




Contrôle qualité fondamental en moulage sous pression : Garantir une fiabilité constante
Mesures préventives de qualité : Évaluation des matériaux et simulation de conception
Le contrôle de qualité commence bien plus tôt que ce que la plupart des gens imaginent dans une bonne fonderie de précision. Avant que le moindre métal en fusion ne soit versé dans les moules, toutes sortes de tests sont effectués sur les matériaux afin de vérifier si les alliages sont corrects et comment ils réagissent à la chaleur. Cela permet de détecter des problèmes pouvant entraîner par la suite des poches d'air ou des fissures. De nos jours, le secteur utilise également de manière assez avancée des outils de simulation. Ces programmes analysent les conceptions des moules et identifient les endroits où des problèmes pourraient survenir pendant le remplissage. Selon certaines données récentes de 2023, les entreprises utilisant cette technologie ont réduit leurs coûts de prototypage d'environ 35 %. Et lorsque les fabricants respectent les normes ISO 9001 en matière de matériaux ? Ils constatent généralement environ 40 % de différences dimensionnelles en moins dans leurs produits par rapport aux sites non certifiés. Ce n'est pas étonnant, car des processus standardisés fonctionnent tout simplement mieux dans l'ensemble.

Surveillance en cours de processus et maîtrise statistique des processus pour une uniformité
Des capteurs en temps réel surveillent les pressions d'injection (précision ±1,5 %) et les températures des matrices (variation ±2 °C), alimentant des systèmes de contrôle statistique des processus (SPC). Cela permet une correction immédiate des écarts dépassant les limites de contrôle à 4σ — une pratique qui a permis de réduire les taux de rebut de 28 % dans les applications de moulage sous pression de l'aluminium.

Inspection après moulage et méthodes d'essais non destructifs
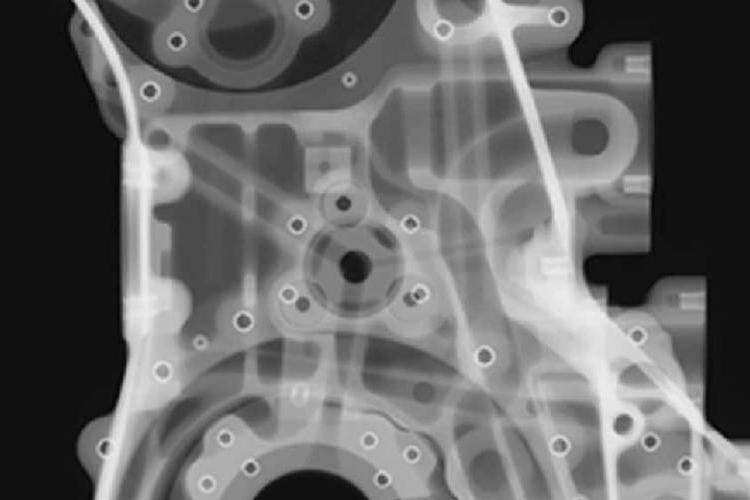
Des machines de mesure automatisées par coordonnées (MMT) vérifient les dimensions des pièces avec une tolérance de 5 µm, tandis que l'inspection par rayons X détecte les défauts sous-jacents invisibles lors d'un contrôle visuel. Les installations les plus avancées utilisent des essais ultrasonores à réseau phasé pour examiner 100 % des composants soumis à de fortes contraintes, obtenant des taux de défauts échappés inférieurs à 0,02 %.
Exactitude dimensionnelle et meilleures pratiques d'entretien des moules
Les plannings de maintenance préventive des moules tous les 50 000 cycles préservent les jeux critiques (±0,005 mm). Les surfaces de moules traitées par nitruration plasma maintiennent les exigences de finition de surface (Ra ₋0,8 µm) 3 fois plus longtemps que les revêtements conventionnels, influant directement sur la régularité des pièces entre les différentes séries de production.

Rôle des technologies avancées dans l'assurance qualité moderne en fonderie sous pression
Les systèmes de vision alimentés par intelligence artificielle détectent désormais les micro-défauts (₋0,1 mm) 12 fois plus rapidement que les inspecteurs humains. Les systèmes de surveillance en temps réel à boucle fermée ajustent automatiquement 23 paramètres machine simultanément, maintenant des conditions optimales malgré les variations entre lots d'alliage. Ces protocoles définissent collectivement l'excellence opérationnelle d'une fonderie moderne sous pression.
Défauts courants en fonderie sous pression et stratégies de prévention dans une fonderie professionnelle
Identification des défauts courants en fonderie : porosité, lignes de joint froid, et bavures
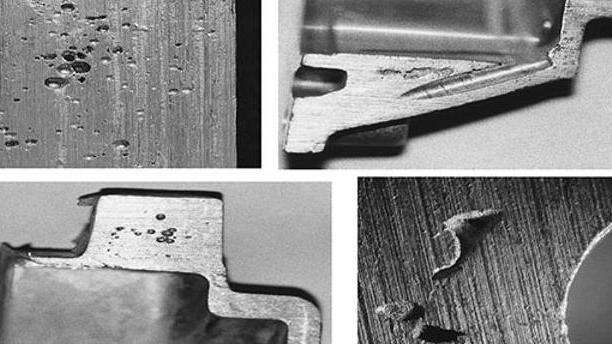
Dans les ateliers de fonderie sous pression en aluminium à travers le pays, la porosité due aux gaz piégés, les recouvrements froids lorsque le métal ne fusionne pas complètement et les bavures causées par l'excès de matériau repoussé représentent environ 60 à 65 % de tous les problèmes de qualité rencontrés sur les lignes de production. La plupart du temps, ces défauts apparaissent pendant les phases intenses d'injection à haute pression. Lorsque les moules ne sont pas correctement dégazés ou qu'il y a des fluctuations de température au cours du processus, cela entraîne des faiblesses structurelles dans le produit final. Pour lutter contre ces défauts courants, de nombreuses installations de fabrication modernes s'appuient désormais fortement sur des équipements de scanning par thermographie infrarouge ainsi que sur des systèmes sophistiqués de maintenance prédictive pour leurs moules. Certaines usines ont même commencé à mettre en œuvre des solutions de surveillance en temps réel qui alertent les opérateurs avant que des problèmes potentiels ne deviennent des arrêts de production effectifs.
Causes profondes et stratégies de prévention pour la fiabilité de la fonderie de l'aluminium
L'analyse montre que 68 % des défauts proviennent d'une conception inadéquate du système de remplissage et d'une dégazéification insuffisante de l'alliage. Les usines leaders utilisent des capteurs de pression en temps réel et des commandes automatisées de la viscosité pour maintenir une précision des paramètres de ±1,5 % pendant le coulage. La mise en œuvre de régimes de refroidissement stratifiés réduit les soufflures de 38 %, tandis que les modèles prédictifs de porosité pilotés par l'intelligence artificielle atteignent une précision de détection des défauts de 92 % avant la production.
Étude de cas : Réduction des taux de défauts grâce à l'optimisation des processus
Une initiative lancée en 2023 par un fournisseur automobile a combiné le moulage sous pression assisté par vide avec des simulations d'écoulement pilotées par l'IA, permettant de réduire les rebuts liés à la porosité de 87 % (Casting-YZ, 2024). Le processus optimisé a diminué les temps de cycle de 14 % tout en améliorant la cohérence de la résistance à la traction sur 12 composants critiques, démontrant ainsi comment des contrôles avancés des processus améliorent à la fois la qualité et l'efficacité dans les usines de moulage sous pression.
Sélection des matériaux et des procédés : Fondements du moulage sous pression haute performance
Matériaux utilisés dans le moulage sous pression : alliages d'aluminium, de zinc, de magnésium et de cuivre
Le choix du matériau détermine directement les performances des composants dans les systèmes de moulage sous pression. Quatre alliages dominent les applications industrielles :
- Alliages d'aluminium (A380, ADC12) offrent un rapport résistance-poids optimal (2,7 g/cm³) et une excellente résistance à la corrosion, ce qui explique leur utilisation dans 62 % des composants automobiles tels que les blocs moteurs (Guide des matériaux 2024)
- Alliages de Zinc (ZA-8, Zamak) permettent de réaliser des géométries complexes pour les dispositifs électroniques et médicaux grâce à un écoulement supérieur dans le moule
- Alliages de Magnésium (AZ91D) offrent une légèreté de qualité aérospatiale sans compromettre l'intégrité structurelle
- Alliages de cuivre (C87800) occupent des niches spécifiques dans les systèmes thermiques et électriques
Des analyses récentes de fabrication révèlent que la domination de l'aluminium provient de sa compatibilité avec les procédés automatisés d'usines de moulage sous pression et de son recyclage complet à 100 %.
Pourquoi le moulage sous pression de l'aluminium domine-t-il les applications hautes performances ?
L'aluminium surpasse les alternatives dans les scénarios critiques en termes de durabilité en raison de trois facteurs :
- 40 % de dilatation thermique inférieure à celle du zinc, garantissant la stabilité des composants moteur
- Formation naturelle d'une couche d'oxyde assurant la résistance à la corrosion sans revêtements
- Efficacité énergétique lors de la production (30 % d'énergie en moins par rapport au magnésium)
Éléments clés à prendre en compte pour réussir le moulage sous pression haute pression
Une fonderie professionnelle de moulage sous pression doit équilibrer :
- Forces de serrage : 800 à 2 500 tonnes pour une épaisseur de paroi constante
- Vitesses de refroidissement : 2 à 3 °C/seconde afin d'éviter la porosité dans les sections minces
- Revêtements de moule : couches TiN ou CrN prolongeant la durée de vie des outils de 300 %

Efficacité de production et performance économique dans une usine moderne de fonderie sous pression
Avantages du moulage sous pression : efficacité, résistance et rentabilité
Les installations modernes de fonderie par injection ont considérablement amélioré leurs performances grâce à des cycles de production rapides et à des techniques de fabrication près de la forme finale. Selon Manufacturing Insights de l'année dernière, cette approche réduit les coûts unitaires d'environ 30 à 40 % lors de la production de lots supérieurs à 10 000 unités. Ce qui rend cette méthode si efficace, c'est la combinaison de cycles extrêmement rapides, inférieurs à 60 secondes pour les petites pièces en aluminium, ainsi qu'une excellente efficacité dans l'utilisation des matériaux. Des systèmes d'alimentation avancés et le démollage automatique permettent d'atteindre un taux d'utilisation du métal allant jusqu'à 95 % par lot. En se basant sur les rapports sectoriels concernant les progrès de l'automatisation, on observe que les ateliers utilisant des robots pour des tâches telles que le pulvérisation des moules et l'extraction des pièces parviennent à réduire leurs frais de main-d'œuvre d'environ un quart, sans compromettre sensiblement la qualité. Ces installations maintiennent généralement un taux de défauts inférieur à 1 %, ce qui est assez impressionnant compte tenu de leur vitesse accrue d'exploitation.
Équilibrer les coûts d'outillage et le volume de production pour une efficacité économique
Le coût initial pour les outillages de moules multicylindriques dépasse souvent 150 000 $, mais une fois que la production atteint environ 5 000 unités, la fonderie sous pression devient rentable, car chaque unité supplémentaire coûte nettement moins cher à produire. Selon certaines recherches sectorielles menées l'année dernière par Precision Economics, les fabricants qui parviennent à amortir leur investissement en outillage en seulement 18 mois observent un gain d'environ 22 % sur le retour sur investissement par rapport à ceux qui restent limités à de plus petites séries. Le choix judicieux des matériaux fait également toute la différence. L'aluminium se distingue notamment par le fait qu'environ 85 % de celui-ci est finalement recyclé, ce qui contribue à réduire les coûts des matériaux à long terme. Par ailleurs, l'utilisation d'alliages de zinc permet d'économiser sur les frais d'usinage, car les pièces sortent du moule avec une qualité de surface déjà si bonne qu'il y a moins besoin d'opérations de finition supplémentaires.
Indicateurs d'évaluation de la productivité dans les opérations de fonderie sous pression à haut rendement
Les usines les plus performantes surveillent trois indicateurs clés :
- Efficacité globale de l'équipement (OEE) : >75 % indique une utilisation optimale de la machine
- Variabilité du temps de cycle : Une déviation <5 % garantit une production prévisible
- Coût par kilogramme : Combine les coûts énergétiques, main-d'œuvre et matériaux pour un suivi global de l'efficacité
Les principaux fabricants utilisant des tableaux de bord OEE en temps réel signalent une identification des goulots d'étranglement 18 % plus rapide et des gains annuels de débit de 12 %, démontrant que la prise de décision basée sur les données n'est désormais plus optionnelle dans les opérations concurrentielles de fonderie sous pression.
Fonderie sous pression préparée pour l'avenir : automatisation, durabilité et collaboration en conception
Comment la conception pour la fabricabilité améliore la qualité et la rapidité
Lorsque les entreprises appliquent les principes de conception pour la fabricabilité (DFM) dès le début du développement produit, elles constatent des réductions significatives des déchets de matériaux et du temps de production dans leurs principales opérations de moulage sous pression. Certaines usines indiquent avoir réduit leurs temps de cycle d'environ 40 % simplement en intégrant ces principes dès le départ. La clé réside dans la manière dont les ingénieurs conçoivent les pièces pour mieux s'adapter aux limites de fabrication. Ils évitent généralement les zones problématiques comme les parois fines et les sous-découpe complexes, qui entraînent souvent des défauts de moulage ultérieurs. En se basant sur des données concrètes provenant des ateliers en 2023, les fabricants ont constaté que les pièces conçues selon les principes DFM nécessitaient environ 35 % de retouches en moins après le moulage par rapport aux anciennes conceptions. Cela signifie moins de retravail, des coûts réduits et, au final, des clients plus satisfaits qui reçoivent des produits de qualité plus rapidement.
Prototypage collaboratif et simulation dans des usines fiables de moulage sous pression
Les plates-formes de simulation avancées permettent une collaboration en temps réel entre les équipes de conception et les ingénieurs de production. Les systèmes basés sur le cloud autorisent l'évaluation simultanée des schémas de remplissage et des contraintes thermiques, réduisant de 50 % le nombre d'itérations de prototypes. Cette approche du jumeau numérique valide les conceptions de moules dans des environnements virtuels avant la mise en service des outillages physiques, garantissant ainsi un time-to-market accéléré.
Tendances émergentes : contrôle qualité piloté par l'IA, automatisation et durabilité
Les installations actuelles atteignent presque zéro défaut grâce à ces systèmes de vision intelligents alimentés par l'intelligence artificielle. Ces yeux perfectionnés analysent plus de 500 facteurs différents lors de chaque cycle de coulée. Le résultat ? Une chute massive des rebuts causés par les problèmes de porosité, en baisse d'environ 62 %, et ce sans ralentir les cadences de production, selon le Advanced Casting Journal de l'année dernière. Parallèlement, les entreprises ont commencé à mettre en œuvre des systèmes de lubrification automatisés associés à des circuits de refroidissement en boucle fermée. Cette combinaison a réduit la consommation d'énergie d'environ 28 % par rapport aux méthodes anciennes. Les rapports sectoriels sur la durabilité montrent que ces améliorations ne sont pas seulement théoriques, mais qu'elles se concrétisent effectivement sur les chaînes de fabrication à travers tout le pays.
Garantir l'avenir des opérations de fonderie sous pression grâce à la fabrication intelligente
Les usines leaders intègrent des capteurs IoT sur l'ensemble de leurs chaînes de production, permettant une maintenance prédictive qui réduit les arrêts imprévus de 73 %. Ce passage vers des installations intelligentes combine des données de processus en temps réel avec des systèmes de planification des ressources d'entreprise, créant ainsi des écosystèmes agiles prêts à répondre aux exigences de l'industrie 4.0.
FAQ
Quels sont les défauts courants dans la coulée sous pression ?
Les défauts courants dans la coulée sous pression incluent la porosité due aux gaz piégés, les recouvrements froids où le métal ne fusionne pas complètement, et le surplus de matière causé par l'infiltration de matériau excédentaire. Ces problèmes surviennent généralement lors des phases d'injection à haute pression.
Comment la simulation améliore-t-elle la qualité de la coulée sous pression ?
Les outils de simulation prédisent les endroits où des problèmes pourraient survenir pendant le processus de remplissage, permettant aux fabricants de standardiser les procédures et d'optimiser les moules, ce qui peut réduire les coûts de prototypage d'environ 35 %.
Pourquoi l'aluminium est-il privilégié dans la coulée sous pression haute performance ?
L'aluminium est privilégié pour son rapport résistance-poids optimal, sa résistance à la corrosion, sa faible dilatation thermique et son efficacité énergétique lors de la production, ce qui le rend idéal pour les applications où la durabilité est essentielle.
Quels sont les avantages du suivi en temps réel dans la coulée sous pression ?
Le suivi en temps réel à l'aide de capteurs permet un contrôle précis des pressions d'injection et des températures des moules, permettant des corrections immédiates en cas d'écart, réduisant les taux de rebut et améliorant globalement la qualité.
Table des Matières
-
Contrôle qualité fondamental en moulage sous pression : Garantir une fiabilité constante
- Mesures préventives de qualité : Évaluation des matériaux et simulation de conception
- Surveillance en cours de processus et maîtrise statistique des processus pour une uniformité
- Inspection après moulage et méthodes d'essais non destructifs
- Rôle des technologies avancées dans l'assurance qualité moderne en fonderie sous pression
- Défauts courants en fonderie sous pression et stratégies de prévention dans une fonderie professionnelle
- Sélection des matériaux et des procédés : Fondements du moulage sous pression haute performance
- Efficacité de production et performance économique dans une usine moderne de fonderie sous pression
-
Fonderie sous pression préparée pour l'avenir : automatisation, durabilité et collaboration en conception
- Comment la conception pour la fabricabilité améliore la qualité et la rapidité
- Prototypage collaboratif et simulation dans des usines fiables de moulage sous pression
- Tendances émergentes : contrôle qualité piloté par l'IA, automatisation et durabilité
- Garantir l'avenir des opérations de fonderie sous pression grâce à la fabrication intelligente
-
FAQ
- Quels sont les défauts courants dans la coulée sous pression ?
- Comment la simulation améliore-t-elle la qualité de la coulée sous pression ?
- Pourquoi l'aluminium est-il privilégié dans la coulée sous pression haute performance ?
- Quels sont les avantages du suivi en temps réel dans la coulée sous pression ?