




Základní kontrola kvality při tlakovém lití: Zajištění stálé spolehlivosti
Kontrolní opatření před litím: Posouzení materiálu a simulační návrh
Kontrola kvality začíná mnohem dříve, než si většina lidí uvědomuje, a to ve vybraných litírenských závodech. Ještě před tím, než horký kov vstoupí do forem, provádějí různé testy materiálů, aby zkontrolovali, zda jsou slitiny správné a jak reagují na teplo. To pomáhá odhalit problémy, které by mohly později vést například ke vzniku vzduchových bublin nebo trhlin. Průmysl se v poslední době dostal daleko kupředu i co se týče používání simulačních nástrojů. Tyto programy analyzují návrhy forem a předpovídají, kde by mohly vzniknout problémy během plnění. Podle nedávných údajů z roku 2023 snížily společnosti využívající tuto technologii náklady na prototypy přibližně o 35 %. A pokud výrobci dodržují normy ISO 9001 pro materiály, obvykle zaznamenávají o 40 % méně odchylek ve velikosti produktů ve srovnání s místy bez certifikace. Což dává smysl, protože standardizované procesy prostě celkově fungují lépe.

Monitorování procesu a statistická regulace procesu pro konzistenci
Senzory v reálném čase sledují tlaky při vstřikování (přesnost ±1,5 %) a teploty formy (odchylka ±2 °C), přičemž data poskytují do statistických systémů řízení procesů (SPC). To umožňuje okamžitou korekci odchylek přesahujících regulační meze 4σ – postup, který byl prokázán jako snižující množství třísek o 28 % v aplikacích hliníkového lití do forem.

Kontrola po odlití a metody nedestruktivního zkoušení
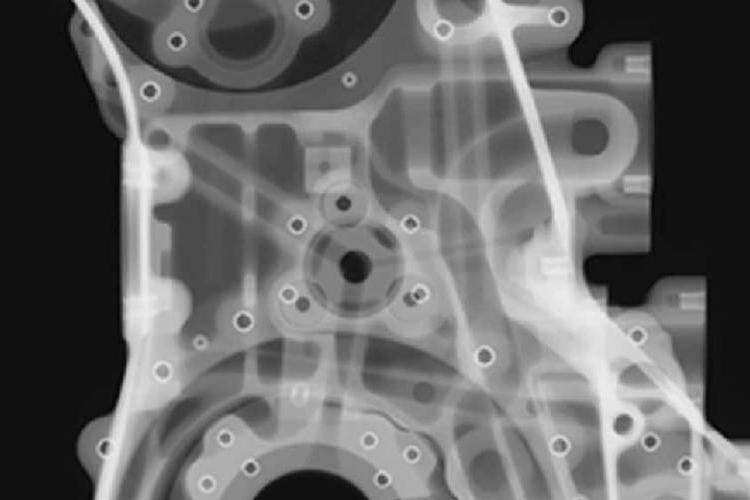
Automatické souřadnicové měřicí stroje (CMM) ověřují rozměry dílů s tolerancí 5 µm, zatímco rentgenová kontrola odhaluje vnitřní vady, které nejsou viditelné pouhým okem. Přední zařízení využívají ultrazvukové zkoušení fázovanými anténami k prohlídce 100 % vysoce namáhaných komponent, čímž dosahují únikové míry vad pod 0,02 %.
Přesnost rozměrů a osvědčené postupy údržby forem
Preventivní plány údržby forem každých 50 000 cyklů zachovávají kritické tolerance (±0,005 mm). Povrchy forem upravené plazmovým nitridací udržují požadovanou drsnost povrchu (Ra ≤ 0,8 µm) až třikrát déle než běžné povlaky, což přímo ovlivňuje konzistenci dílů v rámci výrobních šarží.

Role pokročilých technologií při zajištění kvality v moderní tlakové lití
Vizuální systémy s podporou umělé inteligence nyní detekují mikrodefekty (≤ 0,1 mm) 12krát rychleji než lidský inspektor. Uzavřené smyčky pro reálné monitorování procesu automaticky upravují 23 parametrů stroje současně, čímž udržují optimální podmínky i přes variace ve složení slitin. Tyto protokoly dohromady definují provozní excelenci moderního podniku pro tlakové lití.
Běžné defekty při tlakovém lití a strategie jejich prevence v profesionálním podniku pro tlakové lití
Identifikace běžných litérenských vad: pórovitost, studené stopy a přetoky
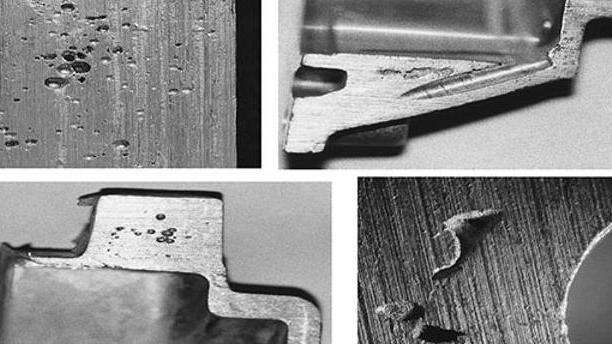
Ve slévárnách hliníku v celé zemi tvoří pórnost způsobená uzavřenými plyny, studené spáry, kdy se kov neproplaví úplně dohromady, a běžící materiál způsobený přebytečnou hmotou vytláčenou ven, přibližně 60–65 % všech kvalitních problémů vznikajících na výrobních linkách. Nejčastěji se tyto problémy začínají projevovat právě ve fázi intenzivního vstřikování pod vysokým tlakem. Pokud nejsou formy správně odvzdušněny nebo dochází k teplotním kolísáním během procesu, vede to ke strukturálním vadám konečného výrobku. Pro boj proti těmto běžným vadám se mnohé moderní výrobní provozy nyní silně spoléhají na zařízení pro infračervenou termografickou kontrolu a sofistikované systémy prediktivní údržby forem. Některé závody dokonce začaly implementovat řešení pro monitorování v reálném čase, která upozorňují obsluhu dříve, než potenciální problémy způsobí skutečné výrobní prostoji.
Hlavní příčiny a strategie prevence pro spolehlivost hliníkových odlitků
Analýza ukazuje, že 68 % vad vzniká nesprávným návrhem lití a nedostatečným odplyňováním slitiny. Přední továrny používají senzory reálného tlaku a automatickou kontrolu viskozity k udržení přesnosti parametrů ±1,5 % během odlévání. Implementace vrstvených chladicích režimů snižuje výskyt studených spojů o 38 %, zatímco AI-řízené modely predikce pórovitosti dosahují přesnosti detekce vad 92 % před výrobou.
Studie případu: Snížení míry vad prostřednictvím optimalizace procesu
Iniciativa dodavatele automobilů z roku 2023 spojila odlévání za podtlaku s tokem řízeným umělou inteligencí, čímž se podařilo snížit odpad způsobený pórovitostí o 87 % (Casting-YZ, 2024). Optimalizovaný proces snížil pracovní cykly o 14 % a zároveň zlepšil konzistenci pevnosti v tahu u 12 klíčových komponent, což demonstruje, jak pokročilé řídicí procesy zvyšují jak kvalitu, tak efektivitu ve vstřikovacích továrnách.
Výběr materiálu a procesu: Základy vysoce výkonného odlévání do forem
Materiály používané v tlakovém lití: slitiny hliníku, zinku, hořčíku a mědi
Výběr materiálu přímo určuje výkon součástek v systémech tlakového lití. Ve výrobním průmyslu dominují čtyři slitiny:
- Hliníkové slitiny (A380, ADC12) poskytují optimální poměr pevnosti k hmotnosti (2,7 g/cm³) a odolnost proti korozi, což je příčinou jejich použití ve 62 % automobilových komponentů, jako jsou bloky motorů (Průvodce materiály 2024)
- Slitiny cínu (ZA-8, Zamak) umožňují vytváření komplexních geometrií pro elektronická zařízení a lékařské přístroje díky vynikajícímu toku do formy
- Slitiny hořečku (AZ91D) poskytují letadlovou lehkost bez poškození strukturální integrity
- Měděné slitiny (C87800) plní specifické funkce v tepelných a elektrických systémech
Nedávné analýzy výroby ukazují, že dominanci hliníku vyplývá z jeho kompatibility s automatizovanými procesy v tovarnách na tlakové lití a 100% recyklovatelnosti.
Proč hliník v tlakovém lití dominuje vysokým výkonovým aplikacím
Hliník převyšuje alternativy v situacích vyžadujících trvanlivost díky třem faktorům:
- o 40 % nižší tepelná roztažnost než u zinku, což zajišťuje stabilitu součástí motoru
- Přirozené vytváření oxidační vrstvy pro odolnost proti korozi bez povlaků
- Energetická účinnost při výrobě (o 30 % méně energie ve srovnání hořčíkem)
Klíčové faktory úspěchu při lití pod tlakem
Profesionální odlírna musí dosáhnout rovnováhy mezi:
- Svazující síly : 800-2500 tun pro konzistentní tloušťku stěny
- Rychlost chlazení : 2°C/sek. pro zabránění porozity v tenkých sekcích
- Nátěry na plísně : Vrstvy TiN nebo CrN prodlužující životnost nástroje o 300 %

Výrobní efektivita a ekonomický výkon v moderní slévárně pod tlakem
Výhody lití pod tlakem: efektivita, pevnost a hospodárnost
Dnešní lisovny metalem výrazně zvýšily svou úroveň díky rychlým výrobním cyklům a technikám výroby téměř na konečný tvar. Tento přístup podle loňských dat společnosti Manufacturing Insights snižuje náklady na jednotku o přibližně 30 až 40 procent při sériích nad 10 000 kusů. To, co tento proces činí tak efektivním, je kombinace extrémně krátkých cyklových časů pod 60 sekund u malých hliníkových dílů a vynikající efektivity využití materiálu. Pokročilé systémy plnění forem a automatické odhazování odpadu umožňují využít až 95 % kovu z každé dávky. Podle průmyslových zpráv o vylepšení automatizace se ukazuje, že provozy, které používají roboty například pro postřik forem nebo manipulaci s výrobky, snížily náklady na pracovní sílu zhruba o čtvrtinu, aniž by výrazně kompromitovaly kvalitu. Tyto zařízení obvykle udržují míru výrobních vad pod 1 %, což je působivé s ohledem na jejich nynější výrazně vyšší rychlost provozu.
Vyvážení nákladů na tvárníky a objemu výstupu pro hospodářskou efektivitu
Počáteční náklady na více dutinové formy často přesahují 150 000 USD, ale jakmile výroba dosáhne zhruba 5 000 kusů, začíná tlakové lití dávat finanční smysl, protože každá další jednotka vyjde na výrobu výrazně levněji. Podle některých průmyslových výzkumů společnosti Precision Economics z minulého roku firmy, kterým se podaří náklady na nástroje odepsat během pouhých 18 měsíců, zaznamenají zvýšení návratnosti investic přibližně o 22 procent ve srovnání s těmi, kteří jsou uvězněni v menších sériích. Také rozumná volba materiálu hraje rozhodující roli. Hliník se prosazuje, protože zhruba 85 % tohoto materiálu je nakonec recyklováno, což dlouhodobě pomáhá udržet nízké náklady na materiál. Mezitím práce se slitinami zinku šetří peníze na obrábění, protože díly vycházejí z formy již s tak vysokou kvalitou povrchu, že není třeba dodatečné dokončování.
Metriky hodnocení produktivity ve vysokovýkonných provozech tlakového lití
Nejlepší továrny sledují tři klíčové metriky:
- Celková efektivita zařízení (OEE) : >75 % indikuje optimální využití stroje
- Variabilita cyklového času : <5 % odchylka zajišťuje předvídatelný výstup
- Náklady na kilogram : Kombinuje náklady na energii, práci a materiál pro komplexní sledování efektivity
Přední výrobci využívající online OEE dashboardy uvádějí 18% rychlejší identifikaci úzkých míst a 12% roční nárůst propustnosti, což dokazuje, že rozhodování na základě dat již není volitelné v konkurenceschopných operacích tlakového lití.
Tlakové lití připravené na budoucnost: automatizace, udržitelnost a spolupráce při návrhu
Jak navrhování pro výrobnost zlepšuje kvalitu a rychlost
Když firmy aplikují návrh pro výrobu (DFM) hned od začátku vývoje produktu, pozorují významné snížení odpadu materiálu i výrobního času ve velkých operacích tlakového lití. Některé továrny uvádějí, že díky včasnému zahrnutí těchto principů snížily své cyklové časy přibližně o 40 %. Klíčové je, jak inženýři navrhují tvary součástí tak, aby lépe odpovídaly výrobním omezením. Obvykle se vyhýbají problematickým oblastem, jako jsou tenké stěny a komplikované podřezy, které často vedou k problémům při lití. Podle skutečných dat z výrobních hal z roku 2023 zjistili výrobci, že součásti navržené s ohledem na DFM vyžadovaly po lití asi o 35 % méně dodatečných oprav než starší návrhy. To znamená méně předělávek, nižší náklady a nakonec spokojenější zákazníky, kteří rychleji dostanou kvalitní výrobky.
Společné prototypování a simulace v prověřených továrnách na tlakové lití
Pokročilé simulační platformy umožňují spolupráci v reálném čase mezi týmy konstruktérů a výrobními inženýry. Cloudové systémy umožňují současné vyhodnocení toku materiálu a tepelných napětí, čímž snižují počet prototypových iterací o 50 %. Tento přístup s digitálním dvojčetem ověřuje návrhy forem ve virtuálním prostředí ještě před uvedením fyzického nástroje do provozu, což zajišťuje rychlejší uvedení výrobku na trh.
Nové trendy: Kontrola kvality řízená umělou inteligencí, automatizace a udržitelnost
Dnešní zařízení dosahují téměř nulového počtu vad díky chytrým systémům strojového vidění založeným na umělé inteligenci. Tyto pokročilé 'oči' kontrolují více než 500 různých faktorů během každého odlévacího cyklu. Výsledkem je obrovský pokles odpadu způsobeného problémy s pórovitostí, a to přibližně o 62 %, a to bez zpomalení výrobních rychlostí, jak uvádí Advanced Casting Journal z minulého roku. Současně firmy začaly implementovat automatické mazací systémy spolu se uzavřenými chladicími okruhy. Tato kombinace snížila spotřebu energie o téměř 28 % ve srovnání se staršími metodami. Průmyslové zprávy o udržitelnosti ukazují, že tato zlepšení nejsou jen teoretická, ale skutečně probíhají na výrobních provozech po celé zemi.
Zajištění odolnosti provozu tvářecích forem proti zastaralosti pomocí chytré výroby
Přední továrny integrují senzory IoT napříč výrobními linkami, což umožňuje prediktivní údržbu a snižuje neplánované výpadky o 73 %. Tento posun směrem ke chytrým zařízením kombinuje data o procesech v reálném čase se systémy plánování podnikových zdrojů a vytváří tak pružné ekosystémy připravené na požadavky průmyslu 4.0.
Často kladené otázky
Jaké jsou běžné vady při tlakovém lití?
Mezi běžné vady při tlakovém lití patří pórovitost způsobená zachycenými plyny, studené spáry, kde kov neprosplyne úplně, a potrubí způsobené přebytečným prosakem materiálu. K těmto problémům obvykle dochází ve fázích vysokotlakého vstřikování.
Jak simulace zlepšuje kvalitu při tlakovém lití?
Simulační nástroje předpovídají, kde mohou během procesu plnění vzniknout problémy, což umožňuje výrobcům standardizovat postupy a optimalizovat formy, čímž lze snížit náklady na prototypy přibližně o 35 %.
Proč je hliník upřednostňován při vysokovýkonném tlakovém lití?
Hliník je oblíbený díky optimálnímu poměru pevnosti k hmotnosti, odolnosti proti korozi, nižší tepelné roztažnosti a energetické účinnosti při výrobě, což ho činí ideálním pro aplikace vyžadující trvanlivost.
Jaké výhody přináší sledování v reálném čase u tvarování do forem?
Sledování v reálném čase pomocí senzorů umožňuje přesné sledování tlaků při vstřikování a teploty forem, umožňuje okamžité opravy odchylek, snižuje množství zmetků a zlepšuje celkovou kvalitu.
Obsah
- Základní kontrola kvality při tlakovém lití: Zajištění stálé spolehlivosti
- Běžné defekty při tlakovém lití a strategie jejich prevence v profesionálním podniku pro tlakové lití
- Výběr materiálu a procesu: Základy vysoce výkonného odlévání do forem
- Výrobní efektivita a ekonomický výkon v moderní slévárně pod tlakem
- Tlakové lití připravené na budoucnost: automatizace, udržitelnost a spolupráce při návrhu
- Často kladené otázky