



Miten pinnankarheudet parantavat painevalukomponenttien suorituskykyä ja kestoa
Korroosionkestävyyden parantaminen painevaluosissa pintakäsittelyillä
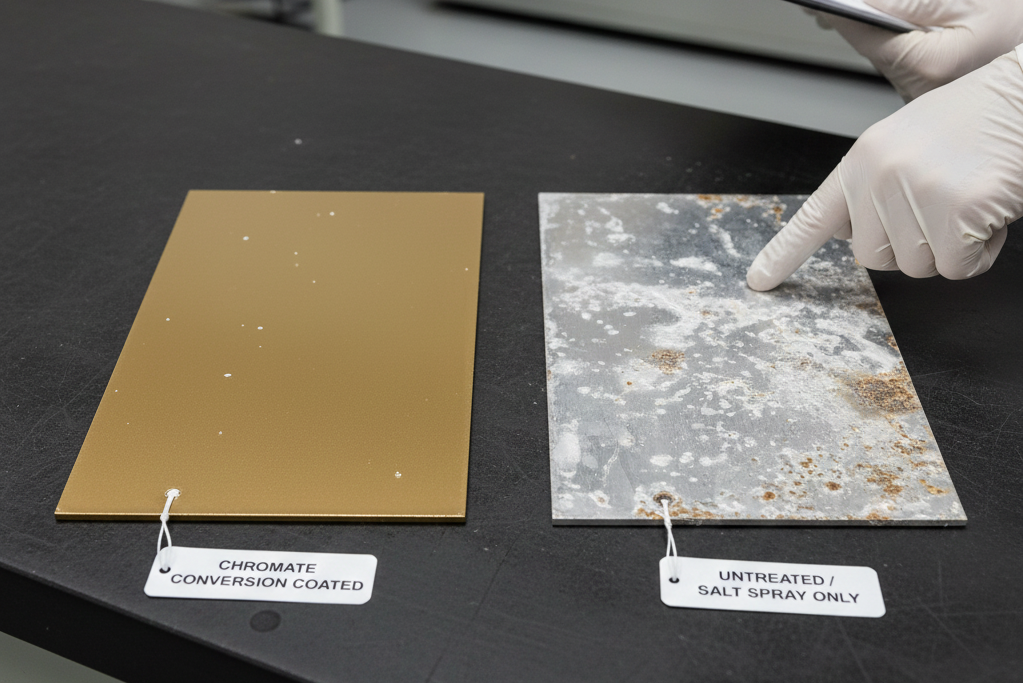
Kemialliset muuntokäsittelyt ja anodisointi muodostavat suojapeitteitä, jotka auttavat suojaamaan alumiini- ja sinkkiseoksia kosteusvaurioilta, suolakäristykseltä ja haitallisilta kemikaaleilta. Äskettäin NACE International teki tutkimuksen, jossa ilmeni, että kromaatillä käsitellyt alumiinikomponentit kestivät yli 500 tuntia suolakäristystestissä, mikä on noin 70 % pidempi kuin käsittelemättömät osat. Näiden käsittelyjen taustalla oleva tiede perustuu ohuiden hapettakerrosten muodostamiseen molekyyлитasolla tai aineiden käyttöön, jotka estävät korroosiota. Tämä tekee niistä erittäin hyödyllisiä estämään ongelmia, kuten kuoppakorrosiota ja galvaanista korrosiota, tietyissä olosuhteissa, joissa metalli altistuu koville olosuhteille, olipa kyseessä merellä olevat veneet, tiellä ajavat autot tai tehtaissa käytettävä laitteisto.
Kulumisen kestävyyden ja mekaanisen kestävyyden parantaminen toiminnollisilla pinnoitteilla
Pintakäsittelyt, kuten kovakuoriutus ja lämpösuihkutetut keramiikkapäällysteet, lisäävät pintakovuutta noin 1500–2000 Vickersin asteikolla. Tämä tekee niistä erittäin hyviä osien kulumisen vähentämisessä, kuten vaihteistoissa, hydraulijärjestelmien komponenteissa ja erilaisissa liukumeismeissä, joissa pinnat kitkautuvat jatkuvasti vastakkain. Näiden päällysteiden käytön jälkeen myös joitakin jälkikäsittelyprosesseja sovelletaan. Sorapuhallus toimii puristamalla näitä pieniä pintarakoja, mikä auttaa osia kestämään pidempään, kun ne altistuvat pitkäaikaiselle rasitukselle. Testit osoittavat, että tämä voi parantaa noin 40 prosenttia väsymislujuutta toistuvassa kuormituksessa, erityisesti painevalukaluminiista valmistetuissa osissa, kuten kiinnikkeissä ja kääntöpisteissä. Kaikille komponenteille, jotka kohtaavat jatkuvaa kitkaa, äkillisiä iskuja tai jotka ovat pitkään korkean paineen alaisissa nesteissä, nämä pintaparannukset merkitsevät kaikkea erotusta tavallisten huoltovälien ja odottamattomien vaurioiden välillä.

Pitkäaikaisen luotettavuuden varmistaminen oikean pinnankarheuden valinnalla
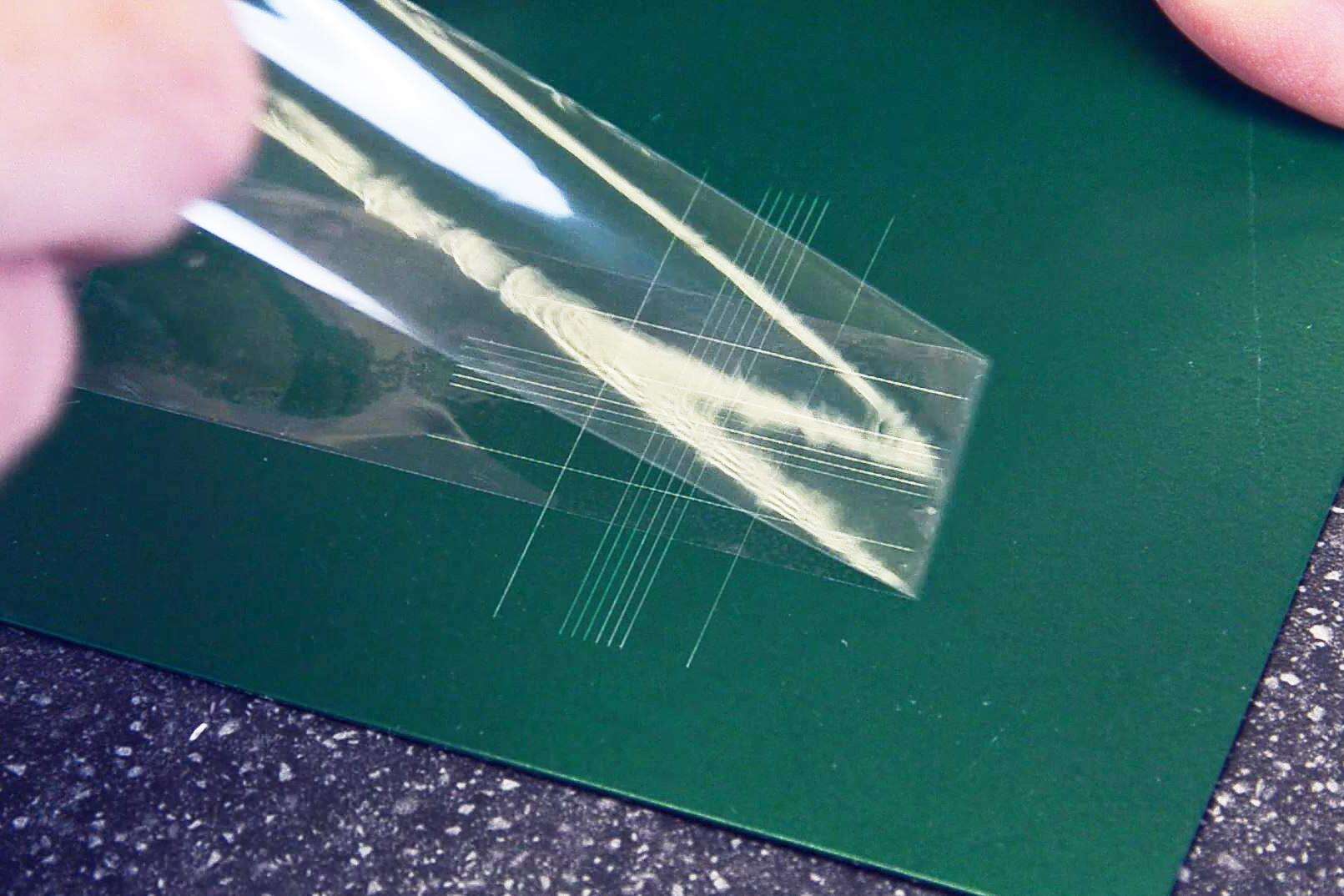
Oikean pintakäsittelyn valitseminen sen mukaan, millaisiin olosuhteisiin laite joutuu käytössä, auttaa välttämään ennenaikaisia vikoja. Ulkona käytettävissä sähkölaatikoissa UV-kestävät pulverimaalaukset menestyvät selvästi paremmin kuin tavallinen maali, kun niitä testataan IEC 60068-2-14 -standardin mukaisilla lämpökytkentätesteillä. Ruiskeesta valmistetuista kirurgisista instrumenteista on tehtävä lääketieteellistä passivoitua versiota, jotta ne eivät vahingoitu tai värjy runsaasti toistuvien höyrysterilointikertojen jälkeen. On useita tapoja tarkistaa, toimivatko nämä pinnoitteet todella pitkässä juoksussa. Ristileikkausadheesiotestit ja kokeenvarainen ASTM B117-suolapesisra-testi kertovat valmistajille, kestävätkö valitut pinnoitteet sekä sääolojen että päivittäisen mekaanisen kulumisen todellisissa käyttöympäristöissä.
Anodointi ja pulverimoottaus: Korkean suorituskyvyn pintakäsittelyvaihtoehdot
Anodisoitu kovuuden, esteettisyyden ja korroosiosuojan vuoksi
Anodisoitiprosessi muodostaa paksun hapetuspäällysteen alumiiniseoksille, kuten ADC12:lle, mikä voi lisätä pintakovuutta noin 60 % verrattuna tavallisiin käsittelemättömiin pinnoitteisiin viime vuonna Material Science Journalissa julkaistun tutkimuksen mukaan. Tämä sähkökemiallinen käsittely on tehokasta siitä syystä, että se muodostaa suojakerroksen veden ja suolan vaikutuksia vastaan, jolloin osat kestävät suihkutuskorroosiotestejä kolme kertaa pidempään kuin aiemmin ASTM-standardien mukaan. Toisen hienon asian anodisoinnissa on, että siinä on erilaisia pintakäsittelyjä mattomasta kiiltävään sekä värit, jotka soveltuvat prosessiin paljon paremmin kuin maali. Siksi sitä käytetään laajasti auton ulkoosissa ja elektroniikkalaitteissa, joissa tuotteiden täytyy näyttää hyvältä ja kestää arkipäivän kulutusta.
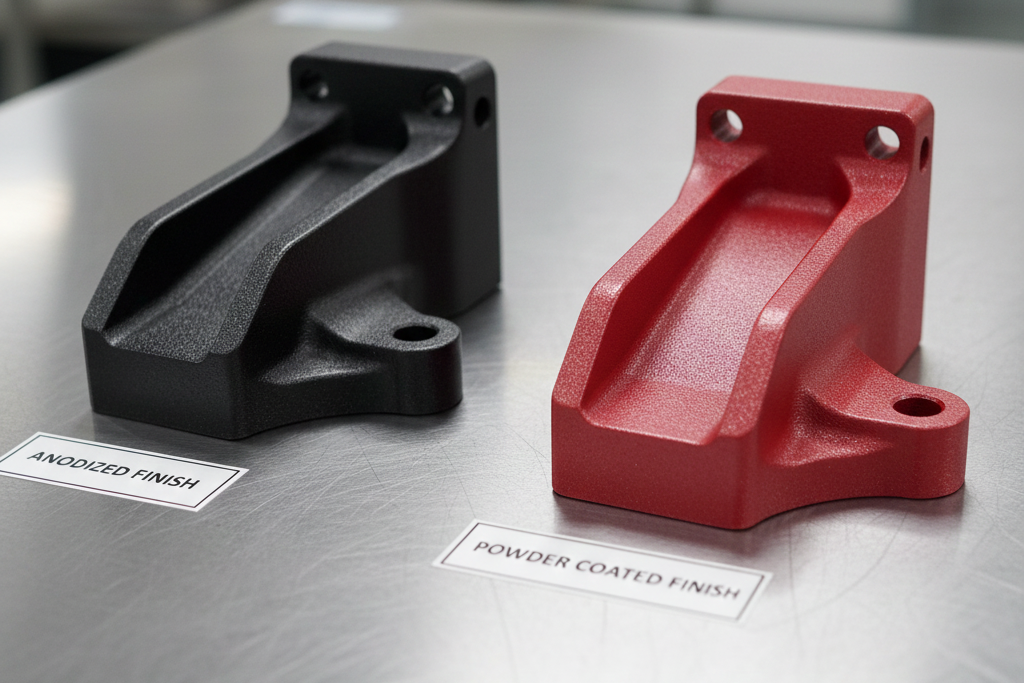
Pintakäsittely jakeutumisvastuksen, värimonipuolen ja yhtenäisen peittävyyden vuoksi
Pintakäsittelyssä suihkutamme polymerihartsia staattisen sähkön avulla ja paahdetaan sitä, kunnes muodostuu 2–6 milin paksuinen suojaava kerros. Ympäristönsuojeluviraston (EPA) vuoden 2024 tietojen mukaan tämän menetelmän siirtotehokkuus on noin 95 %, mikä tarkoittaa huomattavasti vähemmän hukkaan menevää materiaalia verrattuna perinteisiin menetelmiin. Testit osoittavat, että se kestää kolme kertaa paremmin sirpaloitumista kuin tavallinen nestemäalauksella, kun sitä testataan Taber-hierontakokeella. Saatavilla on yli 5 000 eri RAL-väriä sekä monia erilaisia pintakarheusvaihtoehtoja, joten valmistajat voivat todella saavuttaa haluamansa ulkonäön esimerkiksi ulkokoneille tai rakennusosille, jotka joutuvat kestämään sääoloja. Lisäksi siinä ei ole lainkaan haihtuvia orgaanisia yhdisteitä (VOC), joten se noudattaa ympäristömääräyksiä, kuten REACH-sääntöjä, laadun kärsimättä.
Anodointi ja pulverimaalaus ADC12- ja vastaavissa seoksissa
| Tehta | Anodisointi | Jauhemaalaus |
|---|---|---|
| Pöydän paksuus | 0,5–25 µm | 50–150 µm |
| Korroosionkestävyys | Erinomainen (yli 1 000 tuntia suolasumutestiä) | Hyvä (500–800 tuntia suolasumutestiä) |
| Värivaihtoehdon joustavuus | Rajoittunut metallisävyihin | Rajoittamaton, mukaan lukien räätälöidyt RAL-värit |
| Kustannustehokkuus | Korkeampi pienille erille | Alemmat suurille tuotantosarjoille |
Tapaus: Autoteollisuuden painevalukotelot anodoiduilla ja jauhepinnoitetuilla pinnoitteilla
Vuoden 2023 tutkimus arvioi 50 000 auton vaihdelaatikon koteloa, joissa oli anodointia sisäpinnoilla ja jauhepinnoitetta ulkopinnoilla. Tulokset osoittivat:
- Anodoidut komponentit : Ei korroosiota 18 kuukauden kuluttua kosteissa olosuhteissa
- Jauhepinnoitetut ulkopinnat : 85 %:n vähennys UV-säteilyyn liittyvässä värimuutoksessa maalattuihin pintoihin verrattuna
- Yhdistetty lähestymistapa vähensi vuosittaisia takuuvaatimuksia 22 %:lla (Automotive Engineering Report 2023)
Kemialliset ja mekaaniset esikäsittelyt optimaalista pinnoitteen adheesiota varten
Kemialliset muunnospinnoitteet korroosion estoon ja maalin sitomiseen
Sinkkifosfaatti- ja kromaattimuunnospinnoitteet muodostavat mikromittakaavan suojakerrokset painevalukkeille, parantaen korroosionkestävyyttä jopa 40 % verrattuna käsittelemättömiin seoksiin suolakarhulaitteessa (Materials Protection Report 2023). Ne myös parantavat maalin adheesiota luomalla mikrokuvioisen alustan, mikä vähentää irtoamisnopeutta 65 % autonpyörien sovelluksissa.
Lyijytyshiekkaus ja hiekkahalkaisu pintatekstuurin ja adheesion parantamiseksi
Hiomamineraaleilla, kuten teräshiekalla tai alumiiniksidilla, suoritettu puhallus poistaa hapettuneet kerrokset ja epäpuhtaudet samalla luoden 2–5 mikronin pintaprofiilin. Tämä pinnanvalmistus parantaa pinnoitteen adheesiota 50–80 %:lla lämpötilan vaihdellessa altistettujen pulverimaalattujen alumiinikuorien kohdalla. Yhtenäinen pintakarheus (Ra 1,5–3,2 µm) varmistaa tasaisen sitoutumisen monimutkaisissa geometrioissa.
Hiomapinnan vaikutus mittojen tarkkuuteen ja pintarakenteen eheyteen
Vaikka voimakas puhallus parantaa adheesiota, ±0,05 mm tarkkojen toleranssien ylläpitäminen edellyttää huolellista hiomamateriaalin valintaa. Kulmikas terässuihke tarjoaa optimaalisen tekstuurin ja aiheuttaa alle 0,3 %:n materiaalin menetyksen tarkkuustasoisissa sinkkivalukappaleissa. Pintarakenteen analyysi osoittaa, että puhallus vähentää alapinnan huokosuutta 22 %, mikä pienentää mahdollisten halkeamien alkuperää mekaanisen rasituksen alla.
Maalaus ja sähköstaattinen pinnoitus: Yhdistävä esteettisyys ja kattava suojaus
Sähköstaattinen pinnoitus yhtenäisen kalvon paksuuden ja koko pinnan korroosiosuojan saavuttamiseksi
E-pinnoite, jota kutsutaan myös sähköfoboreettiseksi pinnoitteeksi, tuottaa erittäin tasaisia pinta-aloja. Se muodostaa ohuita kalvoja noin 15–25 mikrometrin paksuina, jotka toimivat myös monimutkaisille muodoille. Tämä prosessi erottuu siitä, että se pääsee kaikkiin vaikeasti saavutettaviin kohtiin ja kulmiin, mikä on erityisen tärkeää alumiinipainovalukomponenteille, jotka joutuvat raskaisiin olosuhteisiin, kuten veneissä tai ulkoissa elektronisissa laitteissa. Suolakarhennustesteissä on havaittu, että näiden pinnoitettujen pintojen kestoikä on 750–1000 tuntia ennen ruosteentumisen alkamista, ainakin Ponemonin vuoden 2023 tutkimusten mukaan. Tämä on noin kolme kertaa parempi kuin tavallisten spraymaalauksien tapauksessa. Lisäksi melkein kaikki maali käytetään hyväksi prosessin aikana kierrätysaltaiden ansiosta, joten valmistajat huomaavat sen sopivan hyvin ISO 14001 -ympäristöstandardien kanssa. Ei myöskään tarvitse huolehtia tippumisesta tai niistä ärsyttävistä epätasaisista reunoista, joita muilla menetelmillä esiintyy.

Mukautettu maalaus brändiin soveltuvia esteettisiä ja suojapeittopintoja varten
Jotta vilkkaat värit säilyvät tuoreina jopa vuosikymmenen ajan auringonvalossa, valmistajat käyttävät UV-kestäviä pigmenttejä yhdistettynä korkealaatuisiin läpinäkyviin päällysteisiin. Vuonna 2022 julkaistun Autoteollisuuden maalipintojen tutkimuksen mukaan näillä erityisillä kaavoilla maalatut osat säilyttävät noin 95 % alkuperäisestä kiilostaan 5 000 tunnin QUV-testauksen jälkeen, mikä simuloi kovia sääolosuhteita. Teollisuuspumppujen tai lääkintälaitteiden kaltaisissa sovelluksissa, joissa ulkonäköllä on merkitystä, mutta turvallisuus on ensiarvoisen tärkeää, keraamilla vahvistetut maalit tarjoavat erinomaista suojaa naarmuilta, ja niiden kynäkovuustaso on 3H. Lisäksi ne täyttävät kaikki FDA:n vaatimukset tuotteisiin kosketuksissa oleville pinnoille. Myös insinöörit arvostavat suuresti tätä yhdistelmää, jossa yhdistyvät ulkonäkö ja kestävyys. Tuoreet tiedot Materials Performance -julkaisusta osoittavat, että noin 8 kymmenestä insinööristä ilmoittaa komponenttien elinkaaren pidentyvän noin 40 %, kun käytetään näitä edistyneitä pinnoiteteknologioita.
Oikean pinnankarheuden valinta sovelluksen vaatimusten perusteella
Toiminnallisuuden, ympäristön ja suorituskyvyn vaatimusten tasapainottaminen
Pinnankarheuden oikea valinta tarkoittaa sitä, että osan todelliset tarpeet vastaavat sen käyttöä käytännön tilanteissa. Osille, jotka joutuvat kantamaan suuria kuormia, kulumislujuinen pinnoite kuten kovakuoriutus toimii parhaiten mekaanisissa järjestelmissä. Kun työskennellään veden läheisyydessä, erityisesti suolavedessä, pinnoitteen on kestettävä korroosiota pitkällä aikavälillä. Viimeaikaiset teollisuusdatat osoittavat, että noin kolme neljäsosaa kaikista rikkoutuneista komponenteista oli pinnoitettu tavalla, joka ei sopinut niiden ympäristöön. Valittaessa pinnoitetta valmistajien tulisi ottaa huomioon useita tekijöitä, kuten kuinka hyvin se tarttuu perusmateriaaliin, voivatko läsnä olevat kemikaalit hajottaa sitä ja kestävätkö se lämpötilan vaihteluita hajoamatta. Näitä perusasioita usein sivuutetaan, mutta ne vaikuttavat ratkaisevasti komponenttien kestoon.

Altistumisehdon arviointi: suolakäpily, kosteus ja lämpökuormitus
Osat, jotka sijaitsevat rannikkoalueilla tai joihin tulee kosketusta tien suoloihin ja jäätä sulattaviin aineisiin, hyötyvät erityisesti esimerkiksi sähkökylpykäsittelyistä tai kromaatinkonversiopinnoitteista. Nämä menetelmät vähentävät ruosteen muodostumista noin 60–90 prosenttia verrattuna suojaamattomiin metallipinnoitteisiin. Silloin kun puhutaan alueista, joissa lämpötila nousee säännöllisesti yli 300 Fahrenheit-asteen, keraamiset pinnoitteet kestävät huomattavasti paremmin kuin tavallinen maali tai muut orgaaniset pinnoitteet toistuvien lämpenemis- ja jäähtymissyklien vaikutuksesta. Laitoksissa, joissa kosteuden taso on pidettävä tarkasti hallinnassa, jauhepinnoite voi olla varsin taloudellinen vaihtoehto, edellyttäen että se sovelletaan asianmukaisen fosfaattipuhdistuksen jälkeen, mikä edistää sen kiinnittymistä pintaan ilman, että se myöhemmin irtoaa.
Kustannukset ja ulkonäkö korkean tuotantovolyymin mukautettujen painovaluosien valmistuksessa
Anodointiprosessi maksaa yleensä noin 50 senttiä ja 1,20 dollaria per osa, vaikka se säästää pitkällä aikavälillä rahaa, koska ei tarvita ylimääräisiä maalausvaiheita esimerkiksi auton koristeosissa tai elektronisissa laitteissa. Kun yritykset suunnittelevat erittäin suurten määrien tuotantoa, yli viisikymmentätuhatta yksikköä, jauhepinnoitus on taloudellisesti parempi vaihtoehto. Sen hinta on noin 30–80 senttiä per kappale, koska se kuivuu nopeammin ja vaatii vähemmän työvoimaa valmistuksessa. Asiakkaan näkemättömiä osia voidaan joskus pinnoittaa halvemmilla vaihtoehdoilla, kuten hiekkapuhalluksella tai kemiallisilla kalvoilla. Nämä menetelmät tarjoavat edelleen riittävän hyvän suojan samalla kun ne vähentävät kustannuksia noin 40–60 prosenttia verrattuna niihin hienompiin dekoratiivisiin pinnoitteisiin, joten ne soveltuvat erinomaisesti tuotteiden sisällä oleviin osiin, joissa ulkonäkö ei ole yhtä tärkeää kuin toiminnallisuus.
UKK
Mitkä ovat päätyypit pintakäsittelyille painevalukomponenteissa?
Yleisiä pintakäsittelyjä ovat anodointi, jauhepinnoitus, kemialliset muunnoskäsittelyt ja sähköstaattinen pinnoitus. Jokainen näistä tarjoaa yksilöllisiä etuja korroosion kestävyyden, kulumisen kestävyyden ja ulkoasun suhteen.
Miten pintakäsittely vaikuttaa painevalukomponenttien kestävyyteen?
Pintakäsittely parantaa kestävyyttä tarjoamalla suojapeitteitä, jotka kestävät korroosiota, kulumista ja ympäristövaurioita. Tämä pidentää osien käyttöikää ja vähentää huoltokustannuksia ja vaihtokustannuksia.
Voivatko pintakäsittelyt olla räätälöityjä tietyille sovelluksille?
Kyllä, pintakäsittelyt voidaan räätälöidä tiettyihin sovellustarpeisiin valitsemalla sopivat materiaalit, värit ja käsittelymenetelmät. Tämä varmistaa optimaalisen suorituskyvyn ja pitkän käyttöiän erilaisissa olosuhteissa.
Mikä on ero anodoinnin ja jauhepinnoituksen välillä?
Anodointi luo ohuen hapettumiskerroksen alumiinipinnoille, tarjoten erinomaista korroosionkestävyyttä ja pintakovuutta. Pulverimaalaus muodostaa paksummman polymeerikerroksen, joka tarjoaa huomattavasti paremman sirpaloitumisvastuksen ja laajemman värivalikoiman.
Onko ympäristöön liittyviä näkökohtia pinnankäsittelyn valinnassa?
Monet nykyaikaiset pinnankäsittelyt ovat ympäristöystävällisiä ja käyttävät prosesseja, joissa on matalat VOC-päästöt. Menetelmät kuten pulverimaalaus ja sähköstaattinen maalaus (e-coating) täyttävät usein ympäristövaatimukset, mikä tekee niistä sopivia vaihtoehtoja kestävään valmistukseen.
Sisällys
- Miten pinnankarheudet parantavat painevalukomponenttien suorituskykyä ja kestoa
- Anodointi ja pulverimoottaus: Korkean suorituskyvyn pintakäsittelyvaihtoehdot
- Kemialliset ja mekaaniset esikäsittelyt optimaalista pinnoitteen adheesiota varten
- Maalaus ja sähköstaattinen pinnoitus: Yhdistävä esteettisyys ja kattava suojaus
- Oikean pinnankarheuden valinta sovelluksen vaatimusten perusteella
-
UKK
- Mitkä ovat päätyypit pintakäsittelyille painevalukomponenteissa?
- Miten pintakäsittely vaikuttaa painevalukomponenttien kestävyyteen?
- Voivatko pintakäsittelyt olla räätälöityjä tietyille sovelluksille?
- Mikä on ero anodoinnin ja jauhepinnoituksen välillä?
- Onko ympäristöön liittyviä näkökohtia pinnankäsittelyn valinnassa?