




Galvenā kvalitātes kontrole diešanas lietvē: nepārtraukta uzticamība
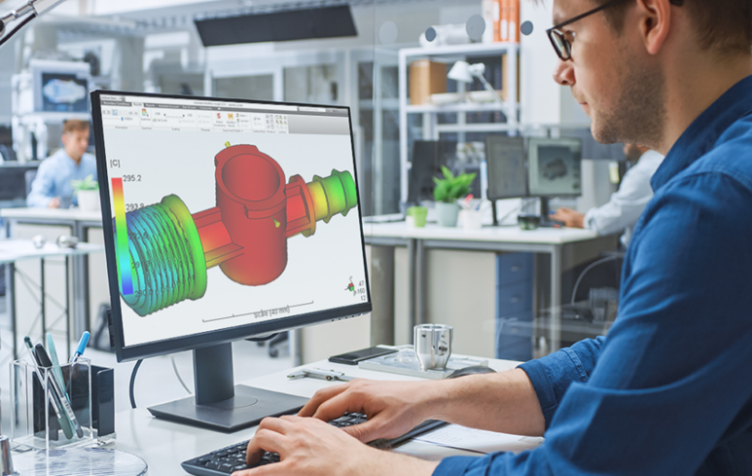
Kvalitātes nodrošināšana pirms liešanas: materiālu novērtējums un dizaina simulācija
Kvalitātes kontrole sākas daudz agrāk, nekā vairumam cilvēku šķiet, labās diešanas lietuvē. Pirms karsētā metāla tiek ielejts veidņos, tiek veikti dažādi materiālu testi, lai pārbaudītu, vai sakausējumi ir pareizi un kā tie iztur siltumu. Tas palīdz savlaicīgi noteikt problēmas, kas vēlāk var izraisīt gaisa kabatas vai plaisas. Šajā jomā pēdējos gados arī aktivizēti izmanto simulācijas rīkus. Šie programmatūras risinājumi analizē veidņu dizainu un prognozē, kur procesa laikā var rasties problēmas piepildīšanas stadijā. Saskaņā ar 2023. gada datiem uzņēmumi, kas izmanto šo tehnoloģiju, samazinājuši prototipu izstrādes izmaksas aptuveni par 35%. Un ražotājiem, kas ievēro ISO 9001 standartus attiecībā uz materiāliem, produktu izmēru atšķirības ir aptuveni par 40% mazāk salīdzinājumā ar vietām bez sertifikācijas. Patiesībā tas ir saprotams, jo standartizēti procesi vienkārši darbojas efektīvāk kopumā.

Procesa uzraudzība un statistiskā procesa vadība konsekvencei
Reāllaika sensori uzrauga ievada spiedienu (±1,5% precizitāte) un formas temperatūru (±2 °C novirze), nododot datus statistiskā procesa kontroles (SPC) sistēmām. Tas ļauj nekavējoties koriģēt novirzes, kas pārsniedz 4σ kontroles robežas, — prakse, kas alumīnija diešanas lietojumos ir parādījusi, ka atkritumu daudzums samazinās par 28%.

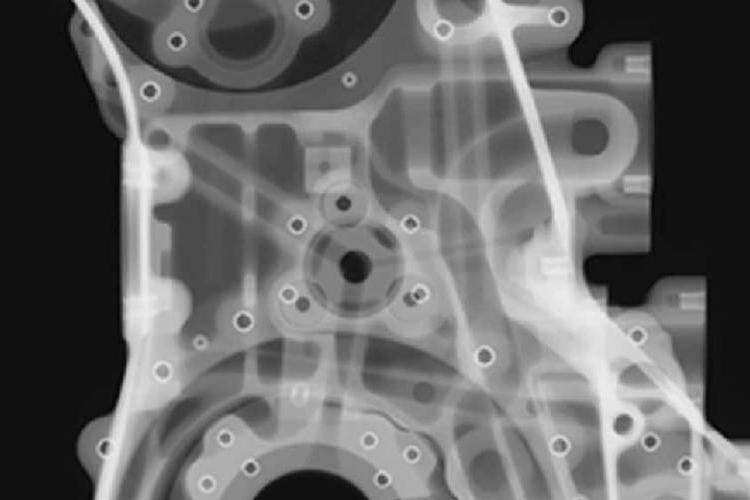
Pēc liešanas inspekcija un nestruktūras bojājumu noteikšanas metodes
Automatizētas koordinātu mērīšanas mašīnas (KMM) pārbauda detaļu izmērus ar 5 µm toleranci, savukārt rentgena pārbaude atklāj apakšvirsmas defektus, kurus vizuālā pārbaude nespēj noteikt. Vadošās iekārtas izmanto fāžu masīva ultraskaņas pārbaudi, lai izpētītu 100% no augsta slodzes komponentiem, sasniedzot defektu izbēgšanas līmeni zem 0,02%.
Izmēru precizitāte un veidņu uzturēšanas labās prakses
Profilaktiskas veidņu apkopes grafiki pēc katra 50 000 cikla saglabā būtiskos pieļaujamās novirzes (±0,005 mm). Plazmas nitrētas veidņu virsmas uztur virsmas apstrādes prasības (Ra â0,8 µm) trīs reizes ilgāk nekā parastās pārklājuma metodes, tieši ietekmējot detaļu viendabīgumu visā ražošanas partijā.

Modernu tehnoloģiju loma mūsdienu liešanas kvalitātes nodrošināšanā
Mākslīgā intelekta darbināmi redzes sistēmas tagad atklāj mikrodefektus (â0,1 mm) 12 reizes ātrāk nekā cilvēki inspektori. Aizvērtās cilpas reāllaika procesa uzraudzības sistēmas automātiski vienlaicīgi pielāgo 23 mašīnas parametrus, uzturot optimālus apstākļus, pat ja mainās sakausējuma partijas. Šie protokoli kopumā nosaka mūsdienu liešanas rūpnīcas darbības izcilību.
Biežākie defekti liešanā un to novēršanas stratēģijas profesionālā liešanas rūpnīcā
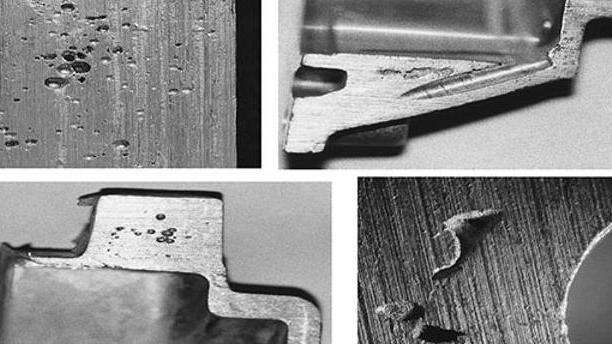
Biežāko liešanas defektu identificēšana: porozitāte, aukstie savienojumi un liekais materiāls
Alumīnija diešanas cehos visā valstī aptuveni 60–65 % no visām kvalitātes problēmām ražošanas līnijās veido porozitāte, kas rodas aiztvertu gāzu dēļ, aukstie savienojumi, kad metāls pilnībā neizkūst kopā, un liekie izspieduma materiāla veidojumi. Visbiežāk šīs problēmas sāk parādīties augsta spiediena ievietošanas intensīvajās stadijās. Ja formas nav pietiekami ventilētas vai procesa laikā ir temperatūras svārstības, tas rada strukturālas vājināšanās gala produktā. Lai cīnītos pret šiem biežajiem defektiem, daudzas mūsdienu ražošanas vietas tagad lieto infrasarkanās termogrāfijas skenēšanas iekārtas, kā arī sarežģītas paredzamās uzturēšanas sistēmas formām. Dažas rūpnīcas pat jau sākušas ieviest reāllaika uzraudzības risinājumus, kas brīdina operatorus, pirms potenciālām problēmām pāraugot reālos ražošanas pārtraukumos.
Alumīnija liešanas uzticamības pamata cēloņi un novēršanas stratēģijas
Analīze liecina, ka 68% defektu rodas nepareizas ielejas konstrukcijas un nepietiekamas sakausējuma atgāzēšanas dēļ. Vadošās rūpnīcas izmanto reāllaika spiediena sensorus un automātiskas viskozitātes kontroles sistēmas, lai nodrošinātu ±1,5% parametru precizitāti liešanas procesā. Slāņveida dzesēšanas režīmu ieviešana samazina auksto savienojumu parādīšanos par 38%, kamēr mākslīgā intelekta vadīti porainības prognozēšanas modeļi sasniedz 92% defektu noteikšanas precizitāti pirms ražošanas.
Piemēra izpēte: Defektu biežuma samazināšana, optimizējot procesu
Automobiļu piegādātāja 2023. gada iniciatīva apvienoja zemspiediena palīgdzini ar mākslīgā intelekta vadītām plūsmas simulācijām, lai samazinātu porainības radīto bumbuli par 87% (Casting-YZ, 2024). Optimizētais process samazināja cikla laiku par 14%, vienlaikus uzlabojot stiepes izturības stabilitāti 12 kritiskos komponentos, demonstrējot, kā modernas procesa kontroles sistēmas paaugstina gan kvalitāti, gan efektivitāti liešanas rūpnīcās.
Materiālu un procesu atlase: augstas veiktspējas diešanas pamats
Materiāli, kas izmantoti formu lietošanā: alumīnija, cinka, magnija un vara sakausējumi
Materiālu izvēle tieši nosaka komponenta veiktspēju formu lietošanas sistēmās. Rūpnieciskajās lietojumprogrammās dominē četri sakausējumi:
- Aluķa ligām (A380, ADC12) nodrošina optimālu izturības un svara attiecību (2,7 g/cm³) un korozijas izturību, tādējādi to izmantojot 62% automašīnu komponentos, piemēram, dzinēju blokos (2024. gada materiālu vadlīnijas)
- Cinka alejas (ZA-8, Zamak) ļauj sarežģītas ģeometrijas elektronikas un medicīnas ierīcēm, nodrošinot labāku formas plūsmu
- Magnēza alejas (AZ91D) nodrošina aviācijas klases vieglumu, nezaudējot strukturālo integritāti
- Vara sakausējumi (C87800) aizpilda nīšu lomas termo/elektrosistēmās
Pēdējie ražošanas analīzes rāda, ka alumīnija dominēšana ir saistīta ar tā saderību ar automatizētām formu lietveja rūpnīcu procesiem un 100% pārstrādātību.
Kāpēc alumīnija formu lietveja dominē augstas veiktspējas lietojumos
Alumīnijs pārspēj alternatīvas ilgtspējīguma kritērijiem svarīgos gadījumos trīs faktoru dēļ:
- 40% zemāka termiskā izplešanās nekā cinkam, nodrošinot stabilitāti dzinēja sastāvdaļās
- Dabiskas oksīda slāņa veidošanās korozijas izturībai bez pārklājumiem
- Enerģijas efektivitāte ražošanas laikā (30% mazāk enerģijas salīdzinājumā ar magniju)
Galvenie apsvērumi augstspiediena die štampēšanas veiksmē
Profesionālai die štampēšanas rūpnīcai jāpanāk līdzsvars:
- Saspiešanas spēki : 800–2500 tonnas, lai nodrošinātu vienmērīgu sienu biezumu
- Atdzišanas ātrumi : 2–3 °C/sek, lai novērstu porozitāti plānās daļās
- Formas pārklājumi : TiN vai CrN kārtas, kas palielina rīka kalpošanas laiku par 300%

Ražošanas efektivitāte un ekonomiskā veiktspēja mūsdienu liešanas ar iekalināšanu rūpnīcā
Liešanas ar iekalināšanu priekšrocības: efektivitāte, izturība un izmaksu efektivitāte
Šodienas liešanas iekārtas patiešām ir palielinājušas savu līmeni, īstenojot ātras ražošanas ciklus un gandrīz netformas ražošanas tehnoloģijas. Saskaņā ar pagājušā gada ražošanas analīzi, šis pieeja vienības izmaksas samazina aptuveni par 30 līdz 40 procentiem, ražojot vairāk nekā 10 000 vienību partijas. Šīs metodes lieliskais rezultāts balstās uz ļoti īsiem cikliem — zem 60 sekundēm nelieliem alumīnija komponentiem — kopā ar lielisku materiālu efektivitāti. Ar modernām ieplūdes sistēmām un automātisku apgriešanu izdevies sasniegt līdz pat 95% metāla izmantojumu katrā partijā. Analizējot nozares ziņojumos minētos automatizācijas uzlabojumus, konstatēts, ka uzņēmumi, kas izmanto robotus uzdevumiem, piemēram, veidņu smidzināšanai un detaļu izņemšanai, faktiski samazina darbaspēka izmaksas aptuveni par ceturto daļu, gandrīz nemaz nekompromitējot kvalitāti. Šādas iekārtas parasti uztur defektu līmeni zem 1%, kas ir diezgan iespaidīgi, ņemot vērā, cik daudz straujāk tās tagad darbojas.
Instrumentu izmaksu un apjoma ražošanas līdzsvarošana ekonomiskās efektivitātes nodrošināšanai
Vairāku dobu veidņu iekārtu sākotnējās izmaksas bieži pārsniedz 150 tūkstošus dolāru, taču, kad ražošana sasniedz aptuveni 5000 vienības, liešana kalnos sāk kļūt finansiāli izdevīga, jo katras papildu vienības ražošanas izmaksas ir ievērojami zemākas. Saskaņā ar dažiem Precision Economics nozares pētījumiem pagājušajā gadā, tie ražotāji, kas pēc 18 mēnešiem jau ir atguvuši ieguldījumus veidņu rīkos, gūst aptuveni 22 procentus lielāku ieguldījumu atdeves līmeni salīdzinājumā ar tiem, kas strādā ar mazākiem partijas apjomiem. Arī materiālu izvēle spēlē lielu lomu. Alumīnijs izceļas ar to, ka aptuveni 85 % no tā beigās tiek pārstrādāts, kas ilgtermiņā palīdz samazināt materiāla izmaksas. Savukārt cinka sakausējumu izmantošana rūpniecībā ļauj ietaupīt uz apstrādes darbiem, jo detaļas no veidņa iznāk ar tik labu virsmas kvalitāti, ka papildu pabeidzošie apstrādes soļi nepieciešami minimālā apjomā.
Ražīguma novērtējuma metrikas augsta izlaiduma diešanas darbībās
Augstāko rezultātu fabrikas uzrauga trīs galvenos rādītājus:
- Vispārējā iekārtu efektivitāte (OEE) : >75% norāda uz optimālu mašīnu izmantošanu
- Cikla ilguma svārstības : <5% novirze nodrošina prognozējamu ražošanu
- Izmaksas par kilogramu : Apvieno enerģijas, darbaspēka un materiālu izmaksas, lai visaptveroši sekotu efektivitātei
Vadošie ražotāji, kas izmanto reāllaika OEE informācijas paneļus, ziņo par 18% ātrāku šauro vietu identificēšanu un 12% gadskārtēju caurplūduma pieaugumu, pierādot, ka datubāzēta lēmumu pieņemšana vairs nav ne obligāta, bet nepieciešama konkurētspējīgās diešanas operācijās.
Nākotnei gatava diešana: automatizācija, ilgtspēja un dizaina sadarbība
Kā ražošanai domāta projektēšana uzlabo kvalitāti un ātrumu
Kad uzņēmumi pielieto ražošanai domātu projektēšanu (DFM) jau no produkta izstrādes sākuma, viņi ievērojami samazina gan materiālu atkritumus, gan ražošanas laiku lielās dieļiešanas operācijās. Dažas rūpnīcas ziņo, ka tikai ieviešot šos principus agrīnā stadijā, tās ir samazinājušas cikla laiku aptuveni par 40%. Galvenais ir tas, kā inženieri veido detaļas, lai tās labāk darbotos ar ražošanas ierobežojumiem. Viņi parasti izvairās no sarežģītām zonām, piemēram, tieviem sienām un komplicētiem apakšgriezumiem, kas bieži vēlāk rada liešanas problēmas. Analizējot faktiskus ražotnes datus no 2023. gada, ražotāji konstatēja, ka detaļām, kas projektētas, ņemot vērā DFM principus, pēc liešanas bija vajadzīgi aptuveni par 35% mazāk labojumu salīdzinājumā ar vecākiem dizainiem. Tas nozīmē mazāk pārstrādes, zemākas izmaksas un galu galā apmierinātākus klientus, kuri ātrāk saņem kvalitatīvus produktus.
Kopdarbības prototipēšana un simulācija uzticamās dieļiešanas rūpnīcās
Izstrādāto simulācijas platformu dēļ dizaina komandas un ražošanas inženieri var strādāt reāllaikā. Mākoņtehnoloģiju sistēmas ļauj vienlaicīgi novērtēt piepildījuma modeļus un termiskos spriegumus, samazinot prototipu iterācijas par 50%. Šis digitālā dubultnieka pieeja apstiprina veidņu projektus virtuālās vidē pirms fizisko rīku ieviešanas, nodrošinot īsāku laiku līdz tirgū nonākšanai.
Jaunās tendences: mākslīgā intelekta vadīta kvalitātes kontrole, automatizācija un ilgtspēja
Modernajās iekārtās gandrīz sasniegts nulles defektu līmenis pateicoties intelektuālajām redzes sistēmām, kuras darbina mākslīgais intelekts. Šīs uzlabotās acis katrā liešanas ciklā pārbauda vairāk nekā 500 dažādus faktorus. Rezultāti? Atbilstoši pagājušā gada Advanced Casting Journal, būtisks atkritumu apjoma samazinājums dēļ porainības problēmām — aptuveni par 62 %, visu to paniekot, nepalēninot ražošanas ātrumu. Tajā pašā laikā uzņēmumi ir sākuši ieviest automātiskas eļļošanas sistēmas kopā ar slēgtā tipa dzesēšanas kontūrām. Šī kombinācija salīdzinājumā ar vecākām metodēm enerģijas patēriņu ir samazinājusi gandrīz par 28 %. Ilgtspējas ziņojumi rāda, ka šie uzlabojumi nav tikai teorētiski, bet faktiski tiek īstenoti ražošanas telpās visā valstī.
Nākotnes droša kalšanas darbību organizācija ar inteligentu ražošanu
Vadošās rūpnīcas integrē IoT sensorus visā ražošanas līnijā, ļaujot veikt prognozējošu apkopi, kas samazina negaidīto pārtraukumu par 73%. Šis pāreja uz inteligentiem objektiem apvieno reāllaika procesu datus ar uzņēmuma resursu plānošanas sistēmām, radot elastīgas ekosistēmas, kas gatavas Industry 4.0 prasībām.
BUJ
Kādi ir biežākie defekti matricas liešanā?
Bieži sastopami defekti matricas liešanā ietver porozitāti, ko izraisa ieslēgti gāzes, aukstus savienojumus, kur metāls pilnībā neizkūst kopā, un uzplūdus, ko izraisa pārmērīga materiāla izsūkšanās. Šīs problēmas parasti rodas augsta spiediena ievietošanas stadijās.
Kā simulācija uzlabo matricas liešanas kvalitāti?
Simulācijas rīki paredz, kur varētu rasties problēmas piepildīšanas procesa laikā, ļaujot ražotājiem standartizēt procedūras un optimizēt formas, kas var samazināt prototipa izmaksas aptuveni par 35%.
Kāpēc augstas veiktspējas matricas liešanā tiek izvēlēts aluminija sakausējums?
Alumīniju izvēlas tā optimālā izturības un svara attiecības, korozijas izturības, zemākas termiskās izplešanās un enerģijas efektivitātes ražošanas laikā dēļ, kas to padara par ideālu materiālu pielietojumiem, kuros ir būtiska izturība.
Kādas priekšrocības reāllaika uzraudzība nodrošina veidņu lietošanu?
Reāllaika uzraudzība ar sensoriem nodrošina precīzu ievada spiediena un veidņu temperatūras kontroli, ļauj nekavējoties novērst novirzes, samazināt biežu likvidāciju un uzlabot vispārējo kvalitāti.
Satura rādītājs
- Galvenā kvalitātes kontrole diešanas lietvē: nepārtraukta uzticamība
- Biežākie defekti liešanā un to novēršanas stratēģijas profesionālā liešanas rūpnīcā
- Materiālu un procesu atlase: augstas veiktspējas diešanas pamats
- Ražošanas efektivitāte un ekonomiskā veiktspēja mūsdienu liešanas ar iekalināšanu rūpnīcā
- Nākotnei gatava diešana: automatizācija, ilgtspēja un dizaina sadarbība
- BUJ