾಲಿಕ್ ಸಿಸ್ಟಮ್ ಘಟಕಗಳು ಮತ್ತು ಮೇಲ್ಮೈಗಳು ನಿರಂತರವಾಗಿ ಪರಸ್ಪರ ಉಜ್ಜಿಕೊಳ್ಳುವ ವಿವಿಧ ಸ್ಲೈಡಿಂಗ್ ಯಾಂತ್ರಿಕ ಭಾಗಗಳ ಮೇಲೆ ಧ್ವಂಸವಾಗುವುದನ್ನು ಕಡಿಮೆ ಮಾಡಲು ಬಹಳ ಉತ್ತಮವಾಗಿ ಕೆಲಸ ಮಾಡುತ್ತದೆ. ಈ ಕೋಟಿಂಗ್ಗಳನ್ನು ಅನ್ವಯಿಸಿದ ನಂತರ, ಕೆಲವು ಪೋಸ್ಟ್ ಚಿಕಿತ್ಸೆ ಪ್ರಕ್ರಿಯೆಗಳು ಸಹ ಪ್ರಾರಂಭವಾಗುತ್ತವೆ. ಶಾಟ್ ಪೀನಿಂಗ್ ಎಂಬುದು ಸಣ್ಣ ಮೇಲ್ಮೈ ಧಾನ್ಯಗಳನ್ನು ಒತ್ತಿಡುವ ಮೂಲಕ ಕಾರ್ಯನಿರ್ವಹಿಸುತ್ತದೆ, ಇದು ಸಮಯದೊಂದಿಗೆ ಒತ್ತಡವನ್ನು ಅನುಭವಿಸುವಾಗ ಭಾಗಗಳು ದೀರ್ಘಕಾಲ ಉಳಿಯಲು ಸಹಾಯ ಮಾಡುತ್ತದೆ. ಡೈ ಕಾಸ್ಟ್ ಅಲ್ಯೂಮಿನಿಯಂನಿಂದ ತಯಾರಿಸಲಾದ ಬ್ರಾಕೆಟ್ಗಳು ಮತ್ತು ಪಿವೊಟ್ ಪಾಯಿಂಟ್ಗಳಂತಹ ವಸ್ತುಗಳಲ್ಲಿ ಪುನರಾವರ್ತಿತ ಲೋಡಿಂಗ್ನಿಂದ ವಿರೂಪಗೊಳ್ಳುವುದನ್ನು ಸುಮಾರು 40 ಪ್ರತಿಶತದಷ್ಟು ಸುಧಾರಿಸಬಹುದು ಎಂದು ಪರೀಕ್ಷೆಗಳು ತೋರಿಸುತ್ತವೆ. ನಿರಂತರ ಘರ್ಷಣೆ, ಆಕಸ್ಮಿಕ ಹೊಡೆತಗಳನ್ನು ಎದುರಿಸುವ ಅಥವಾ ದೀರ್ಘಾವಧಿಗೆ ಹೆಚ್ಚಿನ ಒತ್ತಡದ ದ್ರವಗಳ ಅಡಿಯಲ್ಲಿ ಇರುವ ಯಾವುದೇ ಘಟಕಕ್ಕೆ, ಈ ರೀತಿಯ ಮೇಲ್ಮೈ ಸುಧಾರಣೆಗಳು ನಿಯಮಿತ ನಿರ್ವಹಣಾ ಅಂತರಾಲಗಳು ಮತ್ತು ನಿರೀಕ್ಷಿಸದ ವೈಫಲ್ಯಗಳ ನಡುವೆ ಎಲ್ಲಾ ವ್ಯತ್ಯಾಸವನ್ನು ಮಾಡುತ್ತವೆ.

ಸೂಕ್ತ ಮೇಲ್ಮೈ ಕಂಚಿನ ಆಯ್ಕೆಯ ಮೂಲಕ ದೀರ್ಘಾವಧಿಯ ವಿಶ್ವಾಸಾರ್ಹತೆಯನ್ನು ಖಾತ್ರಿಪಡಿಸುವುದು
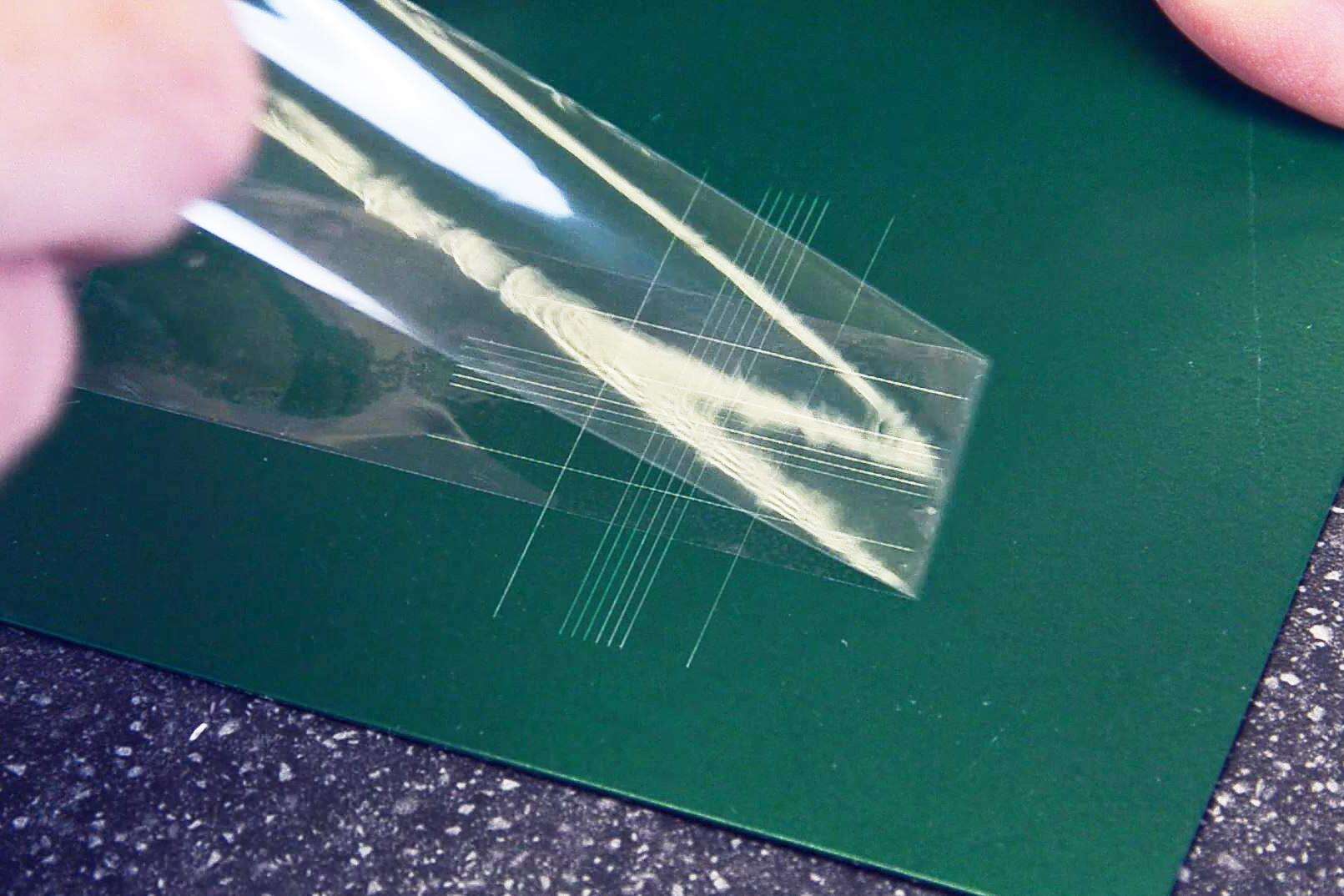
ಉಪಕರಣಗಳು ನಿಜವಾದ ಪರಿಸ್ಥಿತಿಗಳಲ್ಲಿ ಎದುರಿಸುವ ಪ್ರಕಾರ ಸರಿಯಾದ ಮೇಲ್ಮೈ ಚಿಕಿತ್ಸೆಯನ್ನು ಆಯ್ಕೆ ಮಾಡುವುದರಿಂದ ಸಮಯಾಗತ ವಿಫಲತೆಗಳನ್ನು ತಪ್ಪಿಸಬಹುದು. ಹೊರಾಂಗಣದಲ್ಲಿ ಬಳಸುವ ಎಲೆಕ್ಟ್ರಾನಿಕ್ ಎನ್ಕ್ಲೋಜರ್ಗಳ ವಿಷಯಕ್ಕೆ ಬಂದರೆ, IEC 60068-2-14 ಮಾನದಂಡಗಳಲ್ಲಿ ನಿರ್ದಿಷ್ಟಪಡಿಸಿದ ಥರ್ಮಲ್ ಸೈಕ್ಲಿಂಗ್ ಪರೀಕ್ಷೆಗಳಲ್ಲಿ ಸಾಮಾನ್ಯ ಬಣ್ಣಕ್ಕಿಂತ ಯುವಿ ನಿರೋಧಕ ಪೌಡರ್ ಕೋಟಿಂಗ್ಗಳು ಗಮನಾರ್ಹವಾಗಿ ಉತ್ತಮವಾಗಿವೆ. ಬೆಳ್ಳಿ ಉಕ್ಕಿನಿಂದ ತಯಾರಿಸಿದ ಶಸ್ತ್ರಚಿಕಿತ್ಸಾ ಸಾಧನಗಳಿಗೆ ವೈದ್ಯಕೀಯ ಗ್ರೇಡ್ ಪ್ಯಾಸಿವೇಶನ್ ಅಗತ್ಯವಿದೆ, ಇದರಿಂದ ಅವು ಆಟೋಕ್ಲೇವ್ನಲ್ಲಿ ಅನೇಕ ಬಾರಿ ಸೈಕಲ್ ಮಾಡಿದ ನಂತರ ಹಾನಿಗೊಳಗಾಗದೆ ಅಥವಾ ಬಣ್ಣ ಮಾರ್ಪಾಡು ಹೊಂದದೆ ಉಳಿಯುತ್ತವೆ. ಈ ಕೋಟಿಂಗ್ಗಳು ಸಮಯದೊಂದಿಗೆ ನಿಜವಾಗಿಯೂ ಹೇಗೆ ಕಾರ್ಯನಿರ್ವಹಿಸುತ್ತವೆ ಎಂಬುದನ್ನು ಪರೀಕ್ಷಿಸಲು ಹಲವು ಮಾರ್ಗಗಳಿವೆ. ಕ್ರಾಸ್ ಕат್ ಅಂಟಿಕೊಳ್ಳುವಿಕೆ ಪರೀಕ್ಷೆಗಳು ಮತ್ತು ಹಳೆಯ ವಿಶ್ವಾಸಾರ್ಹ ASTM B117 ಉಪ್ಪಿನ ಹೊಗೆ ಪರೀಕ್ಷೆಯು ತಮ್ಮ ಆಯ್ಕೆ ಮಾಡಿದ ಮುಕ್ತಾಯಗಳು ನಿಜವಾದ ಸೇವಾ ಪರಿಸರಗಳಲ್ಲಿ ದಿನನಿತ್ಯ ಸಂಭವಿಸುವ ಹವಾಮಾನ ಮತ್ತು ದೈಹಿಕ ಧರಿಸುವಿಕೆಯನ್ನು ತಡೆದುಕೊಳ್ಳಬಲ್ಲವೆ ಎಂಬುದನ್ನು ತಯಾರಕರಿಗೆ ತಿಳಿಸುತ್ತದೆ.
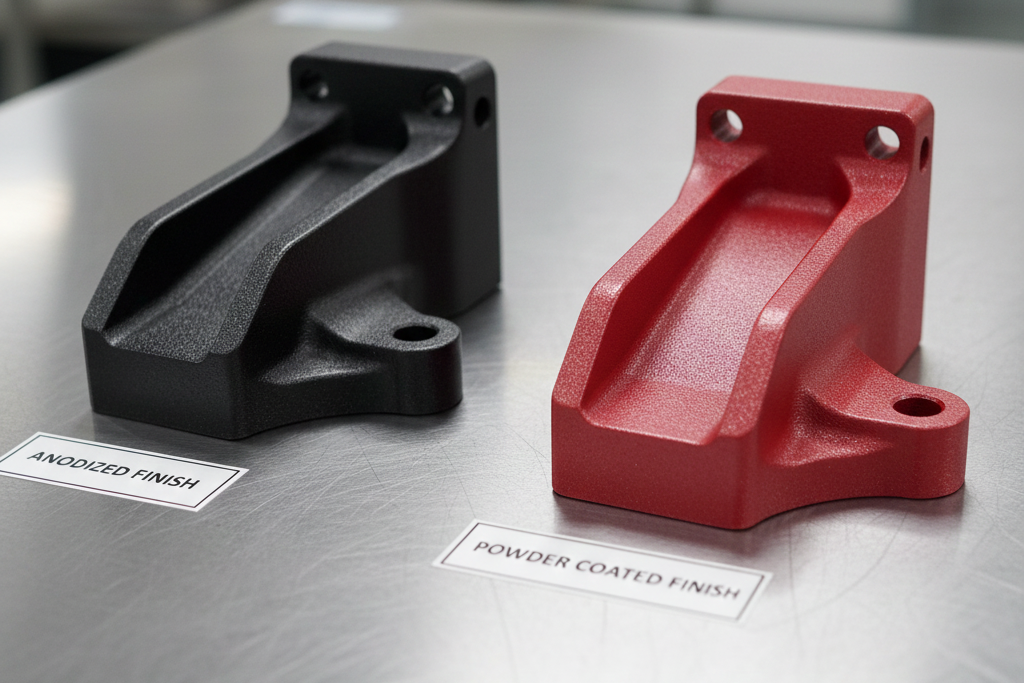
ಅನೋಡೈಸಿಂಗ್ ಮತ್ತು ಪೌಡರ್ ಕೋಟಿಂಗ್: ಉನ್ನತ ಕಾರ್ಯಕ್ಷಮತೆಯ ಮೇಲ್ಮೈ ಕಂಚು ಆಯ್ಕೆಗಳು
ಕಠಿಣತೆ, ಸೌಂದರ್ಯ ಮತ್ತು ತುಕ್ಕು ರಕ್ಷಣೆಗಾಗಿ ಅನೋಡೀಕರಣ
ಕಳೆದ ವರ್ಷ ಪ್ರಕಟವಾದ ಮೆಟೀರಿಯಲ್ ಸೈನ್ಸ್ ಜರ್ನಲ್ ನಲ್ಲಿ ಪ್ರಕಟವಾದ ಸಂಶೋಧನೆಯ ಪ್ರಕಾರ ADC12 ನಂತಹ ಅಲ್ಯೂಮಿನಿಯಂ ಮಿಶ್ರಲೋಹಗಳ ಮೇಲೆ ದಪ್ಪವಾದ ಆಕ್ಸೈಡ್ ಲೇಪನವನ್ನು ರಚಿಸುವ ಮೂಲಕ ಅನೋಡೀಕರಣ ಪ್ರಕ್ರಿಯೆ ಸಾಮಾನ್ಯ ಚಿಕಿತ್ಸೆ ಮಾಡದ ಮೇಲ್ಮೈಗಳಿಗೆ ಹೋಲಿಸಿದರೆ ಮೇಲ್ಮೈ ಕಠಿಣತೆಯನ್ನು ಸುಮಾರು 60% ರಷ್ಟು ಹೆಚ್ಚಿಸಬಲ್ಲದು. ಈ ವಿದ್ಯುತ್-ರಾಸಾಯನಿಕ ಚಿಕಿತ್ಸೆಯನ್ನು ಇಷ್ಟು ಪರಿಣಾಮಕಾರಿಯಾಗಿಸುವುದು ಏನೆಂದರೆ ನೀರಿನ ಹಾನಿ ಮತ್ತು ಉಪ್ಪಿನ ಒಡ್ಡುಗೆಯಿಂದ ರಕ್ಷಣೆ ಒದಗಿಸುವ ಮೂಲಕ ಭಾಗಗಳು ASTM ಪ್ರಮಾಣಗಳ ಪ್ರಕಾರ ಮೊದಲಿನ ಮೂರು ಪಟ್ಟು ಹೆಚ್ಚು ಕಾಲ ಉಪ್ಪಿನ ಸ್ಪ್ರೇ ಪರೀಕ್ಷೆಗಳನ್ನು ತಡೆದುಕೊಳ್ಳಬಲ್ಲವು. ಅನೋಡೀಕರಣದ ಬಗ್ಗೆ ಇನ್ನೊಂದು ಉತ್ತಮ ವಿಷಯ ಏನೆಂದರೆ? ಇದು ಮ್ಯಾಟ್ ನಿಂದ ಹಿಡಿದು ಗ್ಲಾಸಿ ವರೆಗಿನ ವಿವಿಧ ಮುಕ್ತಾಯಗಳಲ್ಲಿ ಲಭ್ಯವಿದೆ, ಹಾಗೂ ಪ್ರಕ್ರಿಯೆಯ ಸಮಯದಲ್ಲಿ ಅನ್ವಯಿಸಲಾದ ಬಣ್ಣಗಳು ಬಣ್ಣದಂತೆ ಅಂಟಿಕೊಳ್ಳುವುದಕ್ಕಿಂತ ಹೆಚ್ಚು ಚೆನ್ನಾಗಿ ಉಳಿಯುತ್ತವೆ. ಆದ್ದರಿಂದ ಉತ್ಪನ್ನಗಳು ದೈನಂದಿನ ಘರ್ಷಣೆಯನ್ನು ಎದುರಿಸುತ್ತಾ ಚೆನ್ನಾಗಿ ಕಾಣುವ ಅಗತ್ಯವಿರುವ ಕಾರುಗಳ ಹೊರಭಾಗಗಳು ಮತ್ತು ಗ್ಯಾಜೆಟ್ಗಳಲ್ಲಿ ಇದನ್ನು ವ್ಯಾಪಕವಾಗಿ ಬಳಸುತ್ತಾರೆ.
ಚಿಪ್ ನಿರೋಧಕತೆ, ಬಣ್ಣದ ವಿವಿಧತೆ ಮತ್ತು ಸಮವಾದ ಆವರಣಕ್ಕಾಗಿ ಪೌಡರ್ ಕೋಟಿಂಗ್
ಪ powder ಡರ್ ಕೋಟಿಂಗ್ ಅನ್ನು ಅನ್ವಯಿಸುವಾಗ, ನಾವು ಮೂಲಭೂತವಾಗಿ ಸ್ಥಿರ ವಿದ್ಯುತ್ತಿನ ಬಳಕೆಯೊಂದಿಗೆ ಪಾಲಿಮರ್ ರೆಸಿನ್ ಅನ್ನು ಸಿಂಪಡಿಸುತ್ತೇವೆ, ನಂತರ ಅದು 2 ರಿಂದ 6 ಮಿಲ್ ದಪ್ಪದ ರಕ್ಷಣಾತ್ಮಕ ಪದರವನ್ನು ರೂಪಿಸುವವರೆಗೆ ಅದನ್ನು ಬೇಯಿಸುತ್ತೇವೆ. 2024 ರ ಇಪಿಎ ಡೇಟಾದ ಪ್ರಕಾರ, ಈ ವಿಧಾನವು ಸುಮಾರು 95% ರಷ್ಟು ವರ್ಗಾವಣೆ ದಕ್ಷತೆಯನ್ನು ಪಡೆಯುತ್ತದೆ, ಇದರರ್ಥ ಸಾಂಪ್ರದಾಯಿಕ ವಿಧಾನಗಳಿಗೆ ಹೋಲಿಸಿದರೆ ತುಂಬಾ ಕಡಿಮೆ ವ್ಯರ್ಥವಾದ ವಸ್ತು. ಟ್ಯಾಬರ್ ಅಬ್ರೇಷನ್ ಪರೀಕ್ಷೆಗಳಿಗೆ ಒಳಗಾದಾಗ ಸಾಮಾನ್ಯ ದ್ರವ ಬಣ್ಣಕ್ಕಿಂತ ಸುಮಾರು ಮೂರು ಪಟ್ಟು ಹೆಚ್ಚು ಚಿಪ್ಗಳನ್ನು ತಡೆದುಕೊಳ್ಳಬಲ್ಲದು ಎಂದು ಪರೀಕ್ಷೆಗಳು ತೋರಿಸಿವೆ. RAL ಬಣ್ಣಗಳು 5,000 ಕ್ಕಿಂತ ಹೆಚ್ಚಿವೆ ಹಾಗೂ ವಿವಿಧ ರೀತಿಯ ಮೇಲ್ಮೈ ಆಯ್ಕೆಗಳು ಲಭ್ಯವಿವೆ, ಆದ್ದರಿಂದ ತಯಾರಕರು ಹವಾಮಾನವನ್ನು ತಡೆದುಕೊಳ್ಳಬೇಕಾದ ಬಾಹ್ಯ ಯಂತ್ರೋಪಕರಣಗಳು ಅಥವಾ ಕಟ್ಟಡ ಭಾಗಗಳಂತಹ ವಸ್ತುಗಳಿಗೆ ಅವರಿಗೆ ಬೇಕಾದ ಯಾವುದೇ ನೋಟವನ್ನು ಹೊಂದಿಸಬಹುದು. ಜೊತೆಗೆ, ಇದರಲ್ಲಿ VOCs ಯಾವುದೇ ಇಲ್ಲ, ಆದ್ದರಿಂದ REACH ನಿಯಮಗಳಂತಹ ಪರಿಸರ ಮಾನದಂಡಗಳಿಗೆ ಅನುಸರಿಸುವಂತೆ ಗುಣಮಟ್ಟವನ್ನು ಕಡಿಮೆ ಮಾಡದೆ ಇದು ಸಹಾಯ ಮಾಡುತ್ತದೆ.
ADC12 ಮತ್ತು ಸಮಾನ ಅಲ್ಲಾಯ್ಗಳ ಮೇಲಿನ ಅನೋಡೀಕರಣ ಮತ್ತು ಪ powder ಡರ್ ಕೋಟಿಂಗ್ ಅನ್ನು ಹೋಲಿಸುವುದು
| ಫೈಕ್ಟರ್ | ಆನೋಡಿಂಗ್ | ಪೌಡರ್ ಕೋಟಿಂಗ್ |
|---|---|---|
| ಕೋಟಿಂಗ್ ದಪ್ಪ | 0.5–25 µm | 50–150 µm |
| ತುಕ್ಕು ನಿರೋಧಕತೆ | ಉತ್ತಮ (1,000+ ಗಂಟೆಗಳ ಉಪ್ಪಿನ ಸ್ಪ್ರೇ) | ಬಹಳ ಒಳ್ಳೆಯದು (500–800 ಗಂಟೆಗಳ ಉಪ್ಪಿನ ಸಿಹಿ) |
| ಬಣ್ಣದ ಅಳವಡಿಕೆ | ಲೋಹಮಯ ಬಣ್ಣಗಳಿಗೆ ಮಾತ್ರ ಸೀಮಿತ | ಕಸ್ಟಮ್ RAL ಸೇರಿದಂತೆ ಅನಿರ್ಬಂಧಿತ |
| ರಾಶಿಯ ಲಾಭ | ಸಣ್ಣ ಬ್ಯಾಚ್ಗಳಿಗೆ ಹೆಚ್ಚು | ಹೆಚ್ಚಿನ ಪ್ರಮಾಣದ ರನ್ಗಳಿಗೆ ಕಡಿಮೆ |
ಪ್ರಕರಣ ಅಧ್ಯಯನ: ಆನೋಡೀಕರಣ ಮತ್ತು ಪೌಡರ್-ಕೋಟೆಡ್ ಮುಕ್ತಾಯಗಳನ್ನು ಬಳಸುವ ಆಟೋಮೊಬೈಲ್ ಡೈ ಕಾಸ್ಟ್ ಹೌಸಿಂಗ್ಗಳು
ಆನೋಡೀಕರಣವನ್ನು ಒಳಭಾಗದ ಮೇಲ್ಮೈಗಳಲ್ಲಿ ಮತ್ತು ಪೌಡರ್ ಕೋಟಿಂಗ್ ಅನ್ನು ಹೊರಭಾಗದಲ್ಲಿ ಬಳಸುವ 50,000 ಆಟೋಮೊಬೈಲ್ ಟ್ರಾನ್ಸ್ಮಿಷನ್ ಹೌಸಿಂಗ್ಗಳನ್ನು 2023 ರ ಅಧ್ಯಯನವು ಮೌಲ್ಯಮಾಪನ ಮಾಡಿತು. ಫಲಿತಾಂಶಗಳು ತೋರಿಸಿದವು:
- ಆನೋಡೀಕರಣಗೊಂಡ ಘಟಕಗಳು : ತೇವಾಂಶಯುತ ಪರಿಸರದಲ್ಲಿ 18 ತಿಂಗಳ ನಂತರ ಯಾವುದೇ ತುಕ್ಕು ಕಾಣಿಸಲಿಲ್ಲ
- ಪ powder-ಕೋಟೆಡ್ ಹೊರಭಾಗ : ಬಣ್ಣದ ಮೇಲ್ಮೈಗಳಿಗೆ ತುಲನಾತ್ಮಕವಾಗಿ ನೇತ್ರಾವರಣದಿಂದ ಉಂಟಾಗುವ ಬಣ್ಣದ ಸಾವು 85% ಕಡಿಮೆಯಾಗಿದೆ
- ಸಂಯೋಜಿತ ವಿಧಾನವು ವಾರ್ಷಿಕ ವಾರಂಟಿ ದಾವೆಗಳನ್ನು 22% ರಷ್ಟು ಕಡಿಮೆ ಮಾಡಿತು (ಆಟೋಮೊಟಿವ್ ಎಂಜಿನಿಯರಿಂಗ್ ರಿಪೋರ್ಟ್ 2023)
ಆದರ್ಶ ಲೇಪನ ಅಂಟಿಕೆಗಾಗಿ ರಾಸಾಯನಿಕ ಮತ್ತು ಯಾಂತ್ರಿಕ ಪೂರ್ವ ಚಿಕಿತ್ಸೆ
ತುಕ್ಕು ನಿರೋಧನ ಮತ್ತು ಬಣ್ಣ ಬಂಧನಕ್ಕಾಗಿ ರಾಸಾಯನಿಕ ಪರಿವರ್ತನಾ ಲೇಪನಗಳು
ದಿ ಫಾಸ್ಫೇಟ್ ಮತ್ತು ಕ್ರೋಮೇಟ್ ಪರಿವರ್ತನಾ ಲೇಪನಗಳು ಡೈ ಕಾಸ್ಟ್ ಮೇಲ್ಮೈಗಳ ಮೇಲೆ ಸೂಕ್ಷ್ಮ-ಪ್ರಮಾಣದ ರಕ್ಷಣಾತ್ಮಕ ಪದರಗಳನ್ನು ರಚಿಸುತ್ತವೆ, ಚಿಕಿತ್ಸೆ ಮಾಡದ ಮಿಶ್ರಲೋಹಗಳಿಗೆ ತುಲನಾತ್ಮಕವಾಗಿ ಉಪ್ಪಿನ ಸ್ಪ್ರೇ ಪರಿಸರದಲ್ಲಿ ತುಕ್ಕು ನಿರೋಧಕತೆಯನ್ನು 40% ರಷ್ಟು ಸುಧಾರಿಸುತ್ತವೆ (ಮೆಟೀರಿಯಲ್ಸ್ ಪ್ರೊಟೆಕ್ಷನ್ ರಿಪೋರ್ಟ್ 2023). ಅವು ಸೂಕ್ಷ್ಮ-ವಿವರವಾದ ಪದರವನ್ನು ರಚಿಸುವ ಮೂಲಕ ಬಣ್ಣದ ಅಂಟಿಕೆಯನ್ನು ಸಹ ಹೆಚ್ಚಿಸುತ್ತವೆ, ಆಟೋಮೊಟಿವ್ ಚಕ್ರ ಅನ್ವಯಗಳಲ್ಲಿ ಪೀಲ್ ಪ್ರಮಾಣವನ್ನು 65% ರಷ್ಟು ಕಡಿಮೆ ಮಾಡುತ್ತವೆ.
ಮೇಲ್ಮೈ ವಿವರ ಮತ್ತು ಅಂಟಿಕೆಯನ್ನು ಹೆಚ್ಚಿಸಲು ಶಾಟ್ ಬ್ಲಾಸ್ಟಿಂಗ್ ಮತ್ತು ಸ್ಯಾಂಡ್ ಬ್ಲಾಸ್ಟಿಂಗ್
ಸ್ಟೀಲ್ ಗ್ರಿಟ್ ಅಥವಾ ಅಲ್ಯೂಮಿನಿಯಂ ಆಕ್ಸೈಡ್ ಅನ್ನು ಬಳಸಿ ಕತ್ತರಿಸುವುದರಿಂದ ಆಕ್ಸೈಡ್ಗಳು ಮತ್ತು ದೂಷಣಕಾರಕಗಳನ್ನು ತೆಗೆದುಹಾಕಲಾಗುತ್ತದೆ, ಇದರಿಂದ 2–5 ಮೈಕ್ರಾನ್ ಮೇಲ್ಮೈ ಪ್ರೊಫೈಲ್ ಉತ್ಪತ್ತಿಯಾಗುತ್ತದೆ. ಈ ಸಿದ್ಧತೆಯು ಥರ್ಮಲ್ ಸೈಕ್ಲಿಂಗ್ಗೆ ಒಳಗಾಗುವ ಪೌಡರ್-ಕೋಟೆಡ್ ಅಲ್ಯೂಮಿನಿಯಂ ಹೌಸಿಂಗ್ಗಳಿಗೆ ಕೋಟಿಂಗ್ ಅಂಟಿಕೊಳ್ಳುವ ಶಕ್ತಿಯನ್ನು 50–80% ರಷ್ಟು ಹೆಚ್ಚಿಸುತ್ತದೆ. ಸಮನಾದ ಮೇಲ್ಮೈ ನಿರ್ಜಲೀಕರಣ (Ra 1.5–3.2 µm) ಸಂಕೀರ್ಣ ಜ್ಯಾಮಿತಿಗಳ ಮೂಲಕ ಸ್ಥಿರವಾದ ಬಂಧನವನ್ನು ಖಾತ್ರಿಪಡಿಸುತ್ತದೆ.
ಪರಿಮಾಣಾತ್ಮಕ ನಿಖರತೆ ಮತ್ತು ಮೇಲ್ಮೈ ಸಮಗ್ರತೆ ಮೇಲೆ ಕತ್ತರಿಸುವುದರ ಪರಿಣಾಮ
ಅಂಟಿಕೊಳ್ಳುವಿಕೆಯನ್ನು ಸುಧಾರಿಸುವ ಕಠಿಣ ಬ್ಲಾಸ್ಟಿಂಗ್ ಆದರೆ, ±0.05 mm ಟಾಲರೆನ್ಸ್ ಅನ್ನು ಕಾಪಾಡಿಕೊಳ್ಳಲು ಎಚ್ಚರಿಕೆಯಿಂದ ಮಾಧ್ಯಮವನ್ನು ಆಯ್ಕೆ ಮಾಡಬೇಕಾಗುತ್ತದೆ. ಕೋನೀಯ ಸ್ಟೀಲ್ ಶಾಟ್ ಅತ್ಯಧಿಕ ನಿಖರತೆಯ ಜಿಂಕ್ ಡೈ ಕಾಸ್ಟ್ ಭಾಗಗಳಲ್ಲಿ 0.3% ಕ್ಕಿಂತ ಕಡಿಮೆ ವಸ್ತು ನಷ್ಟದೊಂದಿಗೆ ಉತ್ತಮ ವಾತಾವರಣವನ್ನು ಒದಗಿಸುತ್ತದೆ. ಮೇಲ್ಮೈ ಸಮಗ್ರತೆಯ ವಿಶ್ಲೇಷಣೆಯು ಬ್ಲಾಸ್ಟಿಂಗ್ ಯಾಂತ್ರಿಕ ಒತ್ತಡದ ಅಡಿಯಲ್ಲಿ ಸಂಭಾವ್ಯ ಬಿರುಕು ಪ್ರಾರಂಭ ಸ್ಥಳಗಳನ್ನು ಕಡಿಮೆ ಮಾಡುವುದರಿಂದ ಉಪನಿವಾಸದ ಗುಳ್ಳತನವನ್ನು 22% ರಷ್ಟು ಕಡಿಮೆ ಮಾಡುತ್ತದೆ ಎಂದು ಸೂಚಿಸುತ್ತದೆ.
ಬಣ್ಣ ಮತ್ತು ಇ-ಕೋಟಿಂಗ್: ಸೌಂದರ್ಯವನ್ನು ಸಂಪೂರ್ಣ ರಕ್ಷಣೆಯೊಂದಿಗೆ ಸಂಯೋಜಿಸುವುದು
ಸಮನಾದ ಚಲನೆಯ ದಪ್ಪ ಮತ್ತು ಸಂಪೂರ್ಣ ಮೇಲ್ಮೈ ತುಕ್ಕು ರಕ್ಷಣೆಗಾಗಿ ಇ-ಕೋಟಿಂಗ್
ಇ-ಕೋಟಿಂಗ್, ಇದನ್ನು ವಿದ್ಯುತ್ ಪ್ರವಾಹದ ಮೂಲಕ ಲೇಪನ ಎಂದೂ ಕರೆಯಲಾಗುತ್ತದೆ, ಇದು ನಿಜವಾಗಿಯೂ ಸ್ಥಿರವಾದ ಮೇಲ್ಮೈ ಮುಕ್ತಾಯಗಳನ್ನು ಉತ್ಪಾದಿಸುತ್ತದೆ. ಇದು 15 ರಿಂದ 25 ಮೈಕ್ರಾನ್ ದಪ್ಪದ ತೆಳುವಾದ ಚಲ್ಮಗಳನ್ನು ಅನ್ವಯಿಸುತ್ತದೆ, ಇದು ಸಂಕೀರ್ಣ ಆಕಾರಗಳ ಮೇಲೆ ಕೂಡ ಪರಿಣಾಮಕಾರಿಯಾಗಿ ಕೆಲಸ ಮಾಡುತ್ತದೆ. ಈ ಪ್ರಕ್ರಿಯೆಯನ್ನು ಹೊರತುಪಡಿಸಿ ಇರುವುದು ಎಲ್ಲಾ ತಲುಪಲು ಕಷ್ಟಸಾಧ್ಯವಾದ ಸ್ಥಳಗಳು ಮತ್ತು ಮೂಲೆಗಳಿಗೆ ಹೋಗುವುದು, ಇದು ದೋಣಿಗಳು ಅಥವಾ ಬಾಹ್ಯಾಕಾಶ ಇಲೆಕ್ಟ್ರಾನಿಕ್ ಸಾಧನಗಳಂತಹ ಕಠಿಣ ಪರಿಸ್ಥಿತಿಗಳಿಗೆ ಹೋಗುವ ಅಲ್ಯೂಮಿನಿಯಂ ಡೈ ಕಾಸ್ಟ್ ಘಟಕಗಳಿಗೆ ಬಹಳ ಮುಖ್ಯ. 2023 ರಲ್ಲಿ ಪೊನ್ಮೆನ್ ನಡೆಸಿದ ಕೆಲವು ಸಂಶೋಧನೆಗಳ ಪ್ರಕಾರ, ಉಪ್ಪಿನ ಸಿಂಪಡಿಸುವಿಕೆಯ ಪರೀಕ್ಷೆಗಳು ಈ ಲೇಪಿತ ಮೇಲ್ಮೈಗಳು ತುಕ್ಕು ತೋರಿಸುವ ಮೊದಲು 750 ರಿಂದ 1000 ಗಂಟೆಗಳ ಕಾಲ ಉಳಿಯುತ್ತವೆ ಎಂದು ತೋರಿಸಿವೆ. ಇದು ಸಾಮಾನ್ಯ ಸಿಂಪಡಿಸುವ ಬಣ್ಣಗಳಿಗಿಂತ ಸುಮಾರು ಮೂರು ಪಟ್ಟು ಉತ್ತಮವಾಗಿದೆ. ಅಲ್ಲದೆ, ಪುನಃಬಳಕೆ ಮಾಡಬಹುದಾದ ಸ್ನಾನಗಳಿಗೆ ಧನ್ಯವಾದಗಳು, ಪ್ರಕ್ರಿಯೆಯ ಸಮಯದಲ್ಲಿ ಬಹುತೇಕ ಎಲ್ಲಾ ಬಣ್ಣವನ್ನು ಬಳಸಲಾಗುತ್ತದೆ, ಆದ್ದರಿಂದ ತಯಾರಕರು ISO 14001 ಪರಿಸರ ಮಾನದಂಡಗಳನ್ನು ಚೆನ್ನಾಗಿ ಪೂರೈಸುತ್ತಿದ್ದಾರೆ. ಮತ್ತು ಇತರ ವಿಧಾನಗಳನ್ನು ಬಾಧಿಸುವ ಡ್ರಿಪ್ಗಳು ಅಥವಾ ಅಸಮನಾದ ಅಂಚುಗಳ ಬಗ್ಗೆ ಯಾರೂ ಕಾಳಜಿ ಪಡಬೇಕಾಗಿಲ್ಲ.

ಬ್ರಾಂಡ್-ಸಂರೇಖಿತ ಸೌಂದರ್ಯ ಮತ್ತು ರಕ್ಷಣಾತ್ಮಕ ಬಣ್ಣದ ಮುಕ್ತಾಯಗಳಿಗಾಗಿ ಕಸ್ಟಮ್ ಪೆಯಿಂಟಿಂಗ್
ಸೂರ್ಯನ ಬೆಳಕಿನಲ್ಲಿ ಹತ್ತು ವರ್ಷಗಳ ನಂತರವೂ ಆ ಪ್ರಖರ ಬಣ್ಣಗಳು ಹೊಸದರಂತೆ ಕಾಣುವಂತೆ ಉಳಿಯಲು, ತಯಾರಕರು ಯುವಿ-ನಿರೋಧಕ ಬಣ್ಣಗಳನ್ನು ಅತ್ಯುತ್ತಮ ಗುಣಮಟ್ಟದ ಕ್ಲಿಯರ್ಕೋಟ್ಗಳೊಂದಿಗೆ ಬಳಸುತ್ತಾರೆ. 2022 ರ ಆಟೋಮೊಬೈಲ್ ಫಿನಿಶಸ್ ಸ್ಟಡಿಯಲ್ಲಿ ಪ್ರಕಟವಾದ ಸಂಶೋಧನೆಯ ಪ್ರಕಾರ, ಈ ವಿಶೇಷ ಸೂತ್ರಗಳೊಂದಿಗೆ ಬಣ್ಣ ಮಾಡಲಾದ ಭಾಗಗಳು QUV ಪರೀಕ್ಷಣೆಯ 5,000 ಗಂಟೆಗಳ ನಂತರವೂ ಅವುಗಳ ಮೂಲ ಚೈತನ್ಯದ ಸುಮಾರು 95% ಅನ್ನು ಉಳಿಸಿಕೊಳ್ಳುತ್ತವೆ, ಇದು ಕಠಿಣ ಹವಾಮಾನದ ಪರಿಸ್ಥಿತಿಗಳನ್ನು ಅನುಕರಿಸುತ್ತದೆ. ಕಾಣಿಕೆ ಮುಖ್ಯವಾಗಿರುವಾಗಲೂ ಸುರಕ್ಷತೆ ಅತ್ಯಂತ ಮಹತ್ವದ್ದಾಗಿರುವ ಕೈಗಾರಿಕಾ ಪಂಪುಗಳು ಅಥವಾ ವೈದ್ಯಕೀಯ ಸಲಕರಣೆಗಳಂತಹ ಅನ್ವಯಗಳಿಗೆ ಸಂಬಂಧಿಸಿದಂತೆ, ಸೆರಾಮಿಕ್ ಸುಧಾರಿತ ಬಣ್ಣಗಳು 3H ಪೆನ್ಸಿಲ್ ಕಠಿಣತ್ವ ಮಟ್ಟದಲ್ಲಿ ಗೆರೆಗಳಿಂದ ಉತ್ತಮ ರಕ್ಷಣೆಯನ್ನು ಒದಗಿಸುತ್ತವೆ. ಜೊತೆಗೆ, ಉತ್ಪನ್ನಗಳೊಂದಿಗೆ ಸಂಪರ್ಕಕ್ಕೆ ಬರುವ ಮೇಲ್ಮೈಗಳಿಗೆ FDA ಅಗತ್ಯಗಳೆಲ್ಲವನ್ನೂ ಪೂರೈಸುತ್ತವೆ. ಈ ಕಾಂತಿ ಮತ್ತು ದೀರ್ಘಾಯುಷ್ಯದ ಸಂಯೋಜನೆಯನ್ನು ಎಂಜಿನಿಯರ್ಗಳು ನಿಜವಾಗಿಯೂ ಪ್ರಶಂಸಿಸುತ್ತಾರೆ. Materials Performance ನಿಂದ ಇತ್ತೀಚಿನ ದತ್ತಾಂಶಗಳು ಸುಮಾರು 8 ರಲ್ಲಿ 10 ಎಂಜಿನಿಯರ್ಗಳು ಈ ಉನ್ನತ ಕೋಟಿಂಗ್ ತಂತ್ರಜ್ಞಾನಗಳನ್ನು ಬಳಸುವಾಗ ಘಟಕಗಳ ಆಯುಷ್ಯವನ್ನು ಸುಮಾರು 40% ರಷ್ಟು ಹೆಚ್ಚಿಸಲು ಸಾಧ್ಯವಾಗುತ್ತದೆಂದು ವರದಿ ಮಾಡಿದ್ದಾರೆ.
ಅನ್ವಯದ ಅಗತ್ಯಗಳ ಆಧಾರದ ಮೇಲೆ ಸೂಕ್ತ ಮೇಲ್ಮೈ ಕಂಫಿಗುರೇಶನ್ ಅನ್ನು ಆಯ್ಕೆ ಮಾಡುವುದು
ಕಾರ್ಯ, ಪರಿಸರ ಮತ್ತು ಪ್ರದರ್ಶನದ ಬೇಡಿಕೆಗಳನ್ನು ಸಮತೋಲನಗೊಳಿಸುವುದು
ಭಾಗವು ನಿಜವಾದ ಪರಿಸ್ಥಿತಿಗಳಲ್ಲಿ ಹೇಗೆ ಬಳಸಲಾಗುತ್ತದೆ ಎಂಬುದಕ್ಕೆ ಅದರ ವಾಸ್ತವಿಕ ಅಗತ್ಯಗಳನ್ನು ಹೊಂದಿಸುವ ಮೂಲಕ ಮೇಲ್ಮೈ ಕಂಫಿಗುರೇಶನ್ ಸರಿಯಾಗಿರುತ್ತದೆ. ಭಾರಿ ಭಾರವನ್ನು ನಿಭಾಯಿಸಬೇಕಾದ ಭಾಗಗಳಿಗೆ, ಕಠಿಣ ಲೇಪನ ಅನೋಡೈಸಿಂಗ್ನಂತಹ ಘರ್ಷಣೆ ನಿರೋಧಕ ಆಯ್ಕೆಗಳು ಯಾಂತ್ರಿಕ ವ್ಯವಸ್ಥೆಗಳಲ್ಲಿ ಉತ್ತಮವಾಗಿ ಕೆಲಸ ಮಾಡುತ್ತವೆ. ನೀರಿನ ಸಮೀಪ ಕೆಲಸ ಮಾಡುವಾಗ, ವಿಶೇಷವಾಗಿ ಉಪ್ಪುನೀರಿನ ಪರಿಸರಗಳಲ್ಲಿ, ಕಂಫಿಗುರೇಶನ್ ಕಾಲಾನಂತರದಲ್ಲಿ ತುಕ್ಕು ನಿರೋಧಕತೆಯನ್ನು ಎದುರಿಸಬೇಕಾಗುತ್ತದೆ. ಇತ್ತೀಚಿನ ಕೈಗಾರಿಕಾ ದತ್ತಾಂಶಗಳು ಸುಮಾರು ಮೂರು-ನಾಲ್ಕನೇ ಮೂರು ವಿಫಲಗೊಂಡ ಘಟಕಗಳಲ್ಲಿ ಪರಿಸರಕ್ಕೆ ಹೊಂದಿಕೆಯಾಗದ ಮೇಲ್ಮೈ ಚಿಕಿತ್ಸೆಗಳಿದ್ದವು ಎಂದು ತೋರಿಸುತ್ತವೆ. ಒಂದು ಕಂಫಿಗುರೇಶನ್ ಅನ್ನು ಆಯ್ಕೆ ಮಾಡುವಾಗ, ತಯಾರಕರು ಅದು ಮೂಲ ವಸ್ತುವಿಗೆ ಎಷ್ಟು ಚೆನ್ನಾಗಿ ಅಂಟಿಕೊಳ್ಳುತ್ತದೆ, ಉಪಸ್ಥಿತ ರಾಸಾಯನಿಕಗಳು ಅದನ್ನು ವಿಘಟಿಸಬಹುದೇ ಅಥವಾ ಇಲ್ಲವೇ ಮತ್ತು ಕ್ಷೀಣಿಸದೆ ಉಷ್ಣತಾ ಬದಲಾವಣೆಗಳನ್ನು ಅದು ಹೇಗೆ ನಿಭಾಯಿಸುತ್ತದೆ ಎಂಬ ಅಂಶಗಳನ್ನು ಪರಿಗಣಿಸಬೇಕು. ಈ ಮೂಲಭೂತ ಅಂಶಗಳನ್ನು ಆಗಾಗ್ಗೆ ನಿರ್ಲಕ್ಷಿಸಲಾಗುತ್ತದೆ, ಆದರೆ ಘಟಕದ ದೀರ್ಘಾಯುಷ್ಯದಲ್ಲಿ ಇವು ಎಲ್ಲವನ್ನೂ ಬದಲಾಯಿಸುತ್ತವೆ.

ಉಪ್ಪಿನ ಸಿಹಿ, ಆರ್ದ್ರತೆ ಮತ್ತು ಉಷ್ಣ ಒತ್ತಡ: ಒಡ್ಡಿಕೊಳ್ಳುವ ಪರಿಸ್ಥಿತಿಗಳನ್ನು ಮೌಲ್ಯಮಾಪನ ಮಾಡುವುದು
ಸಮುದ್ರತೀರದ ಪ್ರದೇಶಗಳಲ್ಲಿರುವ ಭಾಗಗಳು ಅಥವಾ ರಸ್ತೆಯ ಉಪ್ಪು ಮತ್ತು ಹಿಮ ಕರಗಿಸುವ ಏಜೆಂಟ್ಗಳೊಂದಿಗೆ ಸಂಪರ್ಕಕ್ಕೆ ಬರುವ ಭಾಗಗಳು e-ಕೋಟಿಂಗ್ ಅಥವಾ ಕ್ರೋಮೇಟ್ ಪರಿವರ್ತನೆ ಲೇಪನಗಳಂತಹ ಚಿಕಿತ್ಸೆಗಳಿಂದ ನಿಜವಾಗಿಯೂ ಪ್ರಯೋಜನ ಪಡೆಯುತ್ತವೆ. ರಕ್ಷಿತವಾಗಿರದ ಸಾಮಾನ್ಯ ಲೋಹದ ಮೇಲ್ಮೈಗಳಿಗೆ ಹೋಲಿಸಿದರೆ ಈ ವಿಧಾನಗಳು ತುಕ್ಕು ಉಂಟಾಗುವುದನ್ನು ಸುಮಾರು 60 ರಿಂದ 90 ಪ್ರತಿಶತದಷ್ಟು ಕಡಿಮೆ ಮಾಡುತ್ತವೆ. ಉಷ್ಣಾಂಶವು ನಿಯಮಿತವಾಗಿ 300 ಡಿಗ್ರಿ ಫಾರೆನ್ಹೀಟ್ ಅನ್ನು ಮೀರುವ ಸ್ಥಳಗಳ ಬಗ್ಗೆ ಮಾತನಾಡುವಾಗ, ಸಾಮಾನ್ಯ ಬಣ್ಣ ಅಥವಾ ಇತರ ಸಾವಯವ ಲೇಪನಗಳಿಗಿಂತ ಕೆರಾಮಿಕ್-ಆಧಾರಿತ ಲೇಪನಗಳು ಸಮಯದೊಂದಿಗೆ ಪುನರಾವರ್ತಿತ ಬಿಸಿಮಾಡುವಿಕೆ ಮತ್ತು ತಂಪಾಗಿಸುವಿಕೆಯ ಚಕ್ರಗಳಿಗೆ ಒಳಗಾದಾಗ ತುಂಬಾ ಚೆನ್ನಾಗಿ ನಿಲ್ಲುತ್ತವೆ. ಮತ್ತು ಅಂತರಾಷ್ಟ್ರೀಯ ಮಟ್ಟದಲ್ಲಿ ಗುರುತಿಸಲ್ಪಟ್ಟ ತಾಂತ್ರಿಕ ಪದಗಳನ್ನು (ಉದಾಹರಣೆಗೆ “E-glass”) ಬಿಟ್ಟುಬಿಡಬೇಡಿ, ಅವು ಎಲ್ಲಾ ಭಾಷೆಗಳಲ್ಲಿ ಪ್ರಮಾಣಿತವಾಗಿರದಿದ್ದರೆ ಮಾತ್ರ.
ಕಸ್ಟಮ್ ಡೈ ಕಾಸ್ಟ್ ಭಾಗಗಳ ಹೆಚ್ಚಿನ ಪ್ರಮಾಣದ ಉತ್ಪಾದನೆಯಲ್ಲಿ ವೆಚ್ಚ ಮತ್ತು ಸೌಂದರ್ಯದ ನಡುವಿನ ಸಮತೋಲನ
ಆನೋಡೈಸಿಂಗ್ ಪ್ರಕ್ರಿಯೆಯು ಸಾಮಾನ್ಯವಾಗಿ ಪ್ರತಿ ಭಾಗಕ್ಕೆ ಐವತ್ತು ಸೆಂಟ್ಗಳಿಂದ ಹನ್ನೆರಡು ಡಾಲರ್ಗಳ ನಡುವೆ ವೆಚ್ಚವಾಗುತ್ತದೆ, ಆದಾಗ್ಯೂ ದೀರ್ಘಾವಧಿಯಲ್ಲಿ ಹೆಚ್ಚುವರಿ ಬಣ್ಣದ ಹಂತಗಳ ಅಗತ್ಯವಿಲ್ಲದ ಕಾರಣ ಇದು ಸಾಮಾನ್ಯವಾಗಿ ಹಣವನ್ನು ಉಳಿಸುತ್ತದೆ, ಉದಾಹರಣೆಗೆ ಕಾರು ಟ್ರಿಮ್ಸ್ ಅಥವಾ ಎಲೆಕ್ಟ್ರಾನಿಕ್ ಗ್ಯಾಜೆಟ್ಗಳು. ಐವತ್ತು ಸಾವಿರಕ್ಕಿಂತ ಹೆಚ್ಚು ಘಟಕಗಳನ್ನು ಉತ್ಪಾದಿಸಲು ಕಂಪನಿಗಳು ನೋಡುತ್ತಿರುವಾಗ, ಪೌಡರ್ ಕೋಟಿಂಗ್ ಹಣಕಾಸಿನ ದೃಷ್ಟಿಯಿಂದ ಉತ್ತಮ ಆಯ್ಕೆಯಾಗಿದೆ. ಇದು ಉತ್ಪಾದನೆಯ ಸಮಯದಲ್ಲಿ ತ್ವರಿತವಾಗಿ ಒಣಗುತ್ತದೆ ಮತ್ತು ಕಡಿಮೆ ಕಾರ್ಮಿಕರನ್ನು ಅಗತ್ಯವಿರುವುದರಿಂದ ಪ್ರತಿ ವಸ್ತುವಿಗೆ ಸುಮಾರು ಮೂವತ್ತು ರಿಂದ ಎಂಭತ್ತು ಸೆಂಟ್ಗಳಷ್ಟು ಬರುತ್ತದೆ. ಗ್ರಾಹಕರು ನೋಡದ ಭಾಗಗಳು ಕೆಲವೊಮ್ಮೆ ಮರಳು ಬ್ಲಾಸ್ಟಿಂಗ್ ಅಥವಾ ರಾಸಾಯನಿಕ ಚಿತ್ರಗಳನ್ನು ಅನ್ವಯಿಸುವುದರಂತಹ ಕಡಿಮೆ ವೆಚ್ಚದ ಪರ್ಯಾಯಗಳನ್ನು ಬಳಿಕೊಂಡು ಹೋಗಬಹುದು. ಈ ವಿಧಾನಗಳು ಆ ಫ್ಯಾಂಸಿ ಅಲಂಕಾರಿಕ ಮುಕ್ತಾಯಗಳಿಗೆ ಹೋಲಿಸಿದರೆ ಸುಮಾರು ನಾಲ್ವತ್ತು ರಿಂದ ಅರವತ್ತು ಪ್ರತಿಶತ ವೆಚ್ಚವನ್ನು ಕಡಿಮೆ ಮಾಡುವುದರೊಂದಿಗೆ ಸಾಕಷ್ಟು ರಕ್ಷಣೆಯನ್ನು ನೀಡುತ್ತವೆ, ಆದ್ದರಿಂದ ಕಾರ್ಯಕ್ಷಮತೆಗಿಂತ ಕಡಿಮೆ ಪ್ರಾಮುಖ್ಯತೆಯನ್ನು ನೀಡುವ ಉತ್ಪನ್ನಗಳ ಒಳಗಿನ ಭಾಗಗಳಿಗೆ ಇವು ಉತ್ತಮವಾಗಿ ಕೆಲಸ ಮಾಡುತ್ತವೆ.
ಸಾಮಾನ್ಯವಾಗಿ ಕೇಳುವ ಪ್ರಶ್ನೆಗಳು
ಡೈ ಕಾಸ್ಟ್ ಭಾಗಗಳಿಗೆ ಮುಖ್ಯ ಮೇಲ್ಮೈ ಮುಕ್ತಾಯಗಳು ಯಾವುವು?
ಸಾಮಾನ್ಯ ಮೇಲ್ಮೈ ಕೊನರುಗಳಲ್ಲಿ ಅನೋಡೀಕರಣ, ಪೌಡರ್ ಕೋಟಿಂಗ್, ರಾಸಾಯನಿಕ ಪರಿವರ್ತನೆ ಚಿಕಿತ್ಸೆಗಳು ಮತ್ತು ಇ-ಕೋಟಿಂಗ್ ಸೇರಿವೆ. ಇವು ತುಕ್ಕು ನಿರೋಧಕತೆ, ದುರಸ್ತಿ ನಿರೋಧಕತೆ ಮತ್ತು ಸೌಂದರ್ಯದ ಆಕರ್ಷಣೆಯ ದೃಷ್ಟಿಯಿಂದ ಅನನ್ಯ ಪ್ರಯೋಜನಗಳನ್ನು ನೀಡುತ್ತವೆ.
ಮೇಲ್ಮೈ ಕೊನರು ಡೈ ಕಾಸ್ಟ್ ಭಾಗಗಳ ಬಾಳಿಕೆಯ ಮೇಲೆ ಹೇಗೆ ಪರಿಣಾಮ ಬೀರುತ್ತದೆ?
ತುಕ್ಕು, ದುರಸ್ತಿ ಮತ್ತು ಪರಿಸರದ ಹಾನಿಯನ್ನು ತಡೆಗಟ್ಟುವ ರಕ್ಷಣಾತ್ಮಕ ಕೋಟಿಂಗ್ಗಳನ್ನು ಒದಗಿಸುವ ಮೂಲಕ ಮೇಲ್ಮೈ ಕೊನರು ಬಾಳಿಕೆಯನ್ನು ಸುಧಾರಿಸುತ್ತದೆ. ಇದು ಭಾಗಗಳ ಆಯುಷ್ಯವನ್ನು ವಿಸ್ತರಿಸುತ್ತದೆ, ಹಾಗೂ ನಿರ್ವಹಣೆ ಮತ್ತು ಬದಲಾವಣೆ ವೆಚ್ಚಗಳನ್ನು ಕಡಿಮೆ ಮಾಡುತ್ತದೆ.
ನಿರ್ದಿಷ್ಟ ಅನ್ವಯಗಳಿಗಾಗಿ ಮೇಲ್ಮೈ ಕೊನರುಗಳನ್ನು ಹೊಂದಿಸಬಹುದೇ?
ಹೌದು, ಸೂಕ್ತ ವಸ್ತುಗಳು, ಬಣ್ಣಗಳು ಮತ್ತು ಚಿಕಿತ್ಸೆ ವಿಧಾನಗಳನ್ನು ಆಯ್ಕೆ ಮಾಡುವ ಮೂಲಕ ನಿರ್ದಿಷ್ಟ ಅನ್ವಯದ ಅವಶ್ಯಕತೆಗಳನ್ನು ಪೂರೈಸಲು ಮೇಲ್ಮೈ ಕೊನರುಗಳನ್ನು ಹೊಂದಿಸಬಹುದು. ಇದು ಬದಲಾಗುವ ಪರಿಸ್ಥಿತಿಗಳ ಅಡಿಯಲ್ಲಿ ಉತ್ತಮ ಪ್ರದರ್ಶನ ಮತ್ತು ದೀರ್ಘಾಯುಷ್ಯವನ್ನು ಖಾತ್ರಿಪಡಿಸುತ್ತದೆ.
ಅನೋಡೀಕರಣ ಮತ್ತು ಪೌಡರ್ ಕೋಟಿಂಗ್ಗಳ ನಡುವಿನ ವ್ಯತ್ಯಾಸ ಏನು?
ಅನೋಡೀಕರಣವು ಅಲ್ಯೂಮಿನಿಯಂ ಮೇಲ್ಮೈಗಳ ಮೇಲೆ ಸಣ್ಣ ಆಕ್ಸೈಡ್ ಪದರವನ್ನು ರಚಿಸುತ್ತದೆ, ಇದು ಉತ್ತಮ ಸಂಕೋಚನ ನಿರೋಧಕತೆ ಮತ್ತು ಮೇಲ್ಮೈ ಕಠಿಣತ್ವವನ್ನು ನೀಡುತ್ತದೆ. ಪೌಡರ್ ಕೋಟಿಂಗ್ ದಪ್ಪವಾದ ಪಾಲಿಮರ್ ಪದರವನ್ನು ಅನ್ವಯಿಸುತ್ತದೆ, ಇದು ಉತ್ತಮ ಚಿಪ್ ನಿರೋಧಕತೆ ಮತ್ತು ಬಣ್ಣದ ವಿವಿಧತೆಯನ್ನು ಒದಗಿಸುತ್ತದೆ.
ಮೇಲ್ಮೈ ಮುಕ್ತಾಯಗಳನ್ನು ಆಯ್ಕೆಮಾಡುವಾಗ ಪರಿಸರದ ಪರಿಗಣನೆಗಳಿವೆಯೇ?
ಆಧುನಿಕ ಮೇಲ್ಮೈ ಮುಕ್ತಾಯಗಳು ಹೆಚ್ಚಾಗಿ ಪರಿಸರ ಸ್ನೇಹಿ, ಕಡಿಮೆ VOC ಉದ್ಗಾರಗಳೊಂದಿಗೆ ಪ್ರಕ್ರಿಯೆಗಳನ್ನು ಬಳಸುತ್ತವೆ. ಪೌಡರ್ ಕೋಟಿಂಗ್ ಮತ್ತು ಇ-ಕೋಟಿಂಗ್ ನಂತಹ ತಂತ್ರಗಳು ಆಗಾಗ್ಗೆ ಪರಿಸರ ಪ್ರಮಾಣಗಳಿಗೆ ಅನುಸರಿಸುತ್ತವೆ, ಇದು ಸುಸ್ಥಿರ ತಯಾರಿಕೆಗೆ ಸೂಕ್ತ ಆಯ್ಕೆಗಳನ್ನು ಮಾಡುತ್ತದೆ.
ಪರಿವಿಡಿ
- ಮೇಲ್ಮೈ ಮುಕ್ತಾಯಗಳು ಡೈ ಕಾಸ್ಟ್ ಭಾಗಗಳ ಕಾರ್ಯಕ್ಷಮತೆ ಮತ್ತು ದೀರ್ಘಾಯುಷ್ಯವನ್ನು ಹೇಗೆ ಸುಧಾರಿಸುತ್ತವೆ
- ಅನೋಡೈಸಿಂಗ್ ಮತ್ತು ಪೌಡರ್ ಕೋಟಿಂಗ್: ಉನ್ನತ ಕಾರ್ಯಕ್ಷಮತೆಯ ಮೇಲ್ಮೈ ಕಂಚು ಆಯ್ಕೆಗಳು
- ಆದರ್ಶ ಲೇಪನ ಅಂಟಿಕೆಗಾಗಿ ರಾಸಾಯನಿಕ ಮತ್ತು ಯಾಂತ್ರಿಕ ಪೂರ್ವ ಚಿಕಿತ್ಸೆ
- ಬಣ್ಣ ಮತ್ತು ಇ-ಕೋಟಿಂಗ್: ಸೌಂದರ್ಯವನ್ನು ಸಂಪೂರ್ಣ ರಕ್ಷಣೆಯೊಂದಿಗೆ ಸಂಯೋಜಿಸುವುದು
- ಅನ್ವಯದ ಅಗತ್ಯಗಳ ಆಧಾರದ ಮೇಲೆ ಸೂಕ್ತ ಮೇಲ್ಮೈ ಕಂಫಿಗುರೇಶನ್ ಅನ್ನು ಆಯ್ಕೆ ಮಾಡುವುದು
- ಸಾಮಾನ್ಯವಾಗಿ ಕೇಳುವ ಪ್ರಶ್ನೆಗಳು