



Hogyan javítják a felületkezelések a nyomásos öntvény alkatrészek teljesítményét és élettartamát
Korrózióállóság javítása nyomásos öntvény alkatrészeknél felületkezelések révén
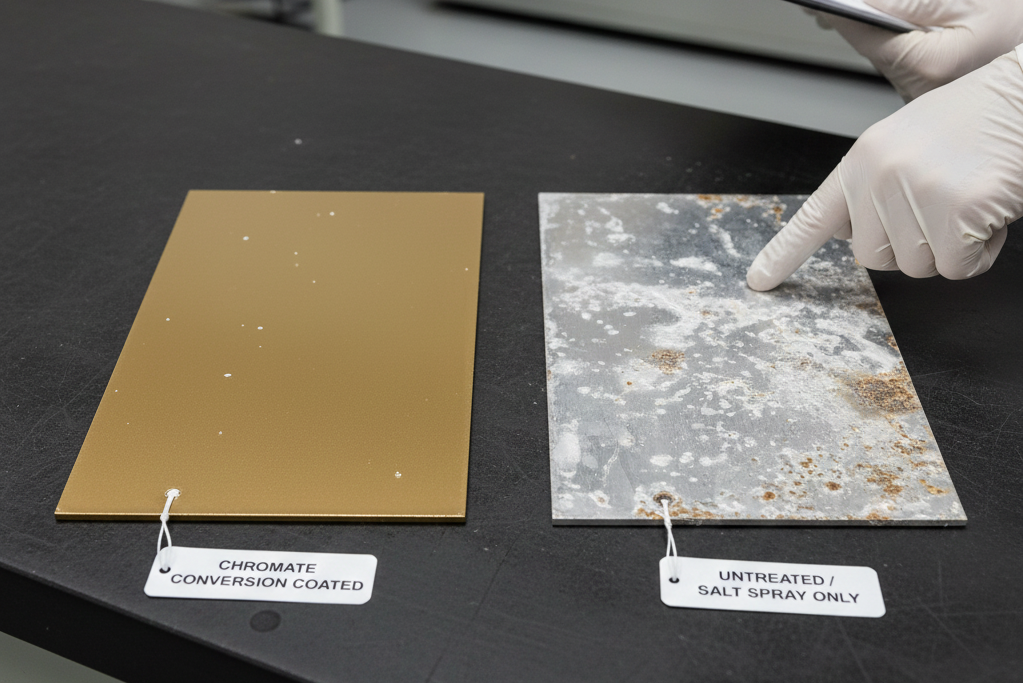
A kémiai átalakító kezelések és az anódos oxidálás olyan bevonatokat hoznak létre, amelyek védőréteget képeznek, és segítenek megvédeni az alumínium- és cinkötvözeteket a nedvességkárosodástól, a sópermettől és a káros vegyi anyagoktól. A NACE International egyik friss tanulmánya szerint a kromátátalakító bevonattal kezelt alumínium alkatrészek több mint 500 órán át állták ki a sópermetes próbát, ami körülbelül 70%-kal hosszabb ideig tart, mint a teljesen kezeletlen alkatrészeké. E kezelések mögötti tudomány a molekuláris szinten kialakuló vékony oxidrétegek létrehozásán vagy olyan anyagok felvitelezésén alapul, amelyek megakadályozzák a korróziót. Ezáltal különösen hasznosak olyan problémák megelőzésében, mint a lyukasztott korrózió vagy galvánelem-korrózió olyan helyeken, ahol a fém durva körülmények között kerül kitéve, legyen szó tengeri hajókról, úton közlekedő járművekről vagy gyári berendezésekről.
Funkcionális bevonatok alkalmazása a kopásállóság és mechanikai tartósság javítására
A felületkezelések, mint például a keményanodizálás és a termikus porcelánbevonatok, a felületi keménységet körülbelül 1500–2000-ra növelik a Vickers-skálán. Ez kiválóvá teszi őket az elhasználódás csökkentésében olyan alkatrészeknél, mint a fogaskerekek, hidraulikus rendszerek komponensei és különféle csúszó mechanizmusok, ahol a felületek folyamatosan egymáshoz súrlódnak. A bevonatok felvitelét követően bizonyos utókezelési folyamatok is alkalmazásra kerülnek. A golyófúrás során a mikroszkopikus felületi szemcséket összenyomják, ami segít az alkatrészek élettartamának meghosszabbításában idővel jelentkező terhelések esetén. Tesztek szerint ez akár körülbelül 40 százalékkal is javíthatja az anyag fáradási törésállóságát olyan öntött alumíniumból készült alkatrészeknél, mint a tartókonzolok és forgópontok. Minden olyan alkatrész esetében, amely folyamatos súrlódásnak, hirtelen ütőhatásoknak vagy hosszabb ideig tartó nagy nyomású folyadékterhelésnek van kitéve, ezek a felületjavító eljárások döntő különbséget jelentenek a rendszeres karbantartási intervallumok és a váratlan meghibásodások között.

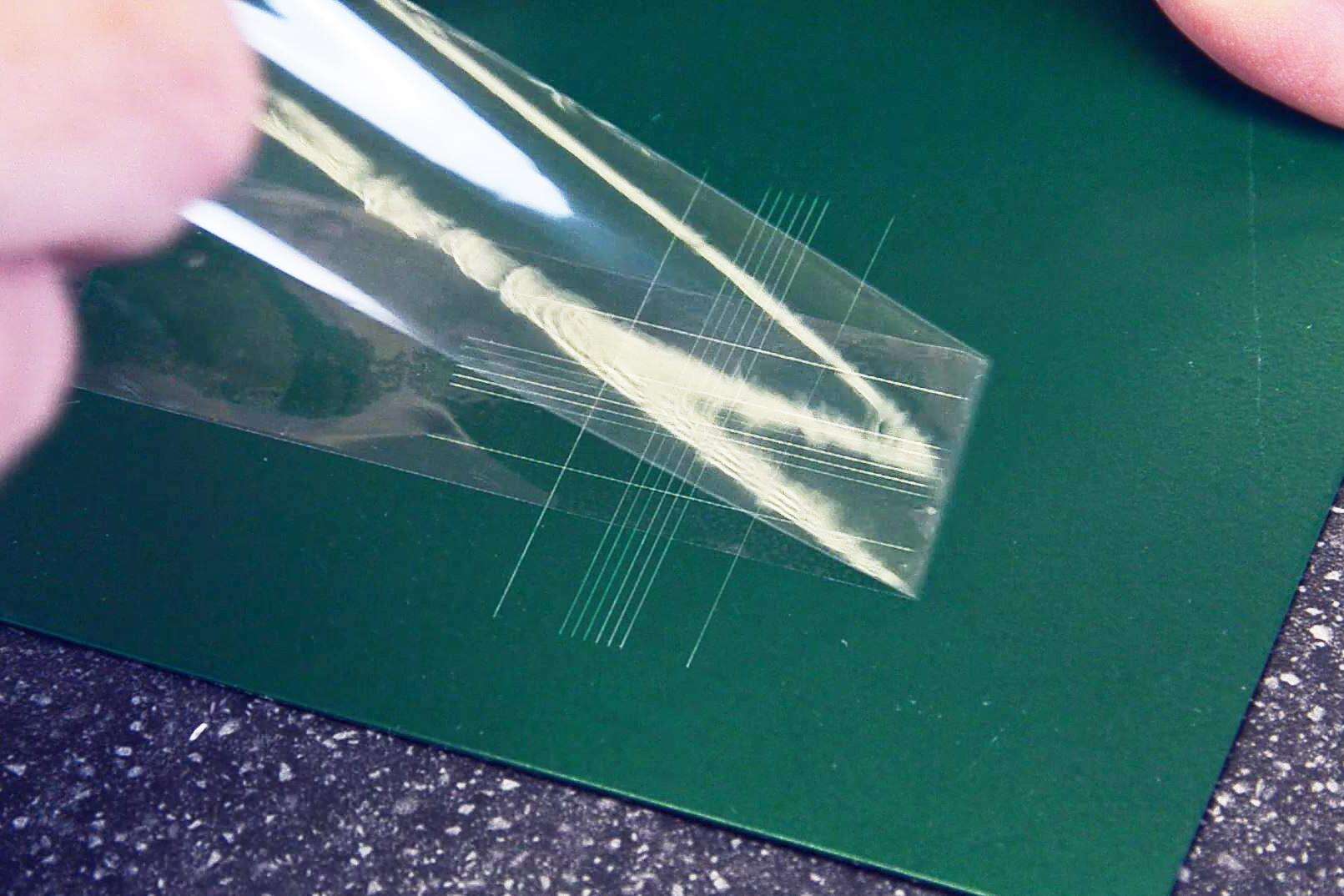
Hosszú távú megbízhatóság biztosítása a megfelelő felületminőség kiválasztásával
A berendezés tényleges körülmények közötti alkalmazásához megfelelő felületkezelés kiválasztása segít elkerülni a korai meghibásodásokat. Kültéri használatra szánt elektronikus házak esetében az UV-álló porfestékek egyértelműen jobban teljesítenek, mint a hagyományos festékek, amikor az IEC 60068-2-14 szabványban előírt termikus ciklus teszteknek vetik őket alá. A rozsdamentes acélból készült sebészeti műszerek orvosi minőségű passziválásra szorulnak, hogy ne sérüljenek meg vagy változzon meg a színük a sok ismételt autoklávozási ciklus után. Többféleképpen is ellenőrizhető, hogy ezek a bevonatok valóban hosszú távon is hatékonyak-e. A rácsos tapadásvizsgálat és az időtálló ASTM B117 sópermet teszt segítségével a gyártók megállapíthatják, hogy a választott felületminőségek képesek-e ellenállni az időjárásnak és a napi üzem során fellépő mechanikai igénybevételnek.
Anódoxidálás és porfestés: Kiváló teljesítményű felületkezelési lehetőségek
Ötvözetek keménységének, esztétikájának és korrózióvédelmének anodizálása
Az anodizálás folyamata vastag oxidréteget hoz létre alumíniumötvözeteken, például az ADC12-es ötvözeten, amely a felületi keménységet körülbelül 60%-kal növelheti az előzőleg kezeletlen felületekhez képest, ahogyan azt tavaly megjelent tanulmány is igazolta a Material Science Journalban. Az elektrokémiai eljárás hatékonyságát az adja, hogy védőpajzsot alakít ki a vízkárok és sóexpozíció ellen, így az alkatrészek háromszor tovább bírják a sópermetes próbákat az ASTM szabványok szerint. Egy másik nagyszerű tulajdonsága az anodizálásnak? Különböző felületi minőségekben érhető el, matttól csillogóig, ráadásul a folyamat során felvitt színek sokkal jobban kitartanak, mint a festék. Ezért látjuk olyan gyakran autókülsőkön és elektronikai eszközökön, ahol fontos, hogy a termékek jól nézzenek ki, miközben ellenállnak a mindennapi kopásnak.
Porfestés repedésállóságért, színtöbbért és egyenletes lefedettségért
A porfesték felv mangatásánál alapvetően polimer gyantát juttatunk fel elektrosztatikus eljárással, majd sütjük, amíg 2 és 6 mil közötti vastagságú védőréteget nem képez. A 2024-es EPA-adatok szerint ennek a módszernek körülbelül 95%-os az átviteli hatékonysága, ami azt jelenti, hogy lényegesen kevesebb anyag megy veszendőbe a hagyományos módszerekhez képest. Tesztek szerint a Taber-kopáspróbák során mintegy háromszor ellenállóbb a repedésekkel szemben, mint a hagyományos folyékony festék. Ténylegesen több mint 5000 különböző RAL-szín áll rendelkezésre, valamint számos textúraopció is, így a gyártók pontosan illeszthetik a kívánt megjelenést például olyan kültéri gépekhez vagy építőelemekhez, amelyeknek ki kell állniuk az időjárás viszontagságait. Emellett teljesen VOC-mentes eljárás, így megfelel az REACH-szabályozásokhoz és más környezetvédelmi előírásoknak anélkül, hogy minőségbeli kompromisszumot kellene kötni.
Anodizálás és porfesték összehasonlítása ADC12 és hasonló ötvözeteken
| Gyár | Anodizálás | Porfestés |
|---|---|---|
| A bevonat vastagsága | 0,5–25 µm | 50–150 µm |
| Korrózióállóság | Kiváló (1000+ óra sópermetpróba) | Nagyon jó (500–800 óra sópermetpróba) |
| Színválasztás szabadsága | Csak fémes árnyalatokra korlátozódik | Korlátlan, egyéni RAL színekkel |
| Költséghatékonyság | Magasabb kis sorozatoknál | Alacsonyabb nagy darabszámú gyártásnál |
Esettanulmány: Automotív die-cast házak anodizált és porfesték felületkezeléssel
Egy 2023-as tanulmány 50 000 automotív váltóházat értékelt, amelyek belső felületén anodizálást, külsőn pedig porfestést alkalmaztak. Az eredmények a következők voltak:
- Anodizált alkatrészek : Nincs korrózió 18 hónapos nedves környezetben tartózkodás után
- Porfestékkel bevont külső felületek : 85%-os csökkenés az UV okozta színkifakulásban festett felületekhez képest
- A kombinált megközelítés 22%-kal csökkentette az éves garanciális igényeket (Automotive Engineering Report 2023)
Kémiai és mechanikai előkezelések optimális bevonatkötéshez
Kémiai konverziós bevonatok korrózióvédelemhez és festékragasztáshoz
A cink-foszfát és kromát konverziós bevonatok mikroszkopikus védőréteget képeznek az öntvény felületén, amely a kezeletlen ötvözetekhez képest akár 40%-kal javítja a korrózióállóságot sópermet környezetben (Materials Protection Report 2023). Emellett javítják a festék tapadását mikroszerkezetű alapanyag létrehozásával, csökkentve a lehúzódási arányt 65%-kal autókerék alkalmazásokban.
Futóhomokozás és homokfúvás a felületi textúra és tapadás javítására
Az acélszemcsés vagy alumínium-oxidos homokfúvás eltávolítja az oxidokat és szennyeződéseket, miközben 2–5 mikrométeres felületi profil jön létre. Ez az előkészítés 50–80%-kal növeli a porcelánozott alumínium házak tapadási szilárdságát termikus ciklusok hatására. Az egységes felületi érdesség (Ra 1,5–3,2 µm) biztosítja a konzisztens kötést összetett geometriák esetén is.
A homokfúvás hatása a méretpontosságra és a felületi integritásra
Bár az intenzív homokfúvás javítja a tapadást, a ±0,05 mm-es tűrések megtartásához gondosan kell kiválasztani a fúvóanyagot. A szögletes acélszemcse optimális textúrát biztosít, kevesebb mint 0,3%-os anyagveszteséggel nagy pontosságú cink nyomásos öntvény alkatrészeknél. A felületi integritás elemzése azt mutatja, hogy a homokfúvás 22%-kal csökkenti a felület alatti pórusosságot, így csökkentve a mechanikai igénybevétel alatt keletkező repedések kialakulásának lehetőségét.
Festés és E-lemez: Esztétika és komplex védettség kombinációja
E-lemez bevonat egységes filmvastagsághoz és teljes felületi korrózióvédelemhez
Az elektrokoating, más néven elektroforézis bevonat, kiválóan konzisztens felületi minőséget eredményez. Körülbelül 15–25 mikrométer vastag vékony rétegeket visz fel, amelyek akár összetett alakú felületeken is jól alkalmazhatók. Ennek az eljárásnak az egyik kiemelkedő tulajdonsága, hogy minden nehezen elérhető helyre és sarkokba is hatékonyan bejut, ami különösen fontos az olyan alumínium nyomásos öntvény alkatrészek esetében, amelyek nehéz körülmények között kerülnek felhasználásra, például hajókon vagy kültéri elektronikai eszközökben. A Ponemon 2023-as kutatásai szerint a sópermetes tesztek azt mutatták, hogy ezek a bevonatos felületek 750–1000 óráig ellenállnak a rozsdásodásnak. Ez körülbelül háromszor jobb, mint a hagyományos festéksugaras bevonatok. Emellett, mivel a festék majdnem teljes mennyisége felhasználódik a folyamat során a visszanyert fürdőknek köszönhetően, a gyártók könnyen megfelelhetnek az ISO 14001 környezetvédelmi szabványnak. Ráadásul nincs aggódni való csepegés vagy az egyenetlen szélek miatt, amelyek más módszereknél gyakori problémát jelentenek.

Egyedi festés márkakép szerinti esztétikáért és védő színbevonatért
Annak érdekében, hogy a vibráló színek akár egy évtizednyi napsugárzás után is frissen nézzenek ki, a gyártók UV-álló pigmenteket alkalmaznak, amelyeket kiváló minőségű átlátszó lakkokkal kombinálnak. A 2022-es Autóipari Festéktanulmányban közzétett kutatás szerint az ilyen speciális összetételű festékekkel mázolt alkatrészek eredeti fényességük körülbelül 95%-át megőrzik miután 5000 órányi QUV-teszten estek át, amely durva időjárási viszonyokat szimulál. Olyan alkalmazásoknál, mint ipari pumpák vagy orvosi berendezések, ahol a megjelenés fontos, de a biztonság elsődleges, a kerámiaerősítésű festékek kiváló védelmet nyújtanak a karcolások ellen, 3H ceruzaszilárdsági szintig. Emellett minden szükséges FDA-előírást teljesítenek azoknál a felületeknél, amelyek termékekkel érintkeznek. A mérnökök ezt a megjelenés és hosszú élettartam kombinációját különösen értékelik. A Materials Performance legfrissebb adatai szerint a mérnökök körülbelül nyolc tizede azt jelentette, hogy az ilyen fejlett bevonati technológiák használatával az alkatrészek élettartamát körülbelül 40%-kal tudták meghosszabbítani.
A megfelelő felületminőség kiválasztása az alkalmazási követelmények alapján
A funkció, környezeti hatások és teljesítményigények egyensúlyozása
A megfelelő felületminőség kiválasztása annak biztosítását jelenti, hogy a gyártmány tényleges igényeit összhangba hozzuk a valós körülmények közötti használattal. Olyan alkatrészeknél, amelyek nagy terhelést viselnek, kopásálló bevonatok, például keményanódolt réteg bizonyulnak a legalkalmasabbnak mechanikus rendszerekben. Amikor víz közelében, különösen tengervíz környezetben dolgozunk, a felületnek ellenállónak kell lennie a korrózióval szemben hosszú távon. A legfrissebb iparági adatok szerint az összes meghibásodott alkatrész körülbelül háromnegyede olyan felületkezeléssel rendelkezett, amely egyszerűen nem illett a környezetéhez. A felületminőség kiválasztásakor a gyártóknak több tényezőt is figyelembe kell venniük, beleértve a tapadást az alapanyaghoz, azt, hogy jelen lévő vegyi anyagok lebontják-e a réteget, valamint azt, hogy hőmérsékletváltozások hatására degradálódik-e. Ezek az alapvető szempontok gyakran kimaradnak, pedig döntő hatással vannak az alkatrészek élettartamára.

A környezeti hatások értékelése: Só permet, páratartalom és hőterhelés
A tengerparti területeken található alkatrészek vagy az útsó és fagyálló szerekkel érintkező elemek igazán profitálnak az e-bevonatból vagy kromátátalakító bevonatokból. Ezek a módszerek kb. 60–90 százalékkal csökkentik a rozsdásodást az olyan védetlen fémszintű felületekhez képest. Amikor olyan helyekről van szó, ahol a hőmérséklet rendszeresen meghaladja a 300 Fahrenheit fokot (kb. 149 °C), a kerámia alapú bevonatok lényegesen jobban ellenállnak, mint a hagyományos festékek vagy más szerves bevonatok, különösen ismétlődő hevítési és hűtési ciklusok hatására. Olyan létesítményeknél pedig, ahol a páratartalom pontos szabályozása szükséges, a porfestékek gazdaságos megoldást jelenthetnek, amennyiben megfelelő foszfátos tisztítási eljárás után kerülnek fel, ami segíti a megfelelő felületi tapadást, így később nem hámlanak le.
Költség és esztétika összehasonlítása nagy sorozatban gyártott egyedi öntött alkatrészek esetén
Az anodizálás folyamata általában darabonként ötven cent és egy dollár húsz között mozog, bár hosszú távon pénzt takarít meg, mivel nincs szükség további festési lépésekre, például autó díszítőelemeknél vagy elektronikai készülékeknél. Amikor a vállalatok nagyon nagy mennyiségeket, mondjuk ötvenezer egységnél többet kívánnak gyártani, a porfesték válik gazdaságilag előnyösebb választássá. Ez darabonként kb. harminc–nyolcvan centba kerül, mivel gyorsabban szárad és kevesebb munkaerőt igényel a gyártás során. Azok a alkatrészek, amelyeket nem lát a vásárló, néha olcsóbb alternatívákra is megelégedhetnek, mint például homokfújás vagy kémiai fóliák alkalmazása. Ezek a módszerek továbbra is elegendő védelmet nyújtanak, miközben költségeik mintegy negyven–hatvan százalékkal alacsonyabbak, mint a drága dekoratív felületkezeléseké, így kiválóan alkalmasak olyan belső alkatrészekhez, ahol a megjelenés kevésbé fontos, mint a funkcionalitás.
GYIK
Mik a fő típusai a nyomásos öntvény alkatrészek felületkezelésének?
A gyakori felületi bevonatok közé tartozik az anódos oxidálás, a porfestés, a kémiai átalakító kezelések és az e-bevonat. Mindegyik különleges előnyökkel rendelkezik korrózióállóság, kopásállóság és esztétikai megjelenés szempontjából.
Hogyan befolyásolja a felületi utómunkálás a nyomásos öntvény alkatrészek tartósságát?
A felületi utómunkálás növeli a tartósságot olyan védőbevonatok biztosításával, amelyek ellenállnak a korróziónak, kopásnak és környezeti károsodásnak. Ez meghosszabbítja az alkatrészek élettartamát, csökkentve a karbantartási és cseréköltségeket.
Testreszabhatók-e a felületi bevonatok adott alkalmazásokhoz?
Igen, a felületi bevonatok testre szabhatók az alkalmazási követelményeknek megfelelően, megfelelő anyagok, színek és kezelési módszerek kiválasztásával. Ez biztosítja az optimális teljesítményt és hosszú élettartamot változó körülmények között.
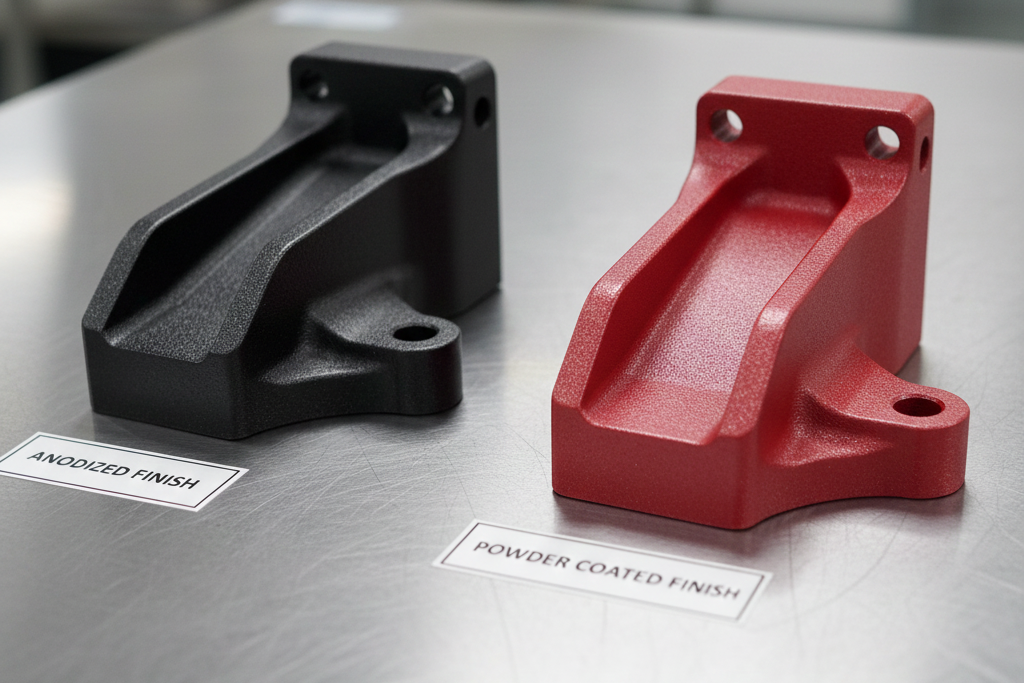
Mi a különbség az anódos oxidálás és a porfestés között?
Az anodizálás vékony oxidréteget hoz létre az alumínium felületén, kiváló korrózióállóságot és felületi keménységet biztosítva. A porfesték réteg vastagabb polimer réteget visz fel, így jobb repedésállóságot és színpalettát kínál.
Vannak-e környezeti szempontok a felületkezelések kiválasztásánál?
Sok modern felületkezelés környezetbarát, alacsony illószerves anyag-kibocsátású eljárásokat használ. A porfestékkel történő bevonás és az e-bevonás gyakran megfelel a környezeti előírásoknak, így fenntartható gyártáshoz alkalmas választás.
Tartalomjegyzék
- Hogyan javítják a felületkezelések a nyomásos öntvény alkatrészek teljesítményét és élettartamát
- Anódoxidálás és porfestés: Kiváló teljesítményű felületkezelési lehetőségek
- Kémiai és mechanikai előkezelések optimális bevonatkötéshez
- Festés és E-lemez: Esztétika és komplex védettség kombinációja
- A megfelelő felületminőség kiválasztása az alkalmazási követelmények alapján
-
GYIK
- Mik a fő típusai a nyomásos öntvény alkatrészek felületkezelésének?
- Hogyan befolyásolja a felületi utómunkálás a nyomásos öntvény alkatrészek tartósságát?
- Testreszabhatók-e a felületi bevonatok adott alkalmazásokhoz?
- Mi a különbség az anódos oxidálás és a porfestés között?
- Vannak-e környezeti szempontok a felületkezelések kiválasztásánál?