




Kjerneområder for kvalitetskontroll i die casting: Sikring av konsekvent pålitelighet
Kvalitetssikring før støping: Materiellvurdering og designsimulering
Kvalitetskontroll starter mye tidligere enn de fleste tror, hos et godt die casting-anlegg. Før noe som helst varmt metall går inn i støpeformer, utfører de alle mulige tester på materialene for å sjekke om legeringene er riktige og hvordan de tåler varme. Dette hjelper til med å oppdage problemer som kan føre til luftlommer eller revner senere i prosessen. Industrien har også blitt ganske smart på bruk av simuleringsverktøy i disse dager. Disse programmene analyserer formdesign og finner ut hvor problemer kan oppstå under fylling. Ifølge noen nyere tall fra 2023 reduserte selskaper som bruker denne teknologien prototypkostnadene sine med omtrent 35 %. Og når produsenter følger ISO 9001-standarden for materialer? Da får de typisk omtrent 40 % færre størrelsesavvik i produktene sammenlignet med steder uten sertifisering. Det gir god mening egentlig, siden standardiserte prosesser rett og slett fungerer bedre totalt sett.

Overvåking under prosessen og statistisk prosesskontroll for konsekvens
Sanntidssensorer overvåker innsprøytningstrykk (±1,5 % nøyaktighet) og formtemperaturer (±2 °C variasjon), og sender data til statistiske prosesskontrollsystemer (SPC). Dette gjør det mulig å umiddelbart korrigere avvik som overstiger 4σ-kontrollgrenser – en praksis som har vist seg å redusere søppelgraden med 28 % i aluminiumsdysestøpeapplikasjoner.

Etterstøp inspeksjon og metoder for ikke-destruktiv testing
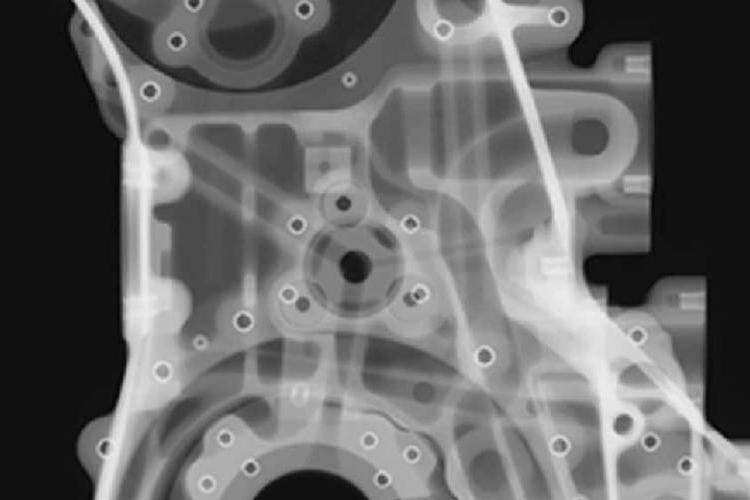
Automatiserte koordinatmålemaskiner (CMM) verifiserer delmål innenfor 5 µm toleranse, mens røntgeninspeksjon avdekker underflatefeil som er usynlige ved visuell kontroll. Ledende anlegg bruker fasede ultralydtester for å undersøke 100 % av høyspente komponenter, og oppnår defektlekkasjerater under 0,02 %.
Dimensjonell nøyaktighet og beste praksis for vedlikehold av støpeforme
Forebyggende vedlikeholdsplaner for støpeformer hvert 50 000. syklus bevarer kritiske toleranser (±0,005 mm). Plasma-nitriderte formflater opprettholder overflatekrav (Ra â0,8 µm) 3 ganger lenger enn konvensjonelle belegg, noe som direkte påvirker delkonsistensen gjennom produksjonsbatcher.

Rollen til avanserte teknologier i moderne kvalitetssikring innen die casting
AI-drevne visjonssystemer kan nå oppdage mikrodefekter (â0,1 mm) 12 ganger raskere enn menneskelige inspektører. Lukkede sanntidsprosessovervåkingssystemer justerer automatisk 23 maskinparametere samtidig og opprettholder optimale betingelser til tross for variasjoner i legeringsbatcher. Disse protokollene definerer felles sett den operative excellensen i en modern die-casting-fabrikk.
Vanlige feil ved die casting og forebyggelsesstrategier i en profesjonell die-casting-fabrikk
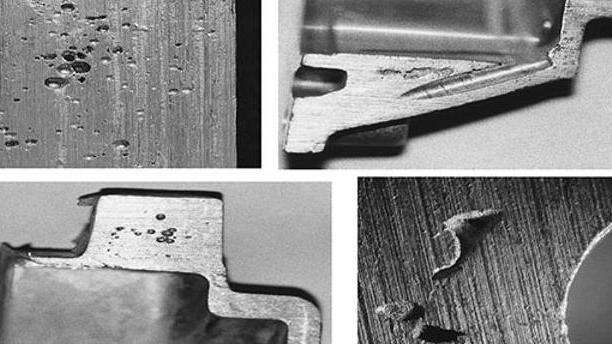
Identifisering av vanlige støpefeil: Porøsitet, kalde sømmer og flens
I aluminiumsdoseringstøberier over hele landet utgjør porøsitet fra fanget gass, kalde søm når metall ikke smelter fullstendig sammen, og flens forårsaket av overskytende materiale som presses ut, omtrent 60–65 % av alle kvalitetsproblemer som oppstår på produksjonslinjer. Mesteparten av disse problemene begynner ofte å vise seg under de intense høytrykksinjeksjonsstadiene. Når støperier ikke er tilstrekkelig ventileres eller det er temperatursvingninger gjennom prosessen, fører det til strukturelle svakheter i det endelige produktet. For å bekjempe disse vanlige defektene, er mange moderne produksjonsanlegg nå sterkt avhengige av infrarød termografi-skanning sammen med sofistikerte systemer for prediktiv vedlikehold av støpemaler. Noen anlegg har til og med begynt å implementere løsninger for sanntidsövervaking som advarer operatører før potensielle problemer blir faktiske produksjonsstans.
Rotårsaker og forebyggingsstrategier for pålitelighet i aluminiumstøping
Analyser viser at 68 % av defektene skyldes feilaktig porteringsdesign og utilstrekkelig degassering av legeringen. Ledende fabrikker bruker trykksensorer i sanntid og automatiske viskositetskontroller for å opprettholde en parameternøyaktighet på ±1,5 % under støpingen. Ved å implementere trinnvist avkjøling reduseres kaldsøm med 38 %, mens AI-drevne porøsitetsspådomsmodeller oppnår en nøyaktighet på 92 % for feiloppsporing før produksjon.
Case-studie: Redusere defektrater gjennom prosessoptimalisering
Et initiativ fra en biltilbyder i 2023 kombinerte vakuumassistert die-casting med AI-drevne strømningsimuleringer for å redusere søppelandel grunnet porøsitet med 87 % (Casting-YZ, 2024). Den optimaliserte prosessen reduserte syklustiden med 14 % samtidig som strekkfastheten ble mer konsekvent over 12 kritiske komponenter, noe som viser hvordan avanserte prosesskontroller hever både kvalitet og effektivitet i die-casting-fabrikker.
Material- og prosessvalg: Grunnlaget for høytytende die-casting
Materialer brukt i die casting: Aluminium, sink, magnesium og kobberlegeringer
Valg av materiale bestemmer direkte komponentytelsen i die casting-systemer. Fire legeringer dominerer industrielle anvendelser:
- Aluminiumlegemer (A380, ADC12) gir optimal styrke-til-vekt-forhold (2,7 g/cm³) og korrosjonsmotstand, noe som fører til at de brukes i 62 % av bilkomponenter som motorblokker (2024 Material Guide)
- Sinklegeringer (ZA-8, Zamak) muliggjør komplekse geometrier for elektronikk og medisinske enheter takket være overlegen formflyt
- Magnesiumlegeringer (AZ91D) gir flyvningsteknisk letthet uten å ofre strukturell integritet
- Kopperlegeringer (C87800) har spesialiserte roller i termiske/elektriske systemer
Nylige analyser av produksjon avdekker at aluminiums dominans skyldes dets kompatibilitet med automatiserte die casting-fabrikksprosesser og 100 % resirkulerbarhet.
Hvorfor aluminiumsdie casting dominerer i høytytende applikasjoner
Aluminium overgår alternativer i situasjoner med krav til holdbarhet på grunn av tre faktorer:
- 40 % lavere termisk ekspansjon enn sink, noe som sikrer stabilitet i motordeler
- Dannelse av naturlig oksidlag for korrosjonsbeskyttelse uten påførte belegg
- Energieffektivitet under produksjon (30 % mindre kraftforbruk sammenlignet med magnesium)
Viktige hensyn for suksess ved høytrykksdiecasting
En profesjonell diecasting-fabrikk må balansere:
- Spennkrefter : 800–2 500 tonn for konsekvent veggtykkelse
- Kjøletemperaturer : 2–3 °C/sek for å unngå porøsitet i tynne deler
- Støpeformbelegg : TiN- eller CrN-lag som forlenger verktøylivslengden med 300 %

Produksjonseffektivitet og økonomisk ytelse i en moderne die-casting-fabrikk
Fordeler med die-casting: Effektivitet, styrke og kostnadseffektivitet
Dagsens støpesider har virkelig hevet spillet med rask produksjon og nær-nettform-manufaktureringsteknikker. Denne tilnærmingen reduserer kostnad per enhet med omtrent 30 til 40 prosent ved produksjon av partier på over 10 000 enheter, ifølge Manufacturing Insights fra i fjor. Det som gjør at dette fungerer så godt, er kombinasjonen av ekstremt korte syklustider under 60 sekunder for små aluminiumsdeler og enestående materialeffektivitet. Avanserte inntakssystemer og automatisk triming bidrar til å oppnå opptil 95 % metallutnyttelse per parti. Når vi ser på hva bransjerapporter viser om automatiseringsforbedringer, finner vi at verksteder som bruker roboter til oppgaver som moldspraying og delutløsning faktisk kuttes arbeidskostnader med omtrent en fjerdedel uten vesentlig kompromiss når det gjelder kvalitet. Disse anleggene opprettholder typisk defektrater under 1 %, noe som er imponerende sett i lys av hvor mye raskere de opererer nå.
Balansere verktøykostnader og volumproduksjon for økonomisk effektivitet
Opprinnelige kostnader for flergjødselsverktøy går ofte utover 150 000 USD, men når produksjonen når rundt 5 000 enheter, begynner støping å gi økonomisk mening, fordi hver ekstra enhet koster mye mindre å produsere. Ifølge enkelte bransjeundersøkelser fra Precision Economics i fjor, ser produsenter som lykkes med å dekke sine verktøykostnader innen bare 18 måneder, en omsetningsfordel på omtrent 22 prosent sammenlignet med de som er fastlåst med mindre batchstørrelser. Å velge materialer med omtanke betyr også mye. Aluminium skiller seg ut ettersom omtrent 85 % av det til slutt blir resirkulert, noe som bidrar til å holde materialekostnadene nede over tid. Samtidig sparer bruk av sinklegeringer penger på maskinbearbeiding, fordi delene kommer ut av formen med så god overflatekvalitet at behovet for ekstra ferdiggjøring reduseres.
Mål for produktivitetsevaluering i høykapasitets støpeoperasjoner
De beste fabrikkene overvåker tre nøkkelmål:
- Overall Equipment Effectiveness (OEE) (Overall Equipment Effectiveness) (OEE) - Effektivitet av alle utstyr : >75 % indikerer optimal maskinutnyttelse
- Syklustidsvariasjon : <5 % avvik sikrer forutsigbar produksjon
- Kostnad-per-kilogram : Kombinerer energi-, arbeidskraft- og materialkostnader for helhetlig effektivitetsovervåking
Ledende produsenter som bruker sanntids-OEE-paneler rapporterer 18 % raskere identifisering av flaskehalser og 12 % årlig økning i produksjonskapasitet, noe som viser at datadrevet beslutningstaking ikke lenger er valgfritt i konkurranseutsatte die-casting-operasjoner.
Fremtidssikret die-casting: Automatisering, bærekraft og samarbeid om design
Hvordan manufacturability-design forbedrer kvalitet og hastighet
Når bedrifter anvender design for manufacturability (DFM) fra begynnelsen av produktutviklingen, ser de betydelige reduksjoner i både materialavfall og produksjonstid i store die casting-operasjoner. Noen fabrikker rapporterer om å kutte syklustidene med omtrent 40 % bare ved å integrere disse prinsippene tidlig i prosessen. Nøkkelen ligger i hvordan ingeniører formgir deler for å fungere bedre med produksjonsbegrensninger. De unngår ofte de vanskelige områdene som tynne veggflater og kompliserte undercuts som ofte fører til problemer under støping senere i prosessen. Basert på faktiske data fra produksjonslokaler fra 2023, fant produsenter at deler designet med DFM i tankene trengte omtrent 35 % mindre etterarbeid etter støping sammenlignet med eldre design. Dette betyr mindre omkjøring, lavere kostnader og til slutt mer fornøyde kunder som får kvalitetsprodukter raskere.
Kollaborativ prototyping og simulering i pålitelige die casting-fabrikker
Avanserte simuleringsplattformer muliggjør samarbeid i sanntid mellom designteam og produksjonsingeniører. Cloud-baserte systemer tillater simultan vurdering av fyllingsmønstre og termiske spenninger, noe som reduserer antall prototypeversjoner med 50 %. Denne digitale tvillingtilnærmingen validerer støpeforme designs i virtuelle miljøer før fysiske verktøy tas i bruk, noe som sikrer raskere tid til markedet.
Nye trender: KI-drevet kvalitetskontroll, automatisering og bærekraftighet
Dagens anlegg oppnår nesten null defekter takket være de smarte visjonssystemene drevet av kunstig intelligens. Disse avanserte øynene kontrollerer over 500 ulike faktorer under hver støpeoperasjon. Resultatet? Et kraftig fall i søppelandel forårsaket av porøsitet, ned med rundt 62 %, og alt uten å redusere produksjonsfarten, ifølge Advanced Casting Journal fra i fjor. Samtidig har selskaper begynt å innføre automatiserte smøresystemer sammen med lukkede kjølekretser. Denne kombinasjonen har redusert energiforbruket med nesten 28 % sammenlignet med eldre metoder. Industirapporter om bærekraftighet viser at disse forbedringene ikke bare er teoretiske, men faktisk skjer på fabrikker over hele landet.
Fremtidssikring av matrisedreivning med smart produksjon
Ledende fabrikker integrerer IoT-sensorer over hele produksjonslinjene, noe som muliggjør prediktiv vedlikehold som reduserer uplanlagt nedetid med 73 %. Denne overgangen til smarte anlegg kombinerer sanntidsprosessdata med systemer for planlegging av bedriftsressurser og skaper fleksible økosystemer klare for kravene fra Industri 4.0.
Ofte stilte spørsmål
Hva er vanlige feil ved die casting?
Vanlige feil ved die casting inkluderer porøsitet forårsaket av fanget gass, kalde lamineringer der metallet ikke smelter fullstendig sammen, og flimring forårsaket av utskjelving av ekstra materiale. Disse problemene oppstår typisk under høytrykksinjeksjonsstadier.
Hvordan forbedrer simulering kvaliteten i die casting?
Simuleringsverktøy spår hvor problemer kan oppstå under fyllingsprosessen, noe som tillater produsenter å standardisere prosedyrer og optimalisere støpeformer, noe som kan redusere prototypkostnader med omtrent 35 %.
Hvorfor foretrekkes aluminium i die casting med høy ytelse?
Aluminium foretrekkes for sin optimale styrke-til-vekt-ratio, korrosjonsmotstand, lavere termisk ekspansjon og energieffektivitet under produksjon, noe som gjør det ideelt for applikasjoner der holdbarhet er kritisk.
Hvilke fordeler gir overvåkning i sanntid for støping?
Overvåkning i sanntid med sensorer gir nøyaktig sporing av innsprøytningstrykk og formtemperaturer, noe som muliggjør umiddelbare korreksjoner ved avvik, reduserer søppelgrad og forbedrer den totale kvaliteten.
Innholdsfortegnelse
- Kjerneområder for kvalitetskontroll i die casting: Sikring av konsekvent pålitelighet
- Vanlige feil ved die casting og forebyggelsesstrategier i en profesjonell die-casting-fabrikk
- Material- og prosessvalg: Grunnlaget for høytytende die-casting
- Produksjonseffektivitet og økonomisk ytelse i en moderne die-casting-fabrikk
- Fremtidssikret die-casting: Automatisering, bærekraft og samarbeid om design
- Ofte stilte spørsmål