




Основний контроль якості при литті під тиском: забезпечення постійної надійності
Заходи контролю якості до лиття: оцінка матеріалів і симуляція конструкції
Контроль якості розпочинається значно раніше, ніж багато хто уявляє, на справжньому литтєвому підприємстві. Перш ніж гарячий метал потрапить до форм, проводяться всілякі випробування матеріалів, щоб перевірити правильність сплавів і їхню поведінку під дією тепла. Це допомагає виявити проблеми, які згодом можуть призвести до таких дефектів, як повітряні пори чи тріщини. Сьогодні галузь значно просунулась у використанні інструментів моделювання. Ці програми аналізують конструкцію форм і визначають місця, де під час заповнення можуть виникнути проблеми. Згідно з останніми даними за 2023 рік, компанії, що використовують цю технологію, скоротили витрати на прототипи приблизно на 35%. А коли виробники дотримуються стандартів ISO 9001 щодо матеріалів, кількість відхилень у розмірах продукції зменшується приблизно на 40% порівняно з підприємствами без сертифікації. Це цілком логічно, адже стандартизовані процеси загалом працюють набагато краще.

Моніторинг у процесі та статистичний контроль процесів для забезпечення узгодженості
Сенсори у реальному часі відстежують тиски інжекції (точність ±1,5%) та температуру форми (відхилення ±2 °C), передаючи дані в системи статистичного контролю процесів (SPC). Це дозволяє негайно виправляти відхилення, що перевищують контрольні межі 4σ, — практика, яка, як показано, зменшує рівень браку на 28% у застосунках ливарства алюмінію під тиском.

Огляд після лиття та методи неруйнівного контролю
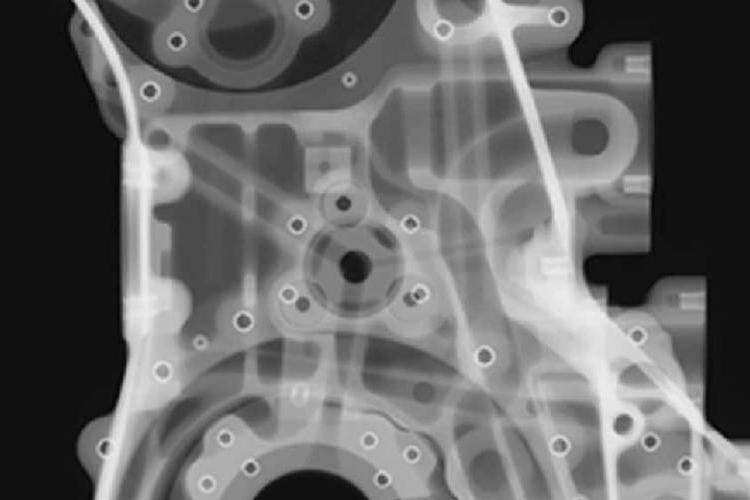
Автоматизовані координатно-вимірювальні машини (КВМ) перевіряють розміри деталей із допусками 5 мкм, тоді як рентгенівський огляд виявляє внутрішні дефекти, які не можна виявити візуально. Передові підприємства використовують ультразвуковий контроль з фазованими решітками для перевірки 100% високонавантажених компонентів, досягаючи рівня виходу дефектів менше 0,02%.
Точність геометричних параметрів та найкращі практики обслуговування форм
Профілактичні графіки обслуговування форм кожні 50 000 циклів зберігають критичні допуски (±0,005 мм). Поверхні форм із плазмовим нітруванням зберігають вимоги до шорсткості поверхні (Ra ≤0,8 мкм) у 3 рази довше, ніж традиційні покриття, безпосередньо впливаючи на узгодженість деталей у різних виробничих партіях.

Роль сучасних технологій у забезпеченні якості сучасного лиття під тиском
Системи технічного зору на основі штучного інтелекту тепер виявляють мікродефекти (≤0,1 мм) у 12 разів швидше, ніж людські інспектори. Системи моніторингу процесу з замкненим циклом автоматично одночасно коригують 23 параметри машини, забезпечуючи оптимальні умови навіть за варіацій складу сплаву. Ці протоколи разом визначають операційну відмінність сучасного заводу з лиття під тиском.
Поширені дефекти при литті під тиском та стратегії їх запобігання на професійному заводі з лиття під тиском
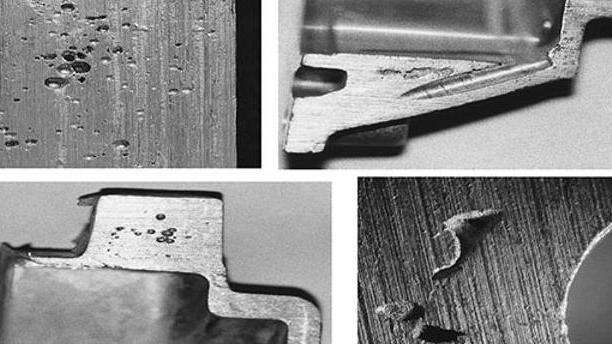
Виявлення поширених дефектів лиття: пористість, холодні стики та заусенці
На алюмінієвих литейних дільницях по всій країні пористість через захоплені гази, холодні спайки, коли метал не повністю зливається, та заусенці, що виникають через надлишковий матеріал, який витискається, становлять близько 60–65% усіх проблем із якістю, з якими стикаються на виробничих лініях. Найчастіше ці проблеми починають виявлятися під час інтенсивних етапів високотискового лиття. Коли форми недостатньо продуваються або мають місце коливання температури протягом процесу, це призводить до структурної слабкості кінцевого продукту. Щоб запобігти цим поширеним дефектам, багато сучасних виробничих підприємств тепер значною мірою покладаються на обладнання для інфрачервоної термографічної зйомки разом із досконалими системами передбачуваного технічного обслуговування для своїх форм. Деякі заводи навіть почали впроваджувати рішення для моніторингу в реальному часі, які попереджають операторів до того, як потенційні проблеми перетворяться на фактичні зупинки виробництва.
Кореневі причини та стратегії запобігання для забезпечення надійності алюмінієвого лиття
Аналіз показує, що 68% дефектів виникають через неправильну конструкцію литтєвої системи та недостатнє дегазування сплаву. Топові підприємства використовують датчики тиску у реальному часі та автоматичний контроль в'язкості для підтримання точності параметрів у межах ±1,5% під час лиття. Застосування стратифікованих режимів охолодження зменшує виникнення холодних защемлень на 38%, тоді як моделі передбачення пористості на основі штучного інтелекту забезпечують точність виявлення дефектів 92% до початку виробництва.
Дослідження випадку: Зниження рівня дефектів шляхом оптимізації процесу
У 2023 році ініціатива постачальника автокомпонентів поєднала лиття під вакуумом із потоковими симуляціями на основі штучного інтелекту, щоб скоротити брак через пористість на 87% (Casting-YZ, 2024). Оптимізований процес зменшив тривалість циклу на 14%, водночас покращивши стабільність межі міцності при розтягуванні для 12 критичних компонентів, що демонструє, як сучасні системи керування процесами підвищують якість і ефективність на виробництвах лиття під тиском.
Вибір матеріалу та технології: основи високоефективного лиття під тиском
Матеріали, що використовуються у литті під тиском: алюміній, цинк, магній та сплави міді
Вибір матеріалу безпосередньо визначає робочі характеристики компонентів у системах лиття під тиском. Чотири сплави домінують в промислових застосуваннях:
- Алумінієвими сплавами (A380, ADC12) забезпечують оптимальне співвідношення міцності до ваги (2,7 г/см³) і стійкість до корозії, завдяки чому їх використовують у 62% автомобільних компонентів, таких як блоки двигунів (довідник матеріалів 2024)
- Сплави цинку (ZA-8, Zamak) дозволяють створювати складні геометрії для електроніки та медичних пристроїв завдяки високій плинності в формі
- Сплави магнію (AZ91D) забезпечують легкість, характерну для авіаційної галузі, не жертвуючи при цьому структурною цілісністю
- Сплави міді (C87800) виконують спеціалізовані функції в теплових та електричних системах
Останні аналізи виробництва показують, що домінування алюмінію пояснюється його сумісністю з автоматизованими процесами лиття під тиском на заводі та можливістю повного вторинного перероблення.
Чому алюмінієве лиття під тиском домінує у високопродуктивних застосуваннях
Алюміній перевершує альтернативи в сценаріях, де важлива довговічність, завдяки трьом факторам:
- на 40% нижче теплове розширення, ніж у цинку, що забезпечує стабільність у компонентах двигуна
- Утворення природного оксидного шару для захисту від корозії без додаткових покриттів
- Енергоефективність під час виробництва (на 30% менше електроенергії порівняно з магнієм)
Ключові аспекти успіху у високотисковому литті
Професійний завод з лиття під тиском має забезпечити баланс між:
- Замкнення форми : 800–2500 тонн для однакової товщини стінок
- Швидкість охолодження : 2–3 °C/сек, щоб запобігти утворенню пор в тонких ділянках
- Покриття форм : шари TiN або CrN, що подовжують термін служби інструменту на 300%

Ефективність виробництва та економічна продуктивність у сучасному цеху лиття під тиском
Переваги лиття під тиском: ефективність, міцність та вигідне співвідношення вартості та якості
Сучасні литейні підприємства значно підвищили свій рівень за рахунок швидких циклів виробництва та технологій виготовлення майже готових за формою виробів. Згідно з даними аналітичного агентства Manufacturing Insights минулого року, цей підхід скорочує витрати на одиницю продукції приблизно на 30–40 відсотків під час випуску партій понад 10 000 одиниць. Успішність цього підходу забезпечується поєднанням надшвидких циклів тривалістю менше 60 секунд для невеликих алюмінієвих деталей і високої ефективності використання матеріалів. Сучасні системи живлення форми та автоматичне обрізання дозволяють досягти використання металу на рівні до 95% у кожній партії. Аналізуючи дані галузевих звітів щодо удосконалення автоматизації, виявлено, що підприємства, які використовують роботів для таких операцій, як обприскування форми та вилучення деталей, скорочують витрати на оплату праці приблизно на чверть, практично не погіршуючи якості. Такі підприємства зазвичай підтримують рівень браку нижче 1%, що є досить вражаючим результатом, враховуючи значне зростання швидкості їхньої роботи.
Поєднання витрат на оснащення та обсягів виробництва для економічної ефективності
Початкова вартість багатогніздової форми часто перевищує 150 тис. доларів, але як тільки обсяг виробництва досягає приблизно 5000 одиниць, лиття під тиском стає вигідним з фінансової точки зору, оскільки вартість кожного наступного виробу значно знижується. Згідно з дослідженням галузі, проведеним компанією Precision Economics минулого року, виробники, яким вдається окупити інвестиції в оснащення всього за 18 місяців, отримують приблизно на 22 відсотки більший прибуток порівняно з тими, хто працює з меншими партіями. Також велике значення має правильний вибір матеріалів. Алюміній є найкращим варіантом, оскільки близько 85% цього матеріалу згодом переробляється, що допомагає з часом знизити витрати на матеріали. Тим часом, використання цинкових сплавів дозволяє економити на механічній обробці, оскільки деталі виходять із форми з уже високою якістю поверхні, і потреба в додатковій оздоблювальній обробці зменшується.
Метрики оцінки продуктивності у високопродуктивних операціях лиття під тиском
Найефективніші заводи відстежують три ключові метрики:
- Загальна ефективність обладнання (OEE) : >75% вказує на оптимальне використання обладнання
- Варіативність циклового часу : відхилення <5% забезпечує передбачуваність виробництва
- Вартість-на-кілограм : поєднує витрати на енергію, працю та матеріали для всебічного відстеження ефективності
Провідні виробники, які використовують інформаційні панелі OEE у реальному часі, повідомляють про на 18% швидше виявлення вузьких місць та щорічний приріст продуктивності на 12%, що доводить: прийняття рішень на основі даних більше не є факультативним у конкурентоспроможному литті під тиском
Лиття під тиском майбутнього: автоматизація, сталість розвитку та співпраця у проектуванні
Як проектування для виготовлення покращує якість і швидкість
Коли компанії застосовують проектування для виготовлення (DFM) з самого початку розробки продукту, вони помічають значне зменшення витрат матеріалів і часу виробництва на основних операціях лиття під тиском. Деякі заводи повідомляють, що скоротили цикл виробництва приблизно на 40%, просто впровадивши ці принципи на ранніх етапах. Ключове значення має те, як інженери формують деталі, враховуючи обмеження виробництва. Вони уникають складних ділянок, таких як тонкі стінки та ускладнені піднутрення, які часто призводять до проблем під час лиття. Аналізуючи фактичні дані з виробничих майданчиків за 2023 рік, виробники виявили, що деталі, спроектовані з урахуванням DFM, потребували приблизно на 35% менше виправлень після лиття, ніж старіші конструкції. Це означає менше переділки, нижчі витрати та, врешті-решт, задоволених клієнтів, які швидше отримують якісну продукцію.
Спільне прототипування та моделювання на надійних заводах з лиття під тиском
Сучасні платформи моделювання дозволяють командам проектування та інженерам виробництва працювати в режимі реального часу. Хмарні системи дають змогу одночасно оцінювати характер заповнення форми та термічні напруження, скоротивши кількість ітерацій прототипів на 50%. Такий підхід, заснований на цифрових двійниках, дозволяє перевіряти конструкції прес-форм у віртуальному середовищі ще до виготовлення фізичного оснащення, забезпечуючи швидший вихід продукту на ринок.
Нові тенденції: контроль якості на основі штучного інтелекту, автоматизація та стале розвитку
Сьогодні підприємства майже досягають нульового рівня дефектів завдяки інтелектуальним системам технічного зору, які працюють на основі штучного інтелекту. Ці сучасні «очі» перевіряють понад 500 різних параметрів під час кожного циклу лиття. Результат? Різке зниження браку через проблеми з пористістю — приблизно на 62%, і все це без уповільнення темпів виробництва, згідно з даними Advanced Casting Journal минулого року. У той самий час компанії почали впроваджувати автоматизовані системи мащення разом із замкненими контурами охолодження. Це поєднання скоротило енергоспоживання майже на 28% у порівнянні зі старими методами. Звіти галузі щодо сталого розвитку свідчать, що ці покращення — не просто теорія, а реальність, яка охоплює виробничі потужності по всій країні.
Забезпечення сталості операцій лиття під тиском за допомогою розумного виробництва
Провідні заводи інтегрують IoT-датчики на всіх лініях виробництва, що дозволяє впроваджувати передбачуване обслуговування та зменшувати незаплановані простої на 73%. Цей перехід до розумних виробництв поєднує дані технологічних процесів у реальному часі з системами планування підприємницьких ресурсів, створюючи гнучкі екосистеми, готові до вимог Індустрії 4.0.
ЧаП
Які поширені дефекти в ливарному литті?
Поширені дефекти в ливарному литті включають пористість через захоплені гази, холодні шви, де метал не повністю зливається, та заусенці, спричинені просочуванням надлишкового матеріалу. Ці проблеми зазвичай виникають на етапах високотискового вприскування.
Як моделювання покращує якість ливарного лиття?
Інструменти моделювання передбачають місця, де можуть виникнути проблеми під час процесу заповнення, що дозволяє виробникам стандартизувати процедури та оптимізувати форми, знижуючи витрати на прототипи приблизно на 35%.
Чому алюміній вважається переважним у високоефективному ливарному литті?
Алюміній вважається оптимальним завдяки співвідношенню міцності та ваги, стійкості до корозії, нижчого коефіцієнта теплового розширення та енергоефективності під час виробництва, що робить його ідеальним для застосувань, де важлива довговічність.
Які переваги дає діагностика в реальному часі для лиття під тиском?
Діагностика в реальному часі за допомогою сенсорів забезпечує точне відстеження тиску вприскування та температури форми, дозволяє негайно виправляти відхилення, зменшує рівень браку та покращує загальну якість.
Зміст
- Основний контроль якості при литті під тиском: забезпечення постійної надійності
- Поширені дефекти при литті під тиском та стратегії їх запобігання на професійному заводі з лиття під тиском
- Вибір матеріалу та технології: основи високоефективного лиття під тиском
- Ефективність виробництва та економічна продуктивність у сучасному цеху лиття під тиском
-
Лиття під тиском майбутнього: автоматизація, сталість розвитку та співпраця у проектуванні
- Як проектування для виготовлення покращує якість і швидкість
- Спільне прототипування та моделювання на надійних заводах з лиття під тиском
- Нові тенденції: контроль якості на основі штучного інтелекту, автоматизація та стале розвитку
- Забезпечення сталості операцій лиття під тиском за допомогою розумного виробництва
- ЧаП