



Cómo los acabados superficiales mejoran el rendimiento y la longevidad de las piezas fundidas a presión
Mejora de la resistencia a la corrosión en piezas fundidas a presión mediante tratamientos superficiales
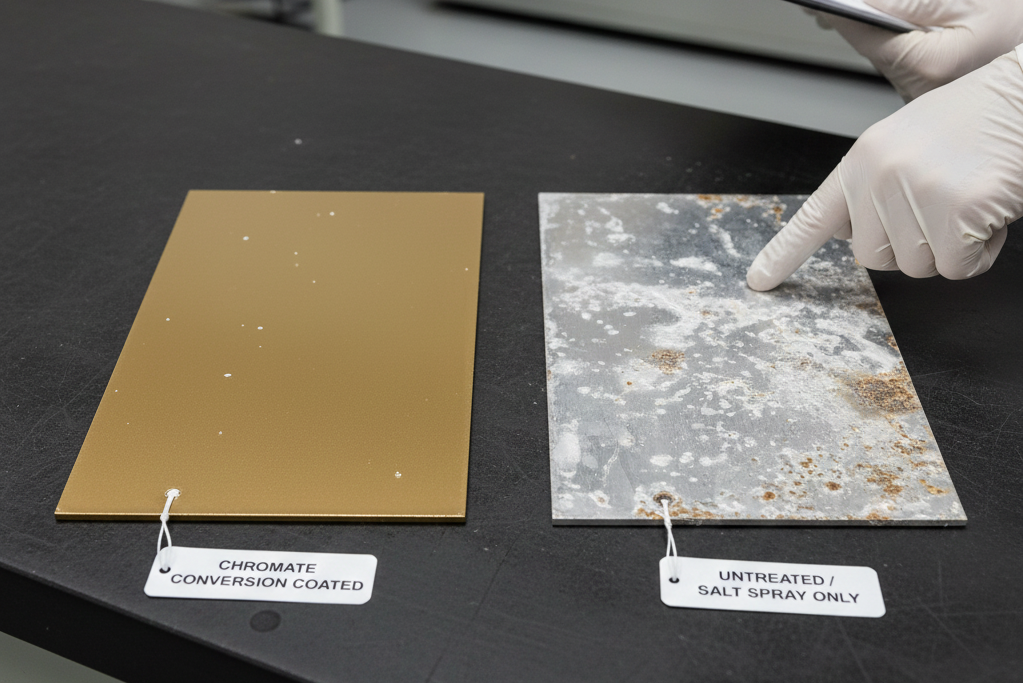
Recubrimientos como tratamientos de conversión química y anodizado crean capas protectoras que ayudan a mantener las aleaciones de aluminio y zinc a salvo de daños por humedad, niebla salina y productos químicos nocivos. Un estudio reciente de NACE International reveló que los componentes de aluminio tratados con recubrimientos de conversión cromatada duraron más de 500 horas en pruebas de niebla salina, lo que representa aproximadamente un 70 % más en comparación con piezas sin ningún tratamiento. La ciencia detrás de estos tratamientos consiste en crear capas delgadas de óxido a nivel molecular o aplicar sustancias que impiden la corrosión. Esto los hace muy útiles para prevenir problemas como la corrosión por picaduras o la corrosión galvánica en entornos donde el metal está expuesto a condiciones severas, ya sea en embarcaciones marinas, automóviles en carreteras o equipos utilizados en fábricas.
Mejora de la resistencia al desgaste y la durabilidad mecánica con acabados funcionales
Tratamientos superficiales como la anodización dura y los recubrimientos cerámicos por proyección térmica aumentan la dureza superficial hasta aproximadamente 1500-2000 en la escala Vickers. Esto los hace muy eficaces para reducir el desgaste en piezas como engranajes, componentes de sistemas hidráulicos y diversos mecanismos deslizantes donde las superficies rozan constantemente entre sí. Después de aplicar estos recubrimientos, también entran en juego algunos procesos de post-tratamiento. El granallado actúa comprimiendo los diminutos granos superficiales, lo que ayuda a que las piezas duren más cuando están sometidas a tensiones prolongadas. Las pruebas muestran que esto puede mejorar en torno al 40 por ciento la resistencia al deterioro por cargas repetidas en elementos fabricados en aluminio moldeado por inyección, como soportes y puntos de articulación. Para cualquier componente que sufra fricción constante, impactos bruscos o esté expuesto durante largos períodos a fluidos bajo alta presión, este tipo de mejoras superficiales marcan la diferencia entre intervalos de mantenimiento programados y fallos inesperados.

Garantizar la fiabilidad a largo plazo mediante la selección adecuada del acabado superficial
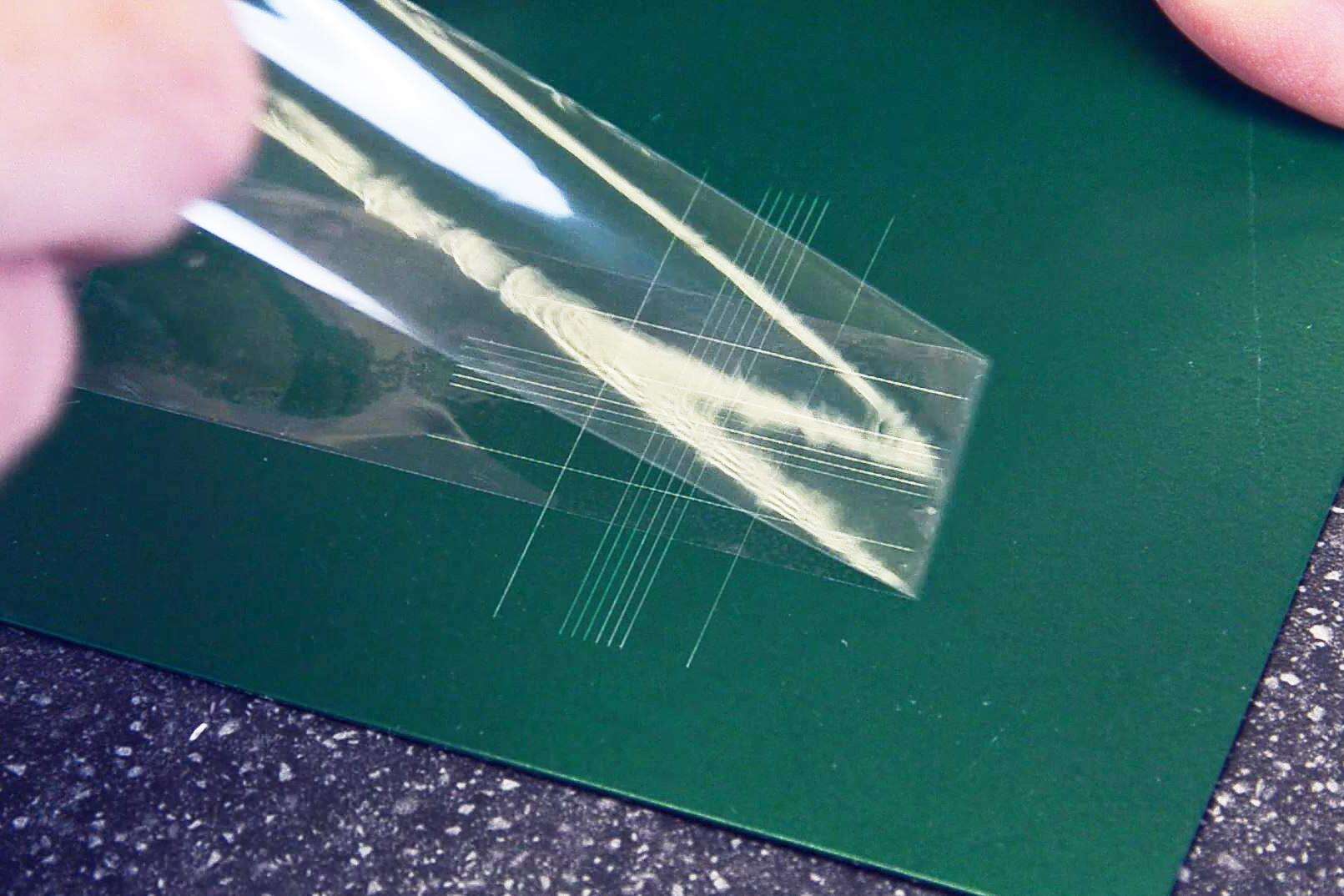
Elegir el tratamiento superficial correcto según las condiciones reales a las que enfrentará el equipo ayuda a evitar fallos prematuros. En lo que respecta a las cajas electrónicas utilizadas al aire libre, los recubrimientos en polvo resistentes a los rayos UV superan con creces a la pintura convencional cuando se someten a las pruebas de ciclado térmico especificadas en las normas IEC 60068-2-14. Los instrumentos quirúrgicos hechos de acero inoxidable requieren pasivación de grado médico para que no se dañen ni se deterioren tras pasar por innumerables ciclos en el autoclave. Existen varias formas de verificar si estos recubrimientos realmente funcionan con el tiempo. Las pruebas de adhesión con corte cruzado y la clásica prueba de niebla salina ASTM B117 indican a los fabricantes si sus acabados seleccionados pueden resistir tanto las condiciones climáticas como el desgaste físico que ocurre día a día en entornos reales de servicio.
Anodizado y Recubrimiento en Polvo: Opciones de Acabado Superficial de Alto Rendimiento
Anodizado para dureza, estética y protección contra la corrosión
El proceso de anodizado crea un recubrimiento de óxido grueso en aleaciones de aluminio como el ADC12 que puede aumentar la dureza superficial en aproximadamente un 60 % en comparación con superficies no tratadas regulares, según investigaciones publicadas en la revista Material Science Journal el año pasado. Lo que hace tan eficaz este tratamiento electroquímico es que forma una barrera protectora contra daños por agua y exposición a la sal, lo que significa que las piezas pueden soportar pruebas de niebla salina tres veces más que antes según los estándares ASTM. ¿Otra ventaja del anodizado? Está disponible en diferentes acabados, desde mate hasta aspecto brillante, además los colores aplicados durante el proceso se fijan mucho mejor que la pintura. Por eso se utiliza ampliamente en exteriores de automóviles y dispositivos electrónicos donde los productos deben verse bien mientras resisten el desgaste diario.
Recubrimiento en polvo para resistencia a astillado, variedad de colores y cobertura uniforme
Al aplicar el recubrimiento en polvo, básicamente pulverizamos una resina polimérica utilizando electricidad estática y luego la horneamos hasta que forme una capa protectora de entre 2 y 6 mil de espesor. Según datos de la EPA de 2024, este método alcanza aproximadamente un 95 % de eficiencia de transferencia, lo que significa mucho menos desperdicio de material en comparación con los métodos tradicionales. Las pruebas muestran que puede resistir astillados unas tres veces mejor que la pintura líquida convencional cuando se somete a pruebas de abrasión Taber. En realidad, hay más de 5.000 colores RAL diferentes, además de todo tipo de opciones de textura, por lo que los fabricantes pueden adaptarse realmente a cualquier aspecto necesario para elementos como maquinaria exterior o componentes de edificios que deban resistir las condiciones climáticas. Además, no implica ningún compuesto orgánico volátil (VOC), lo que garantiza el cumplimiento con normas medioambientales como los reglamentos REACH sin comprometer la calidad.
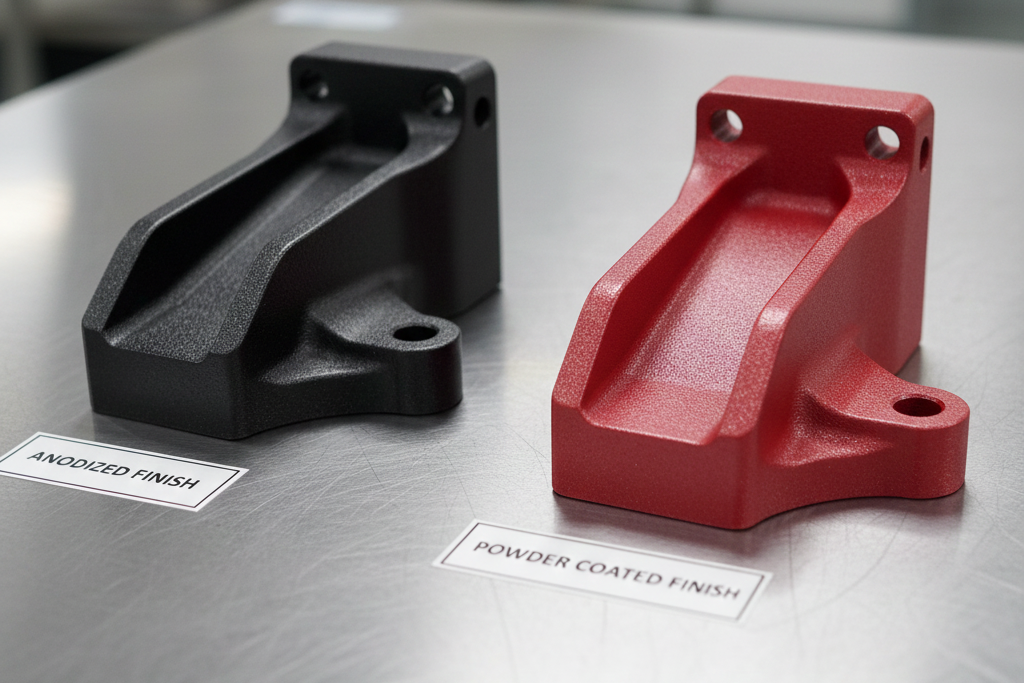
Comparación entre anodizado y recubrimiento en polvo en aleaciones ADC12 y similares
| El factor | Anodizado | Recubrimiento en polvo |
|---|---|---|
| El espesor del revestimiento | 0,5–25 µm | 50–150 µm |
| Resistencia a la corrosión | Excelente (más de 1.000 horas de niebla salina) | Muy bueno (500–800 horas de niebla salina) |
| Flexibilidad de color | Limitado a tonos metálicos | Ilimitado, incluyendo RAL personalizado |
| Eficiencia de los costes | Más alto para lotes pequeños | Más bajo para producciones de alto volumen |
Estudio de caso: Carcasas de fundición a presión automotrices con acabados anodizados y recubiertos con polvo
Un estudio de 2023 evaluó 50.000 carcasas de transmisión automotriz utilizando anodizado en superficies interiores y recubrimiento en polvo en exteriores. Los resultados mostraron:
- Componentes anodizados : Sin corrosión después de 18 meses en ambientes húmedos
- Exteriores recubiertos con polvo : 85 % de reducción en el desvanecimiento del color inducido por UV en comparación con superficies pintadas
- El enfoque combinado redujo las reclamaciones anuales por garantía en un 22 % (Informe de Ingeniería Automotriz 2023)
Tratamientos químicos y mecánicos previos para una adhesión óptima del recubrimiento
Recubrimientos de conversión química para la inhibición de la corrosión y la fijación de pintura
Los recubrimientos de conversión de fosfato de zinc y cromato forman capas protectoras a escala microscópica sobre superficies de fundición a presión, mejorando la resistencia a la corrosión hasta en un 40 % en ambientes de niebla salina en comparación con aleaciones sin tratar (Informe de Protección de Materiales 2023). También mejoran la adhesión de la pintura al crear un sustrato microtexturizado, reduciendo las tasas de desprendimiento en un 65 % en aplicaciones automotrices de ruedas.
Chorreado con perdigones y chorro de arena para mejorar la textura superficial y la adhesión
El chorro abrasivo con gránulos de acero u óxido de aluminio elimina óxidos y contaminantes mientras genera un perfil de superficie de 2–5 micrones. Esta preparación aumenta la resistencia de adherencia del recubrimiento en un 50–80% para carcasas de aluminio recubiertas con polvo expuestas a ciclos térmicos. Una rugosidad superficial uniforme (Ra 1,5–3,2 µm) garantiza una unión consistente en geometrías complejas.
Impacto del acabado abrasivo en la precisión dimensional y la integridad superficial
Aunque el chorro agresivo mejora la adherencia, mantener tolerancias de ±0,05 mm requiere una selección cuidadosa del medio. La granalla de acero angular proporciona una textura óptima con menos del 0,3% de pérdida de material en piezas de fundición a presión de zinc de alta precisión. El análisis de la integridad superficial indica que el chorro reduce la porosidad subsuperficial en un 22%, disminuyendo los posibles puntos de iniciación de grietas bajo esfuerzo mecánico.
Pintura y recubrimiento electrolítico: combinación de estética y protección integral
Recubrimiento electrolítico para espesor de película uniforme y defensa contra la corrosión en toda la superficie
El recubrimiento electrolítico, también conocido como recubrimiento por electrodeposición, produce acabados superficiales realmente consistentes. Aplica películas delgadas de alrededor de 15 a 25 micrómetros de espesor que también funcionan en formas complejas. Lo que hace destacar a este proceso es su capacidad para penetrar en todos esos lugares de difícil acceso y esquinas, lo cual es muy importante para componentes de aluminio moldeados por inyección que se destinan a condiciones severas, como embarcaciones o dispositivos electrónicos exteriores. Pruebas con niebla salina han demostrado que estas superficies recubiertas pueden durar entre 750 y 1000 horas antes de mostrar signos de óxido, según investigaciones de Ponemon realizadas en 2023. Eso representa aproximadamente tres veces más resistencia que las pinturas pulverizadas convencionales. Además, dado que casi toda la pintura se aprovecha durante el proceso gracias a los baños de reciclaje, los fabricantes consideran que cumple bastante bien con las normas ambientales ISO 14001. Y nadie tiene que preocuparse por goteos ni por esos molestos bordes irregulares que afectan a otros métodos.

Pintura personalizada para estéticas alineadas con la marca y acabados protectores en color
Para mantener esos colores vibrantes con aspecto fresco incluso después de una década expuestos al sol, los fabricantes recurren a pigmentos resistentes a los rayos UV combinados con capas transparentes de alta calidad. Según investigaciones publicadas en el Estudio de Acabados Automotrices 2022, las piezas pintadas con estas fórmulas especiales conservan alrededor del 95 % de su brillo original tras someterse a 5.000 horas de pruebas QUV, que simulan condiciones climáticas severas. En aplicaciones como bombas industriales o equipos médicos, donde el aspecto importa pero la seguridad es primordial, las pinturas reforzadas con cerámica ofrecen una excelente protección contra arañazos, clasificadas en un nivel de dureza de lápiz 3H. Además, cumplen con todos los requisitos necesarios de la FDA para superficies que entran en contacto con productos. A los ingenieros también les gusta mucho esta combinación de apariencia y durabilidad. Datos recientes de Materials Performance muestran que aproximadamente 8 de cada 10 ingenieros informan poder prolongar la vida útil de los componentes en cerca del 40 % al utilizar estas tecnologías avanzadas de recubrimiento.
Selección del Acabado Superficial Adecuado según los Requisitos de la Aplicación
Equilibrar las Demandas de Funcionalidad, Entorno y Rendimiento
Conseguir el acabado superficial adecuado implica ajustar lo que realmente necesita la pieza a cómo será utilizada en situaciones reales. Para piezas que deben soportar cargas elevadas, opciones resistentes al desgaste como la anodización dura son las más adecuadas en sistemas mecánicos. Cuando se trabaja cerca del agua, especialmente en entornos con agua salada, el acabado debe resistir la corrosión a lo largo del tiempo. Datos recientes del sector indican que aproximadamente tres cuartas partes de todos los componentes fallidos tenían tratamientos superficiales que simplemente no coincidían con su entorno. Al elegir un acabado, los fabricantes deberían considerar varios factores, incluyendo qué tan bien se adhiere al material base, si los productos químicos presentes podrían degradarlo y si puede soportar cambios de temperatura sin deteriorarse. Estos aspectos básicos a menudo se pasan por alto, pero marcan toda la diferencia en la durabilidad del componente.

Evaluación de las Condiciones de Exposición: Niebla Salina, Humedad y Estrés Térmico
Las piezas ubicadas en zonas costeras o aquellas que entran en contacto con sales de roca y agentes anticongelantes se benefician notablemente de tratamientos como el recubrimiento electrolítico o los recubrimientos por conversión cromatada. Estos métodos reducen la formación de óxido entre un 60 y hasta un 90 por ciento en comparación con superficies metálicas desnudas sin protección. Cuando hablamos de lugares donde las temperaturas superan regularmente los 300 grados Fahrenheit, los recubrimientos cerámicos suelen resistir mucho mejor que la pintura convencional u otros recubrimientos orgánicos sometidos a ciclos repetidos de calentamiento y enfriamiento a lo largo del tiempo. Y para instalaciones que necesitan controlar con precisión los niveles de humedad, los recubrimientos en polvo pueden ser una opción bastante económica, siempre que se apliquen tras procesos adecuados de limpieza fosfatada, lo cual ayuda a que se adhieran correctamente a la superficie sin despegarse posteriormente.
Costo vs. Estética en la Producción de Alta Volumetría de Piezas Fundidas a Presión Personalizadas
El proceso de anodizado generalmente tiene un costo entre cincuenta centavos y un dólar veinte por pieza, aunque normalmente ahorra dinero a largo plazo, ya que no se requieren pasos adicionales de pintura en elementos como molduras de automóviles o dispositivos electrónicos. Cuando las empresas planean producir cantidades muy grandes, digamos más de cincuenta mil unidades, el recubrimiento en polvo se convierte en la opción más rentable. Este proceso tiene un costo aproximado de treinta a ochenta centavos por unidad, ya que se seca más rápido y requiere menos mano de obra durante la producción. Las piezas que no serán visibles para los clientes a veces pueden utilizar alternativas más económicas, como el chorro de arena o la aplicación de películas químicas. Estos métodos aún ofrecen una protección suficiente mientras reducen los costos en alrededor del cuarenta al sesenta por ciento en comparación con acabados decorativos más sofisticados, por lo que funcionan muy bien para piezas internas de productos donde la funcionalidad importa más que la apariencia.
Preguntas frecuentes
¿Cuáles son los principales tipos de acabados superficiales para piezas fundidas a presión?
Los acabados superficiales comunes incluyen anodizado, recubrimiento en polvo, tratamientos de conversión química y recubrimiento electrolítico. Cada uno ofrece beneficios únicos en términos de resistencia a la corrosión, resistencia al desgaste y atractivo estético.
¿Cómo afecta el acabado superficial a la durabilidad de las piezas fundidas a presión?
El acabado superficial mejora la durabilidad al proporcionar recubrimientos protectores que resisten la corrosión, el desgaste y los daños ambientales. Esto prolonga la vida útil de las piezas, reduciendo los costos de mantenimiento y reemplazo.
¿Se pueden personalizar los acabados superficiales para aplicaciones específicas?
Sí, los acabados superficiales pueden adaptarse para cumplir requisitos específicos de aplicación mediante la selección de materiales, colores y métodos de tratamiento adecuados. Esto garantiza un rendimiento y durabilidad óptimos en distintas condiciones.
¿Cuál es la diferencia entre anodizado y recubrimiento en polvo?
El anodizado crea una capa delgada de óxido en superficies de aluminio, ofreciendo excelente resistencia a la corrosión y dureza superficial. El recubrimiento en polvo aplica una capa polimérica más gruesa, proporcionando una mayor resistencia a astillados y variedad de colores.
¿Existen consideraciones ambientales al elegir acabados superficiales?
Muchos acabados superficiales modernos son ecológicos, utilizando procesos con bajas emisiones de compuestos orgánicos volátiles (VOC). Técnicas como el recubrimiento en polvo y el recubrimiento electrolítico suelen cumplir con normas ambientales, lo que las convierte en opciones adecuadas para una fabricación sostenible.
Tabla de Contenido
- Cómo los acabados superficiales mejoran el rendimiento y la longevidad de las piezas fundidas a presión
-
Anodizado y Recubrimiento en Polvo: Opciones de Acabado Superficial de Alto Rendimiento
- Anodizado para dureza, estética y protección contra la corrosión
- Recubrimiento en polvo para resistencia a astillado, variedad de colores y cobertura uniforme
- Comparación entre anodizado y recubrimiento en polvo en aleaciones ADC12 y similares
- Estudio de caso: Carcasas de fundición a presión automotrices con acabados anodizados y recubiertos con polvo
- Tratamientos químicos y mecánicos previos para una adhesión óptima del recubrimiento
- Pintura y recubrimiento electrolítico: combinación de estética y protección integral
- Selección del Acabado Superficial Adecuado según los Requisitos de la Aplicación
-
Preguntas frecuentes
- ¿Cuáles son los principales tipos de acabados superficiales para piezas fundidas a presión?
- ¿Cómo afecta el acabado superficial a la durabilidad de las piezas fundidas a presión?
- ¿Se pueden personalizar los acabados superficiales para aplicaciones específicas?
- ¿Cuál es la diferencia entre anodizado y recubrimiento en polvo?
- ¿Existen consideraciones ambientales al elegir acabados superficiales?