




Podstawowa kontrola jakości w odlewnictwie: Zapewnienie stałej niezawodności
Zapobiegawcze środki kontroli jakości: Ocena materiału i symulacja projektu
Kontrola jakości zaczyna się znacznie wcześniej, niż większość ludzi myśli, w dobrym zakładzie odlewniczym. Zanim jeszcze gorący metal trafi do form, przeprowadza się różne testy materiałów, aby sprawdzić, czy stopy są odpowiednie i jak reagują na ciepło. To pozwala wykryć problemy, które mogą później prowadzić do powstawania kieszeni powietrznych lub pęknięć. Przemysł stał się w ostatnich czasach dość sprytny w zakresie stosowania narzędzi symulacyjnych. Te programy analizują projekty form i wykrywają, gdzie mogą pojawić się problemy podczas wypełniania. Według najnowszych danych z 2023 roku firmy korzystające z tej technologii obniżyły koszty prototypów o około 35%. A gdy producenci przestrzegają norm ISO 9001 dotyczących materiałów? Zazwyczaj odnotowują około 40% mniej różnice w wymiarach produktów w porównaniu do miejsc bez certyfikacji. Ma to sens, ponieważ ustandaryzowane procesy po prostu działają lepiej w sposób ogólny.

Monitorowanie procesu i statystyczna kontrola procesu dla zapewnienia spójności
Czujniki w czasie rzeczywistym monitorują ciśnienia wtrysku (dokładność ±1,5%) oraz temperatury formy (odchylenie ±2°C), przekazując dane do systemów statystycznej kontroli procesu (SPC). Umożliwia to natychmiastową korektę odchyleń przekraczających granice kontrolne 4σ — praktyka ta, jak wykazano, redukuje wskaźnik odpadów o 28% w zastosowaniach odlewnictwa aluminiowego metodą tryskową.

Kontrola po odlewaniu i metody nieniszczącego badań
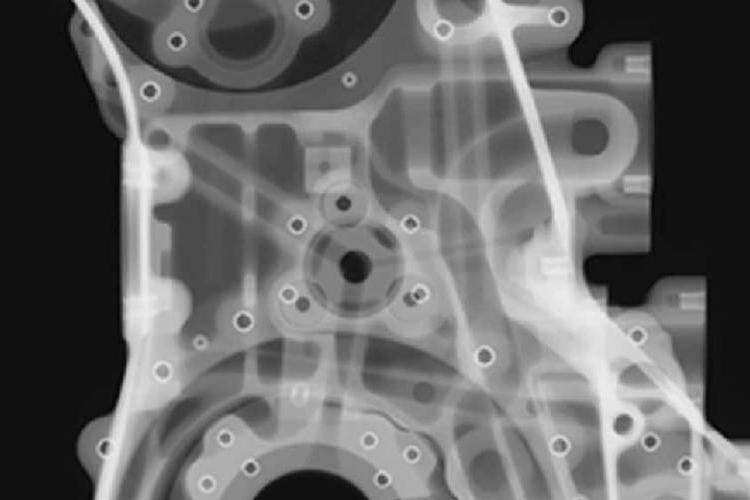
Zautomatyzowane maszyny pomiarowe CMM weryfikują wymiary części z tolerancją 5 µm, podczas gdy badania rentgenowskie pozwalają wykryć wady pod powierzchnią, niewidoczne podczas kontroli wzrokowej. Wiodące zakłady stosują ultradźwiękowe badania metodą fazyowaną, aby przebadać 100% elementów obciążonych dużym naprężeniem, osiągając poziom ucieczki defektów poniżej 0,02%.
Dokładność wymiarowa i najlepsze praktyki konserwacji form
Harmonogramy zapobiegawczej konserwacji form co 50 000 cykli zachowują krytyczne luzowania (±0,005 mm). Powierzchnie form azotowane plazmowo utrzymują wymagane parametry chropowatości powierzchni (Ra ≤0,8 µm) trzy razy dłużej niż tradycyjne powłoki, bezpośrednio wpływając na spójność elementów w kolejnych partiach produkcyjnych.

Rola zaawansowanych technologii w nowoczesnym zapewnieniu jakości odlewnictwa pod ciśnieniem
Systemy wizyjne zasilane sztuczną inteligencją wykrywają mikrousterki (≤0,1 mm) 12 razy szybciej niż inspektorzy ludzie. Systemy monitoringu procesu w czasie rzeczywistym z zamkniętą pętlą automatycznie dostosowują jednocześnie 23 parametry maszyny, utrzymując optymalne warunki mimo różnic w partiach stopu. Te protokoły razem określają doskonałość operacyjną nowoczesnej odlewni pod ciśnieniem.
Typowe wady w odlewnictwie pod ciśnieniem oraz strategie ich zapobiegania w profesjonalnej odlewni pod ciśnieniem
Identyfikacja typowych wad odlewniczych: porowatość, zimne spojenia i natopy
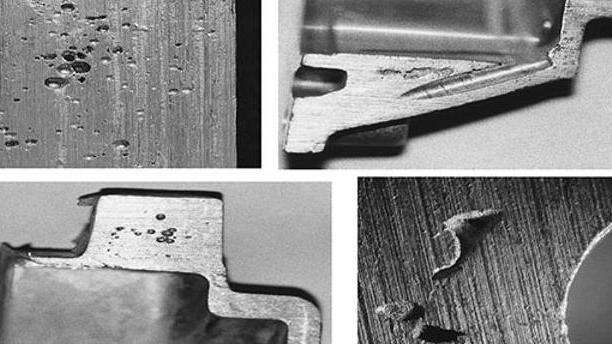
W zakładach odlewni aluminium w całym kraju porowatość spowodowana uwięzionymi gazami, zimne złączenia, gdy metal nie łączy się całkowicie, oraz natrysk powstający na skutek nadmiaru materiału wypychanego na zewnątrz stanowią około 60–65% wszystkich problemów jakościowych występujących na liniach produkcyjnych. Najczęściej te problemy zaczynają się pojawiać podczas intensywnych etapów wtrysku pod wysokim ciśnieniem. Gdy formy nie są odpowiednio wentylowane lub występują wahania temperatury w trakcie procesu, prowadzi to do osłabienia struktury końcowego produktu. Aby zapobiegać tym typowym wadom, wiele nowoczesnych zakładów produkcyjnych polega obecnie w dużym stopniu na skanerach termowizyjnych wykorzystujących promieniowanie podczerwone oraz zaawansowanych systemach konserwacji predykcyjnej dla swoich form. Niektóre zakłady zaczęły nawet wprowadzać rozwiązania do monitorowania w czasie rzeczywistym, które ostrzegają operatorów przed potencjalnymi problemami zanim dojdzie do przerw w produkcji.
Główne przyczyny i strategie zapobiegania dla niezawodności odlewania aluminium
Analiza wykazała, że 68% wad wynika z nieprawidłowego projektu układu wlewowego oraz niewystarczającego odgazowania stopu. Wiodące zakłady wykorzystują czujniki ciśnienia w czasie rzeczywistym i automatyczne sterowanie lepkością, aby utrzymać dokładność parametrów na poziomie ±1,5% podczas odlewania. Wprowadzenie warstwowego chłodzenia zmniejsza występowanie zimnych spławów o 38%, natomiast modele predykcji porowatości oparte na sztucznej inteligencji osiągają dokładność wykrywania wad na poziomie 92% przed rozpoczęciem produkcji.
Studium przypadku: Redukcja liczby wad poprzez optymalizację procesu
Inicjatywa dostawcy branży motoryzacyjnej z 2023 roku połączyła odlewanie pod ciśnieniem z udziałem próżni z symulacjami przepływu wspieranymi przez sztuczną inteligencję, co zmniejszyło odpady związane z porowatością o 87% (Casting-YZ, 2024). Zoptymalizowany proces skrócił czas cyklu o 14%, jednocześnie poprawiając spójność wytrzymałości na rozciąganie w 12 krytycznych komponentach, co pokazuje, jak zaawansowane sterowanie procesem podnosi jakość i efektywność w zakładach odlewniczych.
Wybór materiału i procesu: podstawy wysokowydajnego odlewnictwa precyzyjnego
Materiały stosowane w odlewnictwie pod ciśnieniem: stopy aluminium, cynku, magnezu i miedzi
Wybór materiału bezpośrednio wpływa na wydajność komponentów w systemach odlewniczych. Cztery stopy dominują w zastosowaniach przemysłowych:
- Stopy aluminium (A380, ADC12) zapewniają optymalny stosunek wytrzymałości do wagi (2,7 g/cm³) oraz odporność na korozję, dzięki czemu są wykorzystywane w 62% komponentów samochodowych, takich jak bloki silników (Przewodnik materiałowy 2024)
- Legity cynku (ZA-8, Zamak) umożliwiają tworzenie złożonych geometrii dla urządzeń elektronicznych i medycznych dzięki doskonałemu przepływowi do formy
- Legity magnezu (AZ91D) zapewniają lekkość na poziomie lotniczym bez utraty integralności strukturalnej
- Stopy miedzi (C87800) pełnią niszowe role w systemach termicznych i elektrycznych
Najnowsze analizy produkcji ujawniają, że dominacja aluminium wynika z jej kompatybilności z procesami automatyzacji w fabrykach odlewniczych oraz 100% możliwości recyklingu.
Dlaczego odlewanie pod ciśnieniem z aluminium dominuje w zastosowaniach wysokowydajnych
Aluminium przewyższa inne materiały w sytuacjach krytycznych pod względem trwałości ze względu na trzy czynniki:
- o 40% mniejsze rozszerzalność cieplną niż cynk, zapewniające stabilność w elementach silnika
- Naturalne powstawanie warstwy tlenkowej dla odporności na korozję bez powłok
- Efektywność energetyczna podczas produkcji (o 30% mniej energii niż magnez)
Kluczowe zagadnienia dotyczące sukcesu w procesie odlewania pod wysokim ciśnieniem
Profesjonalna odlewnia musi zachować równowagę między:
- Siły dociskowe : 800–2 500 ton dla stałej grubości ścianek
- Szybkość chłodzenia : 2–3 °C/s, aby zapobiec porowatości w cienkich sekcjach
- Powłoki form : Warstwy TiN lub CrN przedłużające żywotność narzędzi o 300%

Efektywność produkcji i wydajność ekonomiczna w nowoczesnym zakładzie odlewniczym
Zalety odlewania pod ciśnieniem: efektywność, wytrzymałość i opłacalność
Współczesne zakłady odlewnicze znacznie podniosły poprzek, oferując szybkie cykle produkcji oraz techniki wytwarzania bliskie końcowej postaci wyrobu. Takie podejście redukuje koszty jednostkowe o około 30–40 procent przy serii przekraczającej 10 000 sztuk, według danych Manufacturing Insights z ubiegłego roku. Kluczem do takich osiągnięć jest połączenie bardzo krótkich czasów cyklu – poniżej 60 sekund dla małych elementów aluminiowych – z wysoką efektywnością zużycia materiału. Zaawansowane systemy wlewu oraz automatyczne obcinanie pozwalają na wykorzystanie nawet 95% metalu w każdej partii. Analizując raporty branżowe dotyczące postępów w automatyzacji, stwierdzamy, że zakłady wykorzystujące roboty do zadań takich jak natrysk form czy usuwanie detali obniżają koszty pracy o około jedną czwartą, nie kompromitując przy tym jakości. Te instalacje zazwyczaj utrzymują poziom wad poniżej 1%, co jest imponujące, biorąc pod uwagę ich obecną znacznie większą szybkość działania.
Optymalizacja kosztów narzędzi i wielkości produkcji pod kątem efektywności ekonomicznej
Koszt wstępny wielo-gniazdowych form wtryskowych często przekracza 150 tys. USD, ale gdy produkcja osiągnie około 5000 sztuk, odlewanie pod ciśnieniem zaczyna być opłacalne, ponieważ każdy kolejny element jest znacznie tańszy w produkcji. Zgodnie z niektórymi badaniami branżowymi przeprowadzonymi przez Precision Economics w zeszłym roku, producenci, którzy potrafią zwrócić inwestycję w narzędzia już w ciągu 18 miesięcy, odnotowują o około 22 procent wyższy zwrot z inwestycji w porównaniu z tymi, którzy są ograniczeni do mniejszych partii. Mądry wybór materiałów również ma ogromne znaczenie. Aluminium wyróżnia się tym, że około 85% tego materiału zostaje ostatecznie odzyskane, co z czasem pomaga obniżyć koszty materiałowe. Tymczasem praca z stopami cynku pozwala zaoszczędzić na obróbce skrawaniem, ponieważ detale wychodzą z formy o tak wysokiej jakości powierzchni, że nie wymagają dodatkowej obróbki końcowej.
Metryki oceny produktywności w operacjach odlewania pod ciśnieniem o dużej wydajności
Najlepiej prosperujące fabryki monitorują trzy kluczowe metryki:
- Ogólna skuteczność urządzeń (OEE) : >75% oznacza optymalne wykorzystanie maszyn
- Zmiennosc czasu cyklu : <5% odchylenia gwarantuje przewidywalną produkcję
- Koszt na kilogram : Łączy koszty energii, pracy i materiałów dla kompleksowego śledzenia efektywności
Wiodący producenci korzystający z tablic OEE w czasie rzeczywistym donoszą o 18% szybszym identyfikowaniu wąskich gardeł i 12% rocznym wzroście przepustowości, co dowodzi, że podejmowanie decyzji opartych na danych nie jest już opcjonalne w konkurencyjnych procesach odlewania pod ciśnieniem.
Odlewanie gotowe na przyszłość: Automatyzacja, zrównoważony rozwój i współpraca projektowa
Jak projektowanie pod kątem łatwości produkcji poprawia jakość i szybkość
Gdy przedsiębiorstwa stosują projektowanie z myślą o produkowalności (DFM) już od samego początku rozwoju produktu, odnotowują znaczące zmniejszenie odpadów materiałowych oraz czasu produkcji w dużych operacjach odlewania pod ciśnieniem. Niektóre fabryki informują, że skróciły swoje czasy cyklu o około 40% dzięki wdrożeniu tych zasad na wczesnym etapie. Klucz leży w sposobie kształtowania części przez inżynierów, tak aby lepiej uwzględniać ograniczenia procesu produkcyjnego. Unikają oni trudnych obszarów, takich jak cienkie ścianki czy skomplikowane podcięcia, które często prowadzą później do problemów z odlewaniem. Analizując rzeczywiste dane z hali produkcyjnej z 2023 roku, producenci stwierdzili, że części zaprojektowane zgodnie z zasadami DFM wymagały o około 35% mniej napraw po odlewnictwie niż starsze konstrukcje. Oznacza to mniejszą ilość prac poprawkowych, niższe koszty i ostatecznie zadowolonych klientów, którzy szybciej otrzymują produkty wysokiej jakości.
Współpracujące prototypowanie i symulacje w wiarygodnych fabrykach odlewniczych
Zaawansowane platformy symulacyjne umożliwiają współpracę w czasie rzeczywistym między zespołami projektowymi a inżynierami produkcji. Systemy oparte na chmurze pozwalają na jednoczesną ocenę wzorców wypełnienia i naprężeń termicznych, skracając liczbę iteracji prototypów o 50%. Takie podejście wykorzystujące cyfrowego bliźniaka pozwala weryfikować projekty form w środowiskach wirtualnych przed uruchomieniem fizycznych narzędzi, zapewniając szybsze wprowadzanie produktów na rynek.
Nowe trendy: Kontrola jakości wspomagana sztuczną inteligencją, automatyzacja i zrównoważony rozwój
Obecne zakłady osiągają niemal zerowy poziom wad dzięki inteligentnym systemom wizyjnym wykorzystującym sztuczną inteligencję. Te zaawansowane 'oczy' sprawdzają ponad 500 różnych czynników podczas każdego cyklu odlewniczego. Wynik? Gwałtowny spadek odpadów spowodowanych problemami z porowatością — o około 62%, i to bez spowolnienia tempa produkcji, według Advanced Casting Journal z zeszłego roku. W tym samym czasie firmy zaczęły wprowadzać zautomatyzowane systemy smarowania w połączeniu z obiegami chłodzenia zamkniętymi. Ten zestaw zmniejszył zużycie energii o blisko 28% w porównaniu ze starszymi metodami. Raporty branżowe dotyczące zrównoważonego rozwoju pokazują, że te ulepszenia nie są tylko teoretyczne, lecz rzeczywiście mają miejsce na halach produkcyjnych na całym kraju.
Odporność operacji odlewniczych na przyszłość dzięki inteligentnej produkcji
Wiodące fabryki integrują czujniki IoT w całych liniach produkcyjnych, umożliwiając konserwację predykcyjną, która zmniejsza przestoje nieplanowane o 73%. Ten przejście ku inteligentnym obiektom łączy dane procesowe w czasie rzeczywistym z systemami planowania zasobów przedsiębiorstwa, tworząc elastyczne ekosystemy przygotowane na wymagania przemysłu 4.0.
Często zadawane pytania
Jakie są najczęstsze wady odlewania pod ciśnieniem?
Do najczęstszych wad odlewania pod ciśnieniem należą porowatość spowodowana uwięzionymi gazami, zimne złącza, gdzie metal nie łączy się całkowicie, oraz natoki wynikające z wycieku nadmiaru materiału. Te problemy powstają zazwyczaj na etapie wtrysku pod wysokim ciśnieniem.
W jaki sposób symulacja poprawia jakość odlewania pod ciśnieniem?
Narzędzia symulacyjne przewidują, gdzie mogą wystąpić problemy podczas procesu wypełniania, pozwalając producentom standaryzować procedury i optymalizować formy, co może obniżyć koszty prototypów o około 35%.
Dlaczego aluminium jest preferowane w odlewaniu pod ciśnieniem o wysokiej wydajności?
Aluminium jest preferowane ze względu na optymalny stosunek wytrzymałości do masy, odporność na korozję, mniejsze rozszerzalność cieplną oraz efektywność energetyczną podczas produkcji, co czyni je idealnym rozwiązaniem w zastosowaniach wymagających trwałości.
Jakie korzyści przynosi monitorowanie w czasie rzeczywistym w procesie odlewania pod ciśnieniem?
Monitorowanie w czasie rzeczywistym za pomocą czujników zapewnia dokładne śledzenie ciśnień wtrysku i temperatury formy, umożliwiając natychmiastowe korygowanie odchyleń, zmniejszanie wskaźnika braków oraz poprawę ogólnej jakości.
Spis treści
-
Podstawowa kontrola jakości w odlewnictwie: Zapewnienie stałej niezawodności
- Zapobiegawcze środki kontroli jakości: Ocena materiału i symulacja projektu
- Monitorowanie procesu i statystyczna kontrola procesu dla zapewnienia spójności
- Kontrola po odlewaniu i metody nieniszczącego badań
- Rola zaawansowanych technologii w nowoczesnym zapewnieniu jakości odlewnictwa pod ciśnieniem
- Typowe wady w odlewnictwie pod ciśnieniem oraz strategie ich zapobiegania w profesjonalnej odlewni pod ciśnieniem
- Wybór materiału i procesu: podstawy wysokowydajnego odlewnictwa precyzyjnego
- Efektywność produkcji i wydajność ekonomiczna w nowoczesnym zakładzie odlewniczym
-
Odlewanie gotowe na przyszłość: Automatyzacja, zrównoważony rozwój i współpraca projektowa
- Jak projektowanie pod kątem łatwości produkcji poprawia jakość i szybkość
- Współpracujące prototypowanie i symulacje w wiarygodnych fabrykach odlewniczych
- Nowe trendy: Kontrola jakości wspomagana sztuczną inteligencją, automatyzacja i zrównoważony rozwój
- Odporność operacji odlewniczych na przyszłość dzięki inteligentnej produkcji
-
Często zadawane pytania
- Jakie są najczęstsze wady odlewania pod ciśnieniem?
- W jaki sposób symulacja poprawia jakość odlewania pod ciśnieniem?
- Dlaczego aluminium jest preferowane w odlewaniu pod ciśnieniem o wysokiej wydajności?
- Jakie korzyści przynosi monitorowanie w czasie rzeczywistym w procesie odlewania pod ciśnieniem?