



Come le finiture superficiali migliorano le prestazioni e la longevità dei componenti pressofusi
Miglioramento della resistenza alla corrosione nei componenti pressofusi attraverso trattamenti superficiali
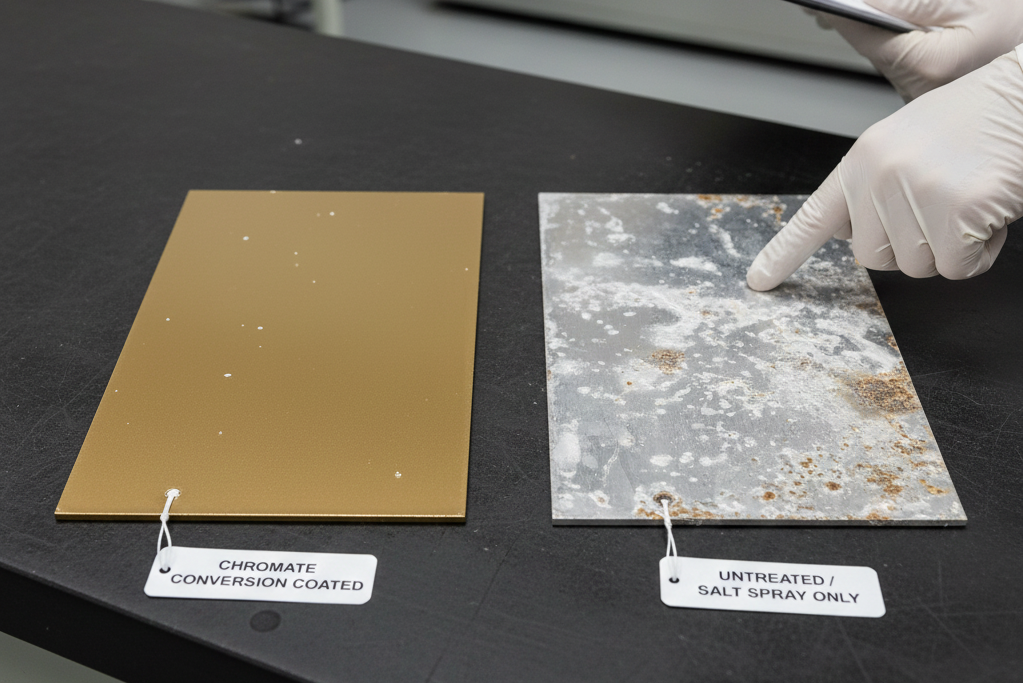
I rivestimenti come i trattamenti di conversione chimica e l'anodizzazione creano strati protettivi che aiutano a proteggere le leghe di alluminio e zinco dai danni causati dall'umidità, dalla nebbia salina e da sostanze chimiche nocive. Uno studio recente di NACE International ha rilevato che componenti in alluminio trattati con rivestimenti di conversione al cromato hanno resistito oltre 500 ore nel test della nebbia salina, circa il 70% in più rispetto a parti senza alcun trattamento. La scienza alla base di questi trattamenti prevede la creazione di sottili strati ossidici a livello molecolare o l'applicazione di sostanze che impediscono la corrosione. Questo li rende particolarmente utili per prevenire problemi come la corrosione pitting e la corrosione galvanica in ambienti dove i metalli sono esposti a condizioni aggressive, sia che si tratti di barche in mare, automobili su strada o attrezzature utilizzate in fabbrica.
Miglioramento della resistenza all'usura e della durata meccanica con finiture funzionali
Trattamenti superficiali come l'anodizzazione dura e i rivestimenti ceramici applicati a spruzzo termico aumentano la durezza superficiale fino a circa 1500-2000 sulla scala Vickers. Questo li rende particolarmente efficaci nel ridurre l'usura di componenti come ingranaggi, parti di sistemi idraulici e diversi meccanismi di scorrimento in cui le superfici si sfregano costantemente tra loro. Dopo l'applicazione di questi rivestimenti, entrano in gioco anche alcuni processi di post-trattamento. La pallinatura funziona comprimendo i microscopici granuli superficiali, migliorando così la durata dei componenti soggetti a sollecitazioni nel tempo. Test dimostrano che questo processo può effettivamente migliorare di circa il 40 percento la resistenza alla rottura causata da carichi ripetuti, in elementi realizzati in lega di alluminio pressofusa come supporti e punti di snodo. Per qualsiasi componente sottoposto a frizione continua, impatti improvvisi o pressioni elevate di fluidi per periodi prolungati, questi tipi di miglioramenti superficiali fanno la differenza tra interventi di manutenzione programmati e guasti improvvisi.

Garantire l'affidabilità a lungo termine attraverso la corretta selezione della finitura superficiale
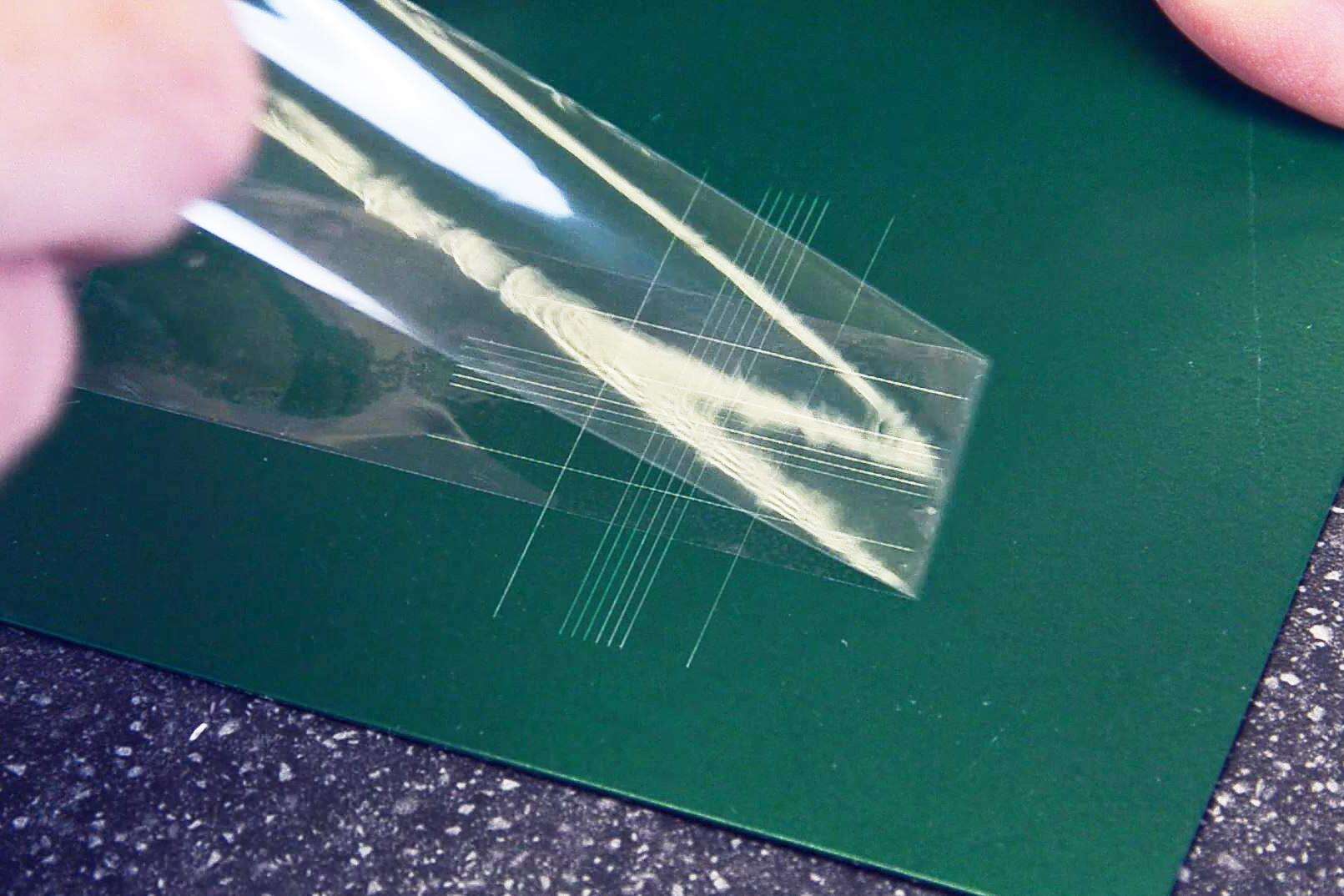
Scegliere il trattamento superficiale giusto in base alle condizioni reali cui sarà esposto l'equipaggiamento aiuta a evitare guasti precoci. Per quanto riguarda le custodie elettroniche utilizzate all'aperto, i rivestimenti in polvere resistenti ai raggi UV superano di gran lunga la vernice normale quando vengono sottoposti ai test di cicli termici specificati negli standard IEC 60068-2-14. Gli strumenti chirurgici in acciaio inossidabile richiedono una passivazione di grado medico per non subire danni o alterazioni cromatiche dopo aver affrontato innumerevoli cicli in autoclave. Esistono diversi modi per verificare se questi rivestimenti funzionano effettivamente nel tempo. I test di adesione con incisione a croce e il collaudato test ASTM B117 di nebbia salina consentono ai produttori di stabilire se le finiture scelte sono in grado di resistere sia alle intemperie sia all'usura fisica che si verifica giorno dopo giorno negli ambienti operativi reali.
Anodizzazione e Verniciatura a Polvere: Opzioni di Finitura Superficiale ad Alte Prestazioni
Anodizzazione per durezza, estetica e protezione dalla corrosione
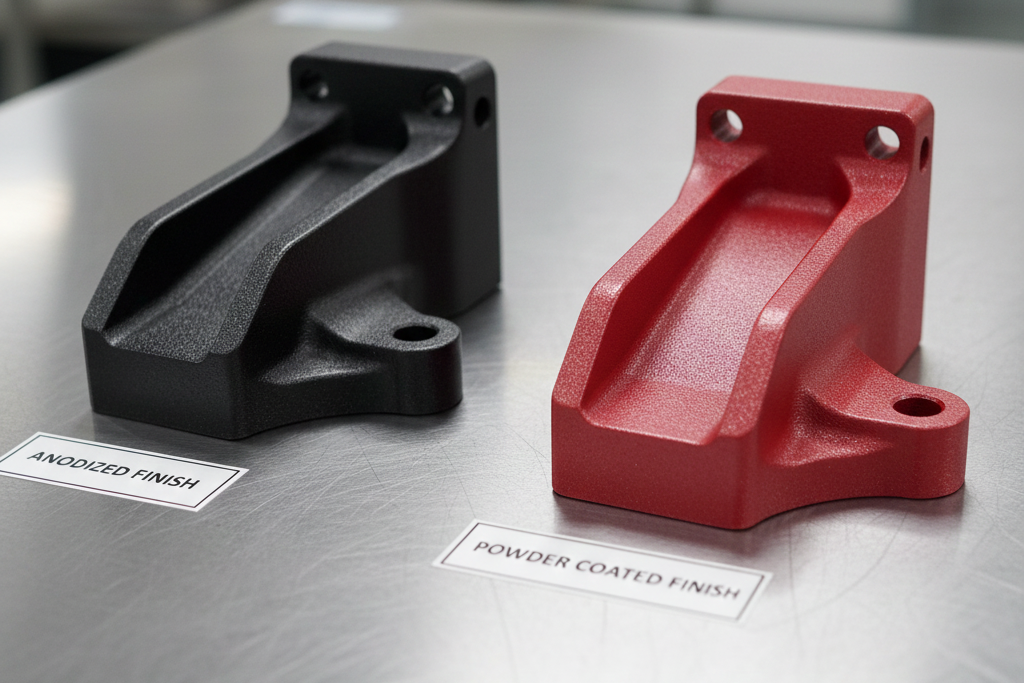
Il processo di anodizzazione crea un rivestimento ossido spesso sulle leghe di alluminio come l'ADC12, aumentando la durezza superficiale di circa il 60% rispetto alle superfici non trattate, secondo una ricerca pubblicata lo scorso anno sulla Material Science Journal. Ciò che rende così efficace questo trattamento elettrochimico è la sua capacità di formare uno strato protettivo contro i danni causati dall'acqua e dall'esposizione al sale, consentendo alle parti di resistere ai test di nebbia salina tre volte più a lungo rispetto al passato, secondo gli standard ASTM. Un altro vantaggio dell'anodizzazione? È disponibile in diverse finiture, da opache a lucide, e i colori applicati durante il processo rimangono molto più duraturi rispetto alla vernice. Ecco perché viene ampiamente utilizzata negli esterni delle auto e nei dispositivi elettronici, dove i prodotti devono mantenere un aspetto gradevole pur resistendo all'usura quotidiana.
Verniciatura a polvere per resistenza agli scheggiature, varietà di colori e copertura uniforme
Nell'applicazione del rivestimento a polvere, si spruzza essenzialmente una resina polimerica utilizzando l'elettricità statica, per poi cuocerla fino a formare uno strato protettivo spesso tra 2 e 6 mil. Secondo i dati dell'EPA del 2024, questo metodo raggiunge un'efficienza di trasferimento del 95%, il che significa molto meno spreco di materiale rispetto ai metodi tradizionali. I test dimostrano che resiste agli scheggiature circa tre volte meglio della vernice liquida tradizionale quando sottoposto a test di abrasione Taber. Esistono in realtà più di 5.000 diversi colori RAL disponibili, oltre a numerose opzioni di texture, consentendo ai produttori di riprodurre qualsiasi aspetto necessario per articoli come macchinari esterni o componenti edili esposti alle intemperie. Inoltre, non vi è alcun rilascio di COV, rendendolo conforme agli standard ambientali come i regolamenti REACH senza compromettere la qualità.
Confronto tra anodizzazione e rivestimento a polvere su leghe ADC12 e simili
| Fattore | Anodizzazione | Rivestimento a polvere |
|---|---|---|
| Spessore del rivestimento | 0,5–25 µm | 50–150 µm |
| Resistenza alla corrosione | Eccellente (oltre 1.000 ore di nebbia salina) | Molto buono (500–800 ore di nebbia salina) |
| Flessibilità di colore | Limitato ai toni metallici | Illimitato, inclusi RAL personalizzati |
| Efficienza dei costi | Più elevato per piccoli lotti | Più basso per grandi serie |
Caso di studio: Alloggiamenti in fusione per autoveicoli con finiture anodizzate e verniciate a polvere
Uno studio del 2023 ha valutato 50.000 alloggiamenti per trasmissioni automobilistiche utilizzando anodizzazione sulle superfici interne e verniciatura a polvere su quelle esterne. I risultati hanno mostrato:
- Componenti anodizzati : Nessuna corrosione dopo 18 mesi in ambienti umidi
- Superfici esterne verniciate a polvere : Riduzione dell'85% dello scolorimento indotto dai raggi UV rispetto alle superfici verniciate
- L'approccio combinato ha ridotto le richieste di garanzia annuali del 22% (Rapporto di Ingegneria Automobilistica 2023)
Prelavorazioni Chimiche e Meccaniche per un'Adesione Ottimale del Rivestimento
Rivestimenti a Conversione Chimica per l'Inibizione della Corrosione e l'Adesione della Vernice
I rivestimenti a conversione di fosfato di zinco e cromato formano strati protettivi su scala microscopica sulle superfici di pressofusione, migliorando la resistenza alla corrosione fino al 40% in ambienti con nebbia salina rispetto alle leghe non trattate (Rapporto sulla Protezione dei Materiali 2023). Migliorano inoltre l'adesione della vernice creando un substrato microstrutturato, riducendo i tassi di distacco del 65% nelle applicazioni automobilistiche dei cerchioni.
Sabbiatura e Pallinatura per Migliorare la Texture Superficiale e l'Adesione
La sabbiatura con graniglia di acciaio o ossido di alluminio rimuove gli ossidi e i contaminanti generando un profilo superficiale di 2–5 micron. Questa preparazione aumenta la resistenza dell'adesione del rivestimento del 50–80% per alloggiamenti in alluminio verniciati a polvere esposti a cicli termici. Una rugosità superficiale uniforme (Ra 1,5–3,2 µm) garantisce un'adesione costante su geometrie complesse.
Impatto della finitura abrasiva sulla precisione dimensionale e sull'integrità superficiale
Sebbene una sabbiatura aggressiva migliori l'adesione, il mantenimento di tolleranze ±0,05 mm richiede una selezione accurata del mezzo abrasivo. La pallottola d'acciaio angolare fornisce una texture ottimale con una perdita di materiale inferiore allo 0,3% in parti di zinco pressofuse ad alta precisione. L'analisi dell'integrità superficiale indica che la sabbiatura riduce la porosità subsuperficiale del 22%, diminuendo i potenziali punti di innesco delle cricche sotto stress meccanico.
Verniciatura ed Elettrodeposizione: combinare estetica e protezione completa
Elettrodeposizione per uno spessore del film uniforme e una protezione anticorrosione su tutta la superficie
La verniciatura elettroforetica, nota anche come e-coating, produce finiture superficiali estremamente uniformi. Applica film sottili di circa 15-25 micrometri di spessore che funzionano efficacemente anche su forme complesse. Ciò che rende questo processo particolarmente efficace è la sua capacità di raggiungere tutti quegli angoli e punti difficili da accedere, aspetto fondamentale per componenti in fusione di alluminio destinati a condizioni difficili, come barche o dispositivi elettronici esterni. Test con nebbia salina hanno dimostrato che queste superfici rivestite possono resistere tra le 750 e le 1000 ore prima di mostrare segni di ruggine, secondo alcune ricerche del Ponemon del 2023. Questo valore è circa il triplo rispetto ai normali trattamenti con vernice a spruzzo. Inoltre, poiché quasi tutta la vernice viene riutilizzata durante il processo grazie ai bagni di riciclo, i produttori constatano che soddisfa piuttosto bene gli standard ambientali ISO 14001. E nessuno deve preoccuparsi di colature o antiestetici bordi irregolari tipici di altri metodi.

Pittura su misura per estetica allineata al brand e finiture colorate protettive
Per mantenere questi colori vivaci freschi anche dopo un decennio di esposizione al sole, i produttori ricorrono a pigmenti resistenti ai raggi UV abbinati a vernici trasparenti di alta qualità. Secondo una ricerca pubblicata nello studio Automotive Finishes del 2022, le parti verniciate con queste formulazioni speciali mantengono circa il 95% della loro lucentezza originale dopo aver subito 5.000 ore di test QUV, che simula condizioni atmosferiche estreme. Per applicazioni come pompe industriali o apparecchiature mediche, dove l'aspetto conta ma la sicurezza è fondamentale, le vernici potenziate con ceramica offrono un'eccellente protezione contro i graffi, con una durezza della mina di matita pari a 3H. Inoltre, soddisfano tutti i requisiti FDA necessari per superfici a contatto con prodotti. Anche gli ingegneri apprezzano molto questa combinazione di aspetto e durata. Dati recenti di Materials Performance mostrano che circa 8 ingegneri su 10 dichiarano di riuscire ad allungare la vita utile dei componenti di circa il 40% utilizzando queste tecnologie di rivestimento avanzate.
Selezione della Finitura Superficiale Corretta in Base ai Requisiti dell'Applicazione
Bilanciare Funzionalità, Ambiente e Prestazioni Richieste
Scegliere la giusta finitura superficiale significa adattare le effettive esigenze del componente al suo utilizzo in situazioni reali. Per componenti che devono sopportare carichi elevati, opzioni resistenti all'usura come l'anodizzazione dura sono le più indicate nei sistemi meccanici. Quando si lavora in prossimità dell'acqua, specialmente in ambienti salini, la finitura deve resistere alla corrosione nel tempo. Dati recenti del settore indicano che circa i tre quarti di tutti i componenti difettosi presentavano trattamenti superficiali non adatti al loro ambiente operativo. Nella scelta della finitura, i produttori dovrebbero valutare diversi fattori, tra cui l'adesione al materiale di base, la possibile degradazione causata da sostanze chimiche presenti e la capacità di resistere a variazioni termiche senza deteriorarsi. Questi aspetti fondamentali vengono spesso trascurati, ma fanno la differenza per quanto riguarda la durata del componente.

Valutazione delle Condizioni di Esposizione: Nebbia Salina, Umidità e Stress Termico
I componenti situati in zone costiere o quelli a contatto con sale stradale e agenti antigelo traggono notevole vantaggio da trattamenti come la verniciatura catodica (e-coating) o i rivestimenti mediante conversione cromatica. Questi metodi riducono la formazione di ruggine del 60 fino anche al 90 percento rispetto a superfici metalliche nude e non protette. Quando si parla di ambienti in cui le temperature superano regolarmente i 300 gradi Fahrenheit, i rivestimenti a base ceramica tendono a resistere molto meglio rispetto alla vernice tradizionale o ad altri rivestimenti organici quando sottoposti nel tempo a cicli ripetuti di riscaldamento e raffreddamento. Per quanto riguarda impianti che necessitano un controllo preciso dell'umidità, i rivestimenti in polvere possono rappresentare una scelta piuttosto economica, a condizione che vengano applicati dopo adeguati processi di pulizia fosfatici, che ne favoriscono l'adesione alla superficie evitando successivi distacchi o sbollature.
Costo vs. Estetica nella Produzione in Alto Volume di Parti Su Misura Ottenute per Fusione sotto Pressione
Il processo di anodizzazione ha generalmente un costo compreso tra cinquanta centesimi e un dollaro e venti per pezzo, anche se di solito permette di risparmiare nel lungo periodo poiché non sono necessari ulteriori passaggi di verniciatura su elementi come le modanature automobilistiche o i dispositivi elettronici. Quando le aziende prevedono di produrre quantità molto elevate, ad esempio oltre cinquantamila unità, la verniciatura a polvere diventa la scelta più conveniente dal punto di vista economico. Il costo si aggira intorno ai trenta-ottanta centesimi per articolo, poiché il prodotto si asciuga più rapidamente e richiede meno manodopera durante la produzione. Per i componenti che non saranno visibili ai clienti, a volte è possibile ricorrere a alternative più economiche come la sabbiatura o l'applicazione di pellicole chimiche. Questi metodi offrono comunque una protezione sufficiente riducendo i costi del quaranta-sessanta percento circa rispetto alle finiture decorative più sofisticate, risultando quindi ideali per parti interne ai prodotti dove l'aspetto conta meno della funzionalità.
Domande Frequenti
Quali sono i principali tipi di finiture superficiali per i componenti ottenuti per pressofusione?
Le finiture superficiali comuni includono l'anodizzazione, la verniciatura a polvere, i trattamenti di conversione chimica e la verniciatura elettroforetica. Ognuna offre vantaggi unici in termini di resistenza alla corrosione, resistenza all'usura e appeal estetico.
In che modo la finitura superficiale influisce sulla durabilità dei componenti pressofusi?
La finitura superficiale migliora la durabilità fornendo rivestimenti protettivi che resistono alla corrosione, all'usura e ai danni ambientali. Ciò prolunga la vita utile dei componenti, riducendo i costi di manutenzione e sostituzione.
È possibile personalizzare le finiture superficiali per applicazioni specifiche?
Sì, le finiture superficiali possono essere adattate per soddisfare requisiti specifici di applicazione selezionando materiali, colori e metodi di trattamento appropriati. Questo garantisce prestazioni ottimali e una lunga durata in condizioni variabili.
Qual è la differenza tra anodizzazione e verniciatura a polvere?
L'anodizzazione crea uno strato sottile di ossido sulle superfici in alluminio, offrendo un'eccellente resistenza alla corrosione e durezza superficiale. La verniciatura a polvere applica uno strato polimerico più spesso, fornendo una superiore resistenza ai graffi e una grande varietà di colori.
Ci sono considerazioni ambientali nella scelta delle finiture superficiali?
Molte finiture superficiali moderne sono ecologiche, utilizzando processi con basse emissioni di COV. Tecniche come la verniciatura a polvere e la elettrodeposizione spesso rispettano gli standard ambientali, rendendole scelte adatte per una produzione sostenibile.
Indice
-
Come le finiture superficiali migliorano le prestazioni e la longevità dei componenti pressofusi
- Miglioramento della resistenza alla corrosione nei componenti pressofusi attraverso trattamenti superficiali
- Miglioramento della resistenza all'usura e della durata meccanica con finiture funzionali
- Garantire l'affidabilità a lungo termine attraverso la corretta selezione della finitura superficiale
-
Anodizzazione e Verniciatura a Polvere: Opzioni di Finitura Superficiale ad Alte Prestazioni
- Anodizzazione per durezza, estetica e protezione dalla corrosione
- Verniciatura a polvere per resistenza agli scheggiature, varietà di colori e copertura uniforme
- Confronto tra anodizzazione e rivestimento a polvere su leghe ADC12 e simili
- Caso di studio: Alloggiamenti in fusione per autoveicoli con finiture anodizzate e verniciate a polvere
- Prelavorazioni Chimiche e Meccaniche per un'Adesione Ottimale del Rivestimento
- Verniciatura ed Elettrodeposizione: combinare estetica e protezione completa
- Selezione della Finitura Superficiale Corretta in Base ai Requisiti dell'Applicazione
-
Domande Frequenti
- Quali sono i principali tipi di finiture superficiali per i componenti ottenuti per pressofusione?
- In che modo la finitura superficiale influisce sulla durabilità dei componenti pressofusi?
- È possibile personalizzare le finiture superficiali per applicazioni specifiche?
- Qual è la differenza tra anodizzazione e verniciatura a polvere?
- Ci sono considerazioni ambientali nella scelta delle finiture superficiali?