




ಡೈ ಕಾಸ್ಟಿಂಗ್ನಲ್ಲಿ ಮೂಲ ಗುಣಮಟ್ಟ ನಿಯಂತ್ರಣ: ಸ್ಥಿರ ವಿಶ್ವಾಸಾರ್ಹತೆಯನ್ನು ಖಾತ್ರಿಪಡಿಸುವುದು
ಕಾಸ್ಟಿಂಗ್ಗೆ ಮುಂಚೆಯ ಗುಣಮಟ್ಟ ಕ್ರಮಗಳು: ವಸ್ತು ಮೌಲ್ಯಮಾಪನ ಮತ್ತು ವಿನ್ಯಾಸ ಅನುಕರಣೆ
ಒಳ್ಳೆಯ ಡೈ ಕಾಸ್ಟಿಂಗ್ ಸ್ಥಾವರದಲ್ಲಿ ಹೆಚ್ಚಿನವರು ಊಹಿಸುವುದಕ್ಕಿಂತ ತುಂಬಾ ಮೊದಲೇ ಗುಣಮಟ್ಟದ ನಿಯಂತ್ರಣ ಪ್ರಾರಂಭವಾಗುತ್ತದೆ. ಯಾವುದೇ ಬಿಸಿ ಲೋಹವನ್ನು ಬಾಹ್ಯರೂಪಗಳಿಗೆ ಹಾಕುವ ಮೊದಲು, ಮಿಶ್ರಲೋಹಗಳು ಸರಿಯಿವೆಯೇ ಮತ್ತು ಅವು ಬಿಸಿಯನ್ನು ಹೇಗೆ ನಿರ್ವಹಿಸುತ್ತವೆ ಎಂಬುದನ್ನು ಪರಿಶೀಲಿಸಲು ಅವರು ವಸ್ತುಗಳ ಮೇಲೆ ಎಲ್ಲಾ ರೀತಿಯ ಪರೀಕ್ಷೆಗಳನ್ನು ನಡೆಸುತ್ತಾರೆ. ಇದು ಗಾಳಿಯ ಕುಳಿಗಳು ಅಥವಾ ಬಿರುಕುಗಳಂತಹ ಸಮಸ್ಯೆಗಳನ್ನು ಮುಂದೆ ಉಂಟುಮಾಡಬಹುದಾದ ಸಮಸ್ಯೆಗಳನ್ನು ಹಿಡಿಯಲು ಸಹಾಯ ಮಾಡುತ್ತದೆ. ಈಗಿನ ದಿನಗಳಲ್ಲಿ ಸಿಮ್ಯುಲೇಶನ್ ಸಾಧನಗಳನ್ನು ಬಳಸುವ ಬಗ್ಗೆ ಕೈಗಾರಿಕೆ ತುಂಬಾ ಚತುರತೆಯಿಂದ ಇದೆ. ಈ ಕಾರ್ಯಕ್ರಮಗಳು ಬಾಹ್ಯರೂಪದ ವಿನ್ಯಾಸಗಳನ್ನು ಪರಿಶೀಲಿಸಿ ತುಂಬುವಾಗ ಯಾವ ಸಮಸ್ಯೆಗಳು ಉಂಟಾಗಬಹುದು ಎಂಬುದನ್ನು ಕಂಡುಹಿಡಿಯುತ್ತವೆ. 2023 ರ ಕೆಲವು ಇತ್ತೀಚಿನ ಸಂಖ್ಯೆಗಳ ಪ್ರಕಾರ, ಈ ತಂತ್ರಜ್ಞಾನವನ್ನು ಬಳಸುವ ಕಂಪನಿಗಳು ತಮ್ಮ ಪ್ರೋಟೋಟೈಪ್ ವೆಚ್ಚಗಳನ್ನು ಸುಮಾರು 35% ರಷ್ಟು ಕಡಿಮೆ ಮಾಡಿವೆ. ಮತ್ತು ತಯಾರಕರು ವಸ್ತುಗಳಿಗಾಗಿ ISO 9001 ಪ್ರಮಾಣಗಳನ್ನು ಅನುಸರಿಸಿದಾಗ? ಪ್ರಮಾಣೀಕರಣ ಇಲ್ಲದ ಸ್ಥಳಗಳಿಗೆ ಹೋಲಿಸಿದರೆ ಅವರ ಉತ್ಪನ್ನಗಳಲ್ಲಿ ಸುಮಾರು 40% ಕಡಿಮೆ ಗಾತ್ರದ ವ್ಯತ್ಯಾಸಗಳನ್ನು ಅವರು ಸಾಮಾನ್ಯವಾಗಿ ನೋಡುತ್ತಾರೆ. ನಿಜವಾಗಿಯೂ ಅರ್ಥಪೂರ್ಣವಾಗಿದೆ, ಏಕೆಂದರೆ ಪ್ರಮಾಣೀಕೃತ ಪ್ರಕ್ರಿಯೆಗಳು ಒಟ್ಟಾರೆಯಾಗಿ ಉತ್ತಮವಾಗಿ ಕೆಲಸ ಮಾಡುತ್ತವೆ.

ಸ್ಥಿರತೆಗಾಗಿ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿನ ಮೇಲ್ವಿಚಾರಣೆ ಮತ್ತು ಸಾಂಖ್ಯಿಕ ಪ್ರಕ್ರಿಯೆ ನಿಯಂತ್ರಣ
ನಿರಂತರ ಸೆನ್ಸಾರ್ಗಳು ಇಂಜೆಕ್ಷನ್ ಒತ್ತಡಗಳನ್ನು (±1.5% ನಿಖರತೆ) ಮತ್ತು ಡೈ ಉಷ್ಣತೆಯನ್ನು (±2°C ವ್ಯತ್ಯಾಸ) ಟ್ರ್ಯಾಕ್ ಮಾಡುತ್ತವೆ, ಹಾಗೂ ಸಾಂಖ್ಯಿಕ ಪ್ರಕ್ರಿಯೆ ನಿಯಂತ್ರಣ (SPC) ವ್ಯವಸ್ಥೆಗಳಿಗೆ ಡೇಟಾವನ್ನು ಒದಗಿಸುತ್ತವೆ. ಇದು 4σ ನಿಯಂತ್ರಣ ಮಿತಿಗಳನ್ನು ಮೀರುವ ವಿಚಲನಗಳನ್ನು ತಕ್ಷಣ ಸರಿಪಡಿಸಲು ಅನುವು ಮಾಡಿಕೊಡುತ್ತದೆ — ಇದು ಅಲ್ಯೂಮಿನಿಯಂ ಡೈ ಕಾಸ್ಟಿಂಗ್ ಅನ್ವಯಗಳಲ್ಲಿ ತ್ಯಾಜ್ಯ ದರವನ್ನು 28% ರಷ್ಟು ಕಡಿಮೆ ಮಾಡುವುದಾಗಿ ತೋರಿಸಲಾಗಿದೆ.

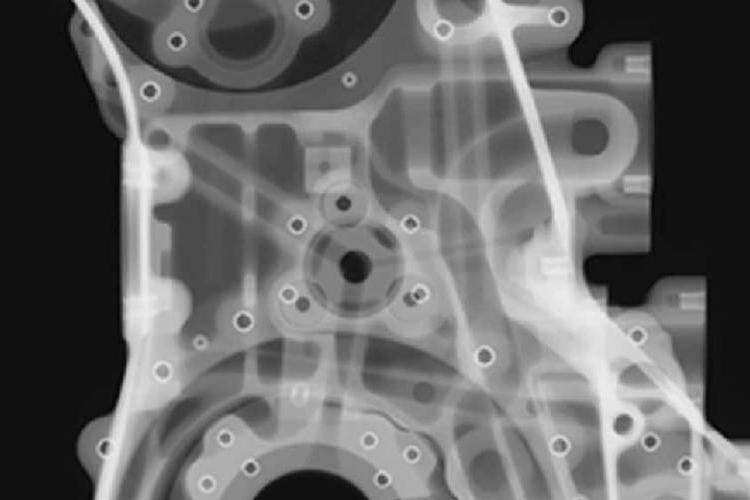
ಕಾಸ್ಟಿಂಗ್ ನಂತರದ ಪರಿಶೀಲನೆ ಮತ್ತು ಅವಿನಾಶಕಾರಿ ಪರೀಕ್ಷಣಾ ವಿಧಾನಗಳು
ಸ್ವಯಂಚಾಲಿತ ನಿರ್ದೇಶಾಂಕ ಅಳತೆ ಯಂತ್ರಗಳು (CMMs) 5µm ಸಹಿಷ್ಣುತೆಯೊಳಗೆ ಭಾಗಗಳ ಅಳತೆಗಳನ್ನು ಪರಿಶೀಲಿಸುತ್ತವೆ, ಅಲ್ಲದೆ ಎಕ್ಸ್-ರೇ ಪರಿಶೀಲನೆಯು ದೃಶ್ಯ ಪರಿಶೀಲನೆಗೆ ಕಾಣದ ಅಂತರ್ಭಾಗದ ದೋಷಗಳನ್ನು ಗುರುತಿಸುತ್ತದೆ. ಪ್ರಮುಖ ಸೌಲಭ್ಯಗಳು ಹೆಚ್ಚಿನ ಒತ್ತಡದ ಘಟಕಗಳ ಶೇ.100 ರಷ್ಟನ್ನು ಪರೀಕ್ಷಿಸಲು ಹಂತ-ರಚನೆಯ ಅಲ್ಟ್ರಾಸೌಂಡ್ ಪರೀಕ್ಷಣೆಯನ್ನು ಬಳಸುತ್ತವೆ, 0.02% ಕಡಿಮೆ ದೋಷ ತಪ್ಪಿಸಿಕೊಳ್ಳುವಿಕೆಯ ದರವನ್ನು ಸಾಧಿಸುತ್ತವೆ.
ಆಯಾಮದ ನಿಖರತೆ ಮತ್ತು ಮೊಲ್ಡ್ ನಿರ್ವಹಣೆಯ ಉತ್ತಮ ಅಭ್ಯಾಸಗಳು
ಪ್ರತಿ 50,000 ಚಕ್ರಗಳಿಗೊಮ್ಮೆ ತೋಳುನಿರೋಧಕ ನಿರ್ವಹಣಾ ಕಾರ್ಯಕ್ರಮಗಳು ಮುಖ್ಯ ಅಂತರಗಳನ್ನು (±0.005mm) ಸಂರಕ್ಷಿಸುತ್ತವೆ. ಪ್ಲಾಸ್ಮಾ-ನೈಟ್ರೈಡೆಡ್ ಮೋಲ್ಡ್ ಮೇಲ್ಮೈಗಳು ಸಾಂಪ್ರದಾಯಿಕ ಲೇಪನಗಳಿಗಿಂತ 3x ಹೆಚ್ಚು ಕಾಲ ಮೇಲ್ಮೈ ಮುಕ್ತಾಯದ ಅವಶ್ಯಕತೆಗಳನ್ನು (Ra ≤0.8µm) ಕಾಪಾಡಿಕೊಂಡು ಉತ್ಪಾದನಾ ಬ್ಯಾಚ್ಗಳ ಮೂಲಕ ಭಾಗದ ಒಮ್ಮತತೆಯ ಮೇಲೆ ನೇರ ಪರಿಣಾಮ ಬೀರುತ್ತವೆ.

ಆಧುನಿಕ ಡೈ ಕಾಸ್ಟಿಂಗ್ ಗುಣಮಟ್ಟ ಖಾತ್ರಿಪಡಿಸುವಿಕೆಯಲ್ಲಿ ಮುಂಚೂಣಿ ತಂತ್ರಜ್ಞಾನಗಳ ಪಾತ್ರ
AI-ಚಾಲಿತ ದೃಷ್ಟಿ ವ್ಯವಸ್ಥೆಗಳು ಈಗ ಮೈಕ್ರೋ-ದೋಷಗಳನ್ನು (≤0.1mm) ಮಾನವ ಪರಿಶೀಲಕರಿಗಿಂತ 12x ವೇಗವಾಗಿ ಪತ್ತೆ ಹಚ್ಚುತ್ತವೆ. ಮುಚ್ಚಿದ-ಸುತ್ತು ನಿಜಕಾಲಿಕ ಪ್ರಕ್ರಿಯೆ ಮೇಲ್ವಿಚಾರಣಾ ವ್ಯವಸ್ಥೆಗಳು 23 ಯಂತ್ರ ಪಾರಾಮೀಟರ್ಗಳನ್ನು ಏಕಕಾಲದಲ್ಲಿ ಸ್ವಯಂಚಾಲಿತವಾಗಿ ಹೊಂದಾಣಿಕೆ ಮಾಡಿಕೊಳ್ಳುತ್ತವೆ, ಮಿಶ್ರಲೋಹದ ಬ್ಯಾಚ್ ವ್ಯತ್ಯಾಸಗಳಿಗೆ ಸಂಬಂಧಿಸಿದಂತೆ ಆದರ್ಶ ಪರಿಸ್ಥಿತಿಗಳನ್ನು ಕಾಪಾಡಿಕೊಳ್ಳುತ್ತವೆ. ಆಧುನಿಕ ಡೈ ಕಾಸ್ಟಿಂಗ್ ಕಾರ್ಖಾನೆಯ ಕಾರ್ಯಾಚರಣಾ ಉತ್ಕೃಷ್ಟತೆಯನ್ನು ಈ ಪ್ರೋಟೋಕಾಲ್ಗಳು ಒಟ್ಟಾಗಿ ವ್ಯಾಖ್ಯಾನಿಸುತ್ತವೆ.
ಡೈ ಕಾಸ್ಟಿಂಗ್ನಲ್ಲಿ ಸಾಮಾನ್ಯ ದೋಷಗಳು ಮತ್ತು ಪೇಶಾಗಿ ಡೈ ಕಾಸ್ಟಿಂಗ್ ಕಾರ್ಖಾನೆಯಲ್ಲಿ ತಡೆಗಟ್ಟುವ ತಂತ್ರಗಳು
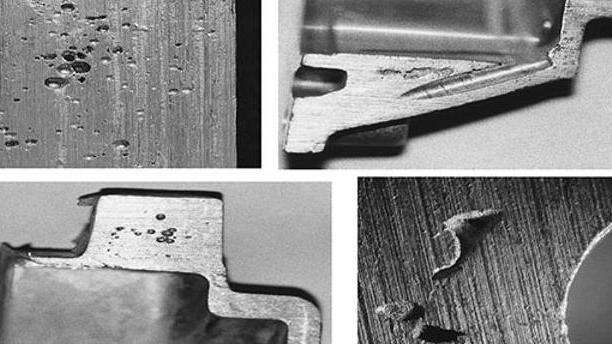
ಸಾಮಾನ್ಯ ಕಾಸ್ಟಿಂಗ್ ದೋಷಗಳನ್ನು ಗುರುತಿಸುವುದು: ಪೊರೊಸಿಟಿ, ಕೋಲ್ಡ್ ಶಟ್ಗಳು ಮತ್ತು ಫ್ಲಾಶ್
ದೇಶದಾದ್ಯಂತ ಅಲ್ಯೂಮಿನಿಯಂ ಡೈ ಕಾಸ್ಟಿಂಗ್ ಅಂಗಡಿಗಳಲ್ಲಿ, ಸಿಲುಕಿಕೊಂಡ ಅನಿಲಗಳಿಂದಾಗಿ ಉಂಟಾಗುವ ಪೊರೋಸಿಟಿ, ಲೋಹವು ಸಂಪೂರ್ಣವಾಗಿ ಒಟ್ಟಾಗಿ ಕಲೆಯದೆ ಇರುವಾಗ ಉಂಟಾಗುವ ಕೋಲ್ಡ್ ಶಟ್ಗಳು ಮತ್ತು ಹೆಚ್ಚಿನ ವಸ್ತುವು ತಳ್ಳಲ್ಪಟ್ಟಾಗ ಉಂಟಾಗುವ ಫ್ಲಾಶ್ಗಳು ಉತ್ಪಾದನಾ ಸಾಲುಗಳಲ್ಲಿ ಎದುರಾಗುವ ಗುಣಮಟ್ಟದ ಸಮಸ್ಯೆಗಳಲ್ಲಿ ಸುಮಾರು 60-65% ರಷ್ಟಿರುತ್ತದೆ. ಹೆಚ್ಚಾಗಿ ಈ ಸಮಸ್ಯೆಗಳು ತೀವ್ರ ಹೈ ಪ್ರೆಷರ್ ಇಂಜೆಕ್ಷನ್ ಹಂತಗಳ ಸಮಯದಲ್ಲಿ ಕಾಣಿಸಿಕೊಳ್ಳುತ್ತವೆ. ಮೋಲ್ಡ್ಗಳನ್ನು ಸರಿಯಾಗಿ ವೆಂಟ್ ಮಾಡದಿದ್ದರೆ ಅಥವಾ ಪ್ರಕ್ರಿಯೆಯುದ್ದಕ್ಕೂ ಉಷ್ಣತಾ ಏರಿಳಿತಗಳಿದ್ದರೆ, ಅಂತಿಮ ಉತ್ಪನ್ನದಲ್ಲಿ ರಚನಾತ್ಮಕ ದೌರ್ಬಲ್ಯಗಳಿಗೆ ಕಾರಣವಾಗುತ್ತದೆ. ಈ ಸಾಮಾನ್ಯ ದೋಷಗಳಿಗೆ ಎದುರಾಳಿಯಾಗಲು, ಅನೇಕ ಆಧುನಿಕ ತಯಾರಿಕಾ ಸೌಲಭ್ಯಗಳು ಈಗ ತಮ್ಮ ಮೋಲ್ಡ್ಗಳಿಗೆ ಅತ್ಯಾಧುನಿಕ ಮುಂಗಾಮಿ ನಿರ್ವಹಣಾ ವ್ಯವಸ್ಥೆಗಳ ಜೊತೆಗೆ ಇನ್ಫ್ರಾರೆಡ್ ಥರ್ಮೋಗ್ರಾಫಿ ಸ್ಕ್ಯಾನಿಂಗ್ ಸಾಧನಗಳನ್ನು ಅತೀ ಹೆಚ್ಚಾಗಿ ಅವಲಂಬಿಸುತ್ತವೆ. ಕೆಲವು ಸಸ್ಯಗಳು ಸಂಭಾವ್ಯ ಸಮಸ್ಯೆಗಳು ನಿಜವಾದ ಉತ್ಪಾದನಾ ನಿಲುಗಡೆಗಳಾಗುವ ಮೊದಲೇ ಆಪರೇಟರ್ಗಳಿಗೆ ಎಚ್ಚರಿಕೆ ನೀಡುವ ನಿಜವಾದ ಸಮಯದ ಮೇಲ್ವಿಚಾರಣಾ ಪರಿಹಾರಗಳನ್ನು ಜಾರಿಗೆ ತರಲು ಪ್ರಾರಂಭಿಸಿವೆ.
ಅಲ್ಯೂಮಿನಿಯಂ ಕಾಸ್ಟಿಂಗ್ ವಿಶ್ವಾಸಾರ್ಹತೆಗಾಗಿ ಮೂಲ ಕಾರಣಗಳು ಮತ್ತು ತಡೆಗಟ್ಟುವಿಕೆಯ ತಂತ್ರಗಳು
68% ರಷ್ಟು ದೋಷಗಳು ಅನುಚಿತ ಗೇಟಿಂಗ್ ವಿನ್ಯಾಸ ಮತ್ತು ಸರಿಯಾದ ಮಿಶ್ರಲೋಹದ ವಾಯುವನ್ನು ತೆಗೆದುಹಾಕುವುದರಿಂದ ಉಂಟಾಗುತ್ತವೆ ಎಂದು ವಿಶ್ಲೇಷಣೆ ತೋರಿಸುತ್ತದೆ. ಪ್ರಮುಖ ಕಾರ್ಖಾನೆಗಳು ಬಿಡಿಸುವಿಕೆಯ ಸಮಯದಲ್ಲಿ ±1.5% ಪ್ಯಾರಾಮೀಟರ್ ನಿಖರತೆಯನ್ನು ಕಾಪಾಡಿಕೊಳ್ಳಲು ನಿಜಕಾಲದ ಒತ್ತಡ ಸಂವೇದಕಗಳು ಮತ್ತು ಸ್ವಯಂಚಾಲಿತ ತೆವಳುವಿಕೆಯ ನಿಯಂತ್ರಣಗಳನ್ನು ಬಳಸುತ್ತವೆ. ಪದರು-ಪದರಾಗಿ ತಂಪಾಗಿಸುವ ವಿಧಾನಗಳನ್ನು ಅನುಸರಿಸುವುದರಿಂದ ಚಳಿಯ ಮುಚ್ಚುವಿಕೆಯ ಸಂಭವವನ್ನು 38% ರಷ್ಟು ಕಡಿಮೆ ಮಾಡಲಾಗುತ್ತದೆ, ಆಗಾಗ್ಗೆ AI-ಆಧಾರಿತ ಅಂತರ್ಗತ ರಂಧ್ರತೆಯ ಮಾದರಿಗಳು ಉತ್ಪಾದನೆಗೂ ಮುನ್ನವೇ 92% ದೋಷ ಪತ್ತೆಹಚ್ಚುವಿಕೆಯ ನಿಖರತೆಯನ್ನು ಸಾಧಿಸುತ್ತವೆ.
ಪ್ರಕ್ರಿಯೆಯ ಆಪ್ಟಿಮೈಸೇಶನ್ ಮೂಲಕ ದೋಷದ ಪ್ರಮಾಣವನ್ನು ಕಡಿಮೆ ಮಾಡುವ ಬಗ್ಗೆ ಪ್ರಕರಣ ಅಧ್ಯಯನ
2023 ರ ಆಟೋಮೊಬೈಲ್ ಸರಬರಾಜುದಾರರ ಯೋಜನೆಯು ರಂಧ್ರತೆಯಿಂದಾಗಿ ಉಂಟಾಗುವ ವ್ಯರ್ಥವನ್ನು 87% ರಷ್ಟು ಕಡಿಮೆ ಮಾಡಲು (Casting-YZ, 2024) ಶೂನ್ಯಸ್ಥಿತಿ-ಸಹಾಯಕ ಡೈ ಬಿಡಿಸುವಿಕೆಯನ್ನು AI-ಚಾಲಿತ ಹರಿವಿನ ಅನುಕರಣೆಗಳೊಂದಿಗೆ ಸಂಯೋಜಿಸಿತು. ಆಪ್ಟಿಮೈಸ್ ಮಾಡಿದ ಪ್ರಕ್ರಿಯೆಯು 12 ಪ್ರಮುಖ ಘಟಕಗಳ ಮೇಲೆ ತೇಗುವ ಬಲದ ಸ್ಥಿರತೆಯನ್ನು ಸುಧಾರಿಸುತ್ತಾ 14% ರಷ್ಟು ಚಕ್ರ ಸಮಯವನ್ನು ಕಡಿಮೆ ಮಾಡಿತು, ಇದು ಡೈ ಬಿಡಿಸುವಿಕೆಯ ಕಾರ್ಖಾನೆಗಳಲ್ಲಿ ಉನ್ನತ ಪ್ರಕ್ರಿಯೆಯ ನಿಯಂತ್ರಣಗಳು ಗುಣಮಟ್ಟ ಮತ್ತು ದಕ್ಷತೆ ಎರಡನ್ನೂ ಹೇಗೆ ಹೆಚ್ಚಿಸುತ್ತವೆ ಎಂಬುದನ್ನು ತೋರಿಸುತ್ತದೆ.
ಉನ್ನತ ಕಾರ್ಯಕ್ಷಮತೆಯ ಡೈ ಬಿಡಿಸುವಿಕೆಯ ಮೂಲಸ್ತಂಭಗಳಾದ ವಸ್ತು ಮತ್ತು ಪ್ರಕ್ರಿಯೆಯ ಆಯ್ಕೆ
ಡೈ ಕಾಸ್ಟಿಂಗ್ನಲ್ಲಿ ಬಳಸುವ ವಸ್ತುಗಳು: ಅಲ್ಯೂಮಿನಿಯಂ, ಸಿಂಕ್, ಮೆಗ್ನೀಶಿಯಂ ಮತ್ತು ತಾಮ್ರ ಮಿಶ್ರಲೋಹಗಳು
ವಸ್ತುವಿನ ಆಯ್ಕೆಯು ಡೈ ಕಾಸ್ಟಿಂಗ್ ವ್ಯವಸ್ಥೆಗಳಲ್ಲಿ ಘಟಕದ ಪ್ರದರ್ಶನವನ್ನು ನೇರವಾಗಿ ನಿರ್ಧರಿಸುತ್ತದೆ. ನಾಲ್ಕು ಮಿಶ್ರಲೋಹಗಳು ಕೈಗಾರಿಕಾ ಅನ್ವಯಗಳಲ್ಲಿ ಪ್ರಬಲವಾಗಿವೆ:
- ಅಲ್ಯೂಮಿನಿಯಂ ಮಿಶ್ರಲೋಹಗಳು (A380, ADC12) ಉತ್ತಮ ಬಲ-ಕ್ಕೆ-ತೂಕದ ಅನುಪಾತ (2.7 ಗ್ರಾಂ/ಸೆಂಮೀ³) ಮತ್ತು ಸೋಂಕು ನಿರೋಧಕತ್ವವನ್ನು ಒದಗಿಸುತ್ತವೆ, ಎಂಜಿನ್ ಬ್ಲಾಕ್ಗಳಂತಹ 62% ಮೋಟಾರು ವಾಹನ ಘಟಕಗಳಲ್ಲಿ ಅವುಗಳ ಬಳಕೆಯನ್ನು ಹೆಚ್ಚಿಸುತ್ತವೆ (2024 ವಸ್ತು ಮಾರ್ಗದರ್ಶಿ)
- ಸಿಂಕ್ ಮಿಶ್ರಲೋಹಗಳು (ZA-8, ಜಮಾಕ್) ಎಲೆಕ್ಟ್ರಾನಿಕ್ಸ್ ಮತ್ತು ವೈದ್ಯಕೀಯ ಸಾಧನಗಳಿಗೆ ಮಿಶ್ರಮಾದರಿ ಪ್ರವಾಹದ ಮೂಲಕ ಸಂಕೀರ್ಣ ಜ್ಯಾಮಿತಿಗಳನ್ನು ಸಾಧ್ಯವಾಗಿಸುತ್ತವೆ
- ಮೆಗ್ನೀಶಿಯಂ ಮಿಶ್ರಲೋಹಗಳು (AZ91D) ರಚನಾತ್ಮಕ ಸಂಪೂರ್ಣತೆಯನ್ನು ತ್ಯಾಗ ಮಾಡದೆಯೇ ವಿಮಾನಯಾನ-ಶ್ರೇಣಿಯ ತೇಲುತನವನ್ನು ಒದಗಿಸುತ್ತವೆ
- ತಾಮ್ರ ಮಿಶ್ರಲೋಹಗಳು (C87800) ಉಷ್ಣ/ವಿದ್ಯುತ್ ವ್ಯವಸ್ಥೆಗಳಲ್ಲಿ ನಿರ್ದಿಷ್ಟ ಪಾತ್ರಗಳನ್ನು ನಿರ್ವಹಿಸುತ್ತವೆ
ಅನಿಲದ ಅನುಕೂಲತೆಯು ಸ್ವಯಂಚಾಲಿತ ಡೈ ಕಾಸ್ಟಿಂಗ್ ಘಟಕ ಪ್ರಕ್ರಿಯೆಗಳೊಂದಿಗೆ ಮತ್ತು 100% ಮರುಬಳಕೆಯ ಸಾಮರ್ಥ್ಯದೊಂದಿಗೆ ಹೊಂದಿಕೊಳ್ಳುವುದರಿಂದ ಇತ್ತೀಚಿನ ತಯಾರಿಕಾ ವಿಶ್ಲೇಷಣೆಗಳು ಅಲ್ಯೂಮಿನಿಯಂನ ಪ್ರಾಬಲ್ಯವನ್ನು ಬಹಿರಂಗಪಡಿಸುತ್ತವೆ.
ಹೆಚ್ಚಿನ ಕಾರ್ಯಕ್ಷಮತೆಯ ಅನ್ವಯಗಳಲ್ಲಿ ಏಕೆ ಅಲ್ಯೂಮಿನಿಯಂ ಡೈ ಕಾಸ್ಟಿಂಗ್ ಪ್ರಾಬಲ್ಯ ಪಡೆಯುತ್ತದೆ
ಅಲ್ಯೂಮಿನಿಯಂ ಮೂರು ಅಂಶಗಳಿಗಾಗಿ ಸ್ಥಿರತೆ-ಮಹತ್ವದ ಪರಿಸ್ಥಿತಿಗಳಲ್ಲಿ ಪರ್ಯಾಯಗಳಿಗಿಂತ ಉತ್ತಮ ಪ್ರದರ್ಶನ ತೋರುತ್ತದೆ:
- ಎಂಜಿನ್ ಘಟಕಗಳಲ್ಲಿ ಸ್ಥಿರತೆಯನ್ನು ಖಾತ್ರಿಪಡಿಸುವ ಸಿಂಕ್ಗಿಂತ 40% ಕಡಿಮೆ ಉಷ್ಣ ವಿಸ್ತರಣೆ
- ಕೋಟಿಂಗ್ಗಳಿಲ್ಲದೆ ತುಕ್ಕು ನಿರೋಧಕತೆಗಾಗಿ ಸ್ವಾಭಾವಿಕ ಆಕ್ಸೈಡ್ ಪದರದ ರಚನೆ
- ಉತ್ಪಾದನೆಯ ಸಮಯದಲ್ಲಿ ಶಕ್ತಿ ದಕ್ಷತೆ (ಮೆಗ್ನೀಸಿಯಂಗಿಂತ 30% ಕಡಿಮೆ ಶಕ್ತಿ)
ಹೈ ಪ್ರೆಷರ್ ಡೈ ಕಾಸ್ಟಿಂಗ್ನಲ್ಲಿ ಯಶಸ್ಸಿಗಾಗಿ ಪ್ರಮುಖ ಪರಿಗಣನೆಗಳು
ಒಂದು ವೃತ್ತಿಪರ ಡೈ ಕಾಸ್ಟಿಂಗ್ ಘಟಕವು ಸಮತೋಲನ ಕಾಯ್ದುಕೊಳ್ಳಬೇಕು:
- ಕ್ಲ್ಯಾಂಪಿಂಗ್ ಶಕ್ತಿಗಳು : ಸ್ಥಿರ ಗೋಡೆಯ ದಪ್ಪಕ್ಕಾಗಿ 800–2,500 ಟನ್ಗಳು
- ತಂಪಾಗುವ ದರ : ತೆಳುವಾದ ವಿಭಾಗಗಳಲ್ಲಿ ರಂಧ್ರತೆಯನ್ನು ತಡೆಗಟ್ಟಲು 2–3°ಸೆ/ಸೆಕೆಂಡ್
- ಚಾಪದ ಲೇಪನಗಳು : ಉಪಕರಣದ ಆಯುಷ್ಯವನ್ನು 300% ರಷ್ಟು ಹೆಚ್ಚಿಸುವ TiN ಅಥವಾ CrN ಪದರಗಳು

ಆಧುನಿಕ ಡೈ ಕಾಸ್ಟಿಂಗ್ ಕಾರ್ಖಾನೆಯಲ್ಲಿ ಉತ್ಪಾದನಾ ದಕ್ಷತೆ ಮತ್ತು ಆರ್ಥಿಕ ಪ್ರದರ್ಶನ
ಡೈ ಕಾಸ್ಟಿಂಗ್ನ ಪ್ರಯೋಜನಗಳು: ದಕ್ಷತೆ, ಬಲ ಮತ್ತು ವೆಚ್ಚ-ಪರಿಣಾಮಕಾರಿತ್ವ
ಇಂದಿನ ಡೈ ಕಾಸ್ಟಿಂಗ್ ಸೌಕರ್ಯಗಳು ತ್ವರಿತ ಉತ್ಪಾದನಾ ಚಕ್ರಗಳು ಮತ್ತು ನೆರೆ ನೆಟ್ ಆಕಾರದ ತಂತ್ರಜ್ಞಾನಗಳೊಂದಿಗೆ ತಮ್ಮ ಪ್ರಯತ್ನಗಳನ್ನು ಗಣನೀಯವಾಗಿ ಹೆಚ್ಚಿಸಿವೆ. ಕಳೆದ ವರ್ಷದ ಮ್ಯಾನುಫ್ಯಾಕ್ಚರಿಂಗ್ ಇನ್ಸೈಟ್ಸ್ ಪ್ರಕಾರ, 10,000 ಘಟಕಗಳಿಗಿಂತ ಹೆಚ್ಚಿನ ಬ್ಯಾಚ್ಗಳನ್ನು ತಯಾರಿಸುವಾಗ ಈ ವಿಧಾನವು ಪ್ರತಿ ಘಟಕದ ವೆಚ್ಚವನ್ನು ಸುಮಾರು 30 ರಿಂದ 40 ಪ್ರತಿಶತ ಕಡಿಮೆ ಮಾಡುತ್ತದೆ. ಈ ಕೆಲಸವನ್ನು ಇಷ್ಟು ಚೆನ್ನಾಗಿ ಕಾರ್ಯಗತಗೊಳಿಸುವುದು ಅಲ್ಯೂಮಿನಿಯಂ ಭಾಗಗಳಿಗೆ 60 ಸೆಕೆಂಡುಗಳಿಗಿಂತ ಕಡಿಮೆ ಇರುವ ಅತಿ ವೇಗವಾದ ಚಕ್ರ ಸಮಯಗಳು ಮತ್ತು ಅದ್ಭುತ ವಸ್ತು ದಕ್ಷತೆಯ ಸಂಯೋಜನೆಯಿಂದಾಗಿ. ಉನ್ನತ ಗೇಟಿಂಗ್ ವ್ಯವಸ್ಥೆಗಳು ಮತ್ತು ಸ್ವಯಂಚಾಲಿತ ಟ್ರಿಮ್ಮಿಂಗ್ ಪ್ರತಿ ಬ್ಯಾಚ್ನಿಂದ 95% ರವರೆಗೆ ಲೋಹದ ಬಳಕೆಯನ್ನು ಪಡೆಯಲು ಸಹಾಯ ಮಾಡುತ್ತದೆ. ಉದ್ಯಮದ ವರದಿಗಳು ಸ್ವಯಂಕ್ರಿಯತೆಯಲ್ಲಿ ಸುಧಾರಣೆಗಳ ಬಗ್ಗೆ ತೋರಿಸುವಂತೆ, ಮೋಲ್ಡ್ ಸ್ಪ್ರೇಯಿಂಗ್ ಮತ್ತು ಭಾಗಗಳನ್ನು ತೆಗೆದುಹಾಕುವಂತಹ ಕಾರ್ಯಗಳಿಗಾಗಿ ರೋಬೋಟ್ಗಳನ್ನು ಬಳಸುವ ಅಂಗಡಿಗಳು ಗುಣಮಟ್ಟವನ್ನು ಹೆಚ್ಚಾಗಿ ಹಾಳುಮಾಡದೆಯೇ ಕೆಲಸದ ಖರ್ಚುಗಳನ್ನು ಸುಮಾರು ಒಂದು ಕಾಲುಭಾಗ ಕಡಿಮೆ ಮಾಡುತ್ತವೆ. ಈ ಸೌಕರ್ಯಗಳು ಸಾಮಾನ್ಯವಾಗಿ 1% ಗಿಂತ ಕಡಿಮೆ ದೋಷ ದರಗಳನ್ನು ಕಾಪಾಡಿಕೊಳ್ಳುತ್ತವೆ, ಇದು ಅವುಗಳು ಈಗ ಎಷ್ಟು ವೇಗವಾಗಿ ಕಾರ್ಯನಿರ್ವಹಿಸುತ್ತಿವೆ ಎಂಬುದನ್ನು ಪರಿಗಣಿಸಿದರೆ ಬಹಳ ಅದ್ಭುತವಾಗಿದೆ.
ಆರ್ಥಿಕ ದಕ್ಷತೆಗಾಗಿ ಟೂಲಿಂಗ್ ವೆಚ್ಚ ಮತ್ತು ಸಂಪುಟ ಉತ್ಪಾದನೆಯನ್ನು ಸಮತೋಲನಗೊಳಿಸುವುದು
ಬಹು-ಕುಹರ ಬೂದಿಗೆ ಸಾಧನ ಉಪಕರಣಗಳಿಗೆ ಮೊದಲ ಖರ್ಚು ಸಾಮಾನ್ಯವಾಗಿ $150k ಗಿಂತ ಹೆಚ್ಚಿನದಾಗಿರುತ್ತದೆ, ಆದರೆ ಉತ್ಪಾದನೆ 5,000 ಘಟಕಗಳ ಸುಮಾರಿಗೆ ತಲುಪಿದಾಗ, ಪ್ರತಿ ಹೆಚ್ಚುವರಿ ಘಟಕವನ್ನು ಉತ್ಪಾದಿಸಲು ಗಣನೀಯವಾಗಿ ಕಡಿಮೆ ವೆಚ್ಚವಾಗುವ ಕಾರಣ ಡೈ ಕಾಸ್ಟಿಂಗ್ ಆರ್ಥಿಕವಾಗಿ ಅರ್ಥಪೂರ್ಣವಾಗುತ್ತದೆ. ಕಳೆದ ವರ್ಷ ಪ್ರೆಸಿಷನ್ ಎಕಾನಮಿಕ್ಸ್ನಿಂದ ಬಂದ ಕೆಲವು ಕೈಗಾರಿಕಾ ಸಂಶೋಧನೆಗಳ ಪ್ರಕಾರ, ಚಿಕ್ಕ ಬ್ಯಾಚ್ ಗಾತ್ರಗಳೊಂದಿಗೆ ಸಿಕ್ಕಿಬಿದ್ದವರಿಗೆ ಹೋಲಿಸಿದರೆ ತಮ್ಮ ಉಪಕರಣ ಹೂಡಿಕೆಯನ್ನು ಕೇವಲ 18 ತಿಂಗಳುಗಳಲ್ಲಿ ಮರುಪಡೆಯಲು ನಿರ್ವಹಿಸುವ ತಯಾರಕರು ಹೂಡಿಕೆಯ ಮೇಲೆ ಸುಮಾರು 22 ಪ್ರತಿಶತ ಏರಿಕೆಯನ್ನು ಕಾಣುತ್ತಾರೆ. ವಸ್ತುಗಳನ್ನು ಜಾಗರೂಕತೆಯಿಂದ ಆಯ್ಕೆಮಾಡುವುದು ಸಹ ಎಲ್ಲವನ್ನು ಬದಲಾಯಿಸುತ್ತದೆ. ಅಲ್ಯೂಮಿನಿಯಂ ಪ್ರತ್ಯೇಕವಾಗಿ ನಿಲ್ಲುತ್ತದೆ, ಏಕೆಂದರೆ ಅದರ ಸುಮಾರು 85% ರಷ್ಟು ಕಾಲಾನಂತರದಲ್ಲಿ ಮರುಬಳಕೆ ಮಾಡಲಾಗುತ್ತದೆ, ಇದು ಕಾಲಕ್ರಮೇಣ ವಸ್ತು ವೆಚ್ಚಗಳನ್ನು ಕಡಿಮೆ ಇಡಲು ಸಹಾಯ ಮಾಡುತ್ತದೆ. ಇದರ ನಡುವೆ, ಸಿಂಕ್ ಮಿಶ್ರಲೋಹಗಳೊಂದಿಗೆ ಕೆಲಸ ಮಾಡುವುದು ಯಂತ್ರೀಕರಣ ಕೆಲಸದ ಮೇಲೆ ಹಣವನ್ನು ಉಳಿಸುತ್ತದೆ, ಏಕೆಂದರೆ ಭಾಗಗಳು ಮೊಲ್ಡ್ನಿಂದ ಈಗಾಗಲೇ ಉತ್ತಮ ಮೇಲ್ಮೈ ಗುಣಮಟ್ಟದೊಂದಿಗೆ ಹೊರಬರುತ್ತವೆ, ಆದ್ದರಿಂದ ಹೆಚ್ಚುವರಿ ಮುಕ್ತಾಯದ ಮುಟ್ಟುಗಳಿಗೆ ಕಡಿಮೆ ಅಗತ್ಯವಿರುತ್ತದೆ.
ಹೆಚ್ಚಿನ ಉತ್ಪಾದನೆಯ ಡೈ ಕಾಸ್ಟಿಂಗ್ ಕಾರ್ಯಾಚರಣೆಗಳಲ್ಲಿ ಉತ್ಪಾದಕತೆ ಮೌಲ್ಯಮಾಪನ ಮೆಟ್ರಿಕ್ಸ್
ಅಗ್ರಗಣ್ಯ ಕಾರ್ಖಾನೆಗಳು ಮೂರು ಪ್ರಮುಖ ಮೆಟ್ರಿಕ್ಸ್ಗಳನ್ನು ನಿಗಾ ಇಡುತ್ತವೆ:
- ಒಟ್ಟಾರೆ ಉಪಕರಣ ಪರಿಣಾಮಕಾರಿತ್ವ (OEE) : >75% ಎಂಬುದು ಉತ್ತಮ ಯಂತ್ರ ಬಳಕೆಯನ್ನು ಸೂಚಿಸುತ್ತದೆ
- ಸೈಕಲ್ ಟೈಮ್ ವ್ಯತ್ಯಾಸ : <5% ವ್ಯತ್ಯಾಸವು ನಿರೀಕ್ಷಿತ ಉತ್ಪಾದನೆಗೆ ಖಾತ್ರಿ
- ಕಿಲೋಗ್ರಾಮ್ಗೆ ವೆಚ್ಚ : ಒಟ್ಟಾರೆ ದಕ್ಷತೆಯ ಅಳತೆಗೆ ಶಕ್ತಿ, ಕಾರ್ಮಿಕ ಮತ್ತು ವಸ್ತು ವೆಚ್ಚಗಳನ್ನು ಒಳಗೊಂಡಿದೆ
ನಿಜಕಾಲದ OEE ಡ್ಯಾಶ್ಬೋರ್ಡ್ಗಳನ್ನು ಬಳಸುವ ಮುಂಚೂಣಿಯ ತಯಾರಕರು 18% ವೇಗದ ಬಾಟಲು ಸುರುಳಿ ಗುರುತಿಸುವಿಕೆ ಮತ್ತು ವಾರ್ಷಿಕ 12% ಹೆಚ್ಚಳದ ಉತ್ಪಾದನೆ, ಸ್ಪರ್ಧಾತ್ಮಕ ಡೈ ಕಾಸ್ಟಿಂಗ್ ಕಾರ್ಯಾಚರಣೆಗಳಲ್ಲಿ ದತ್ತಾಂಶ-ಚಾಲಿತ ನಿರ್ಧಾರ ತೆಗೆದುಕೊಳ್ಳುವುದು ಇನ್ನು ಐಚ್ಛಿಕವಲ್ಲ ಎಂಬುದನ್ನು ಸಾಬೀತುಪಡಿಸುತ್ತದೆ.
ಭವಿಷ್ಯಕ್ಕೆ ಸಿದ್ಧವಾದ ಡೈ ಕಾಸ್ಟಿಂಗ್: ಸ್ವಯಂಕ್ರಿಯತೆ, ಸ್ಥಿರತೆ ಮತ್ತು ವಿನ್ಯಾಸ ಸಹಯೋಗ
ತಯಾರಿಕೆಗೆ ವಿನ್ಯಾಸ (ಡಿಎಫ್ಎಂ್) ಗುಣಮಟ್ಟ ಮತ್ತು ವೇಗವನ್ನು ಹೇಗೆ ಸುಧಾರಿಸುತ್ತದೆ
ಕಂಪನಿಗಳು ಉತ್ಪನ್ನ ಅಭಿವೃದ್ಧಿಯ ಆರಂಭದಲ್ಲೇ ತಯಾರಿಕೆಗೆ ವಿನ್ಯಾಸ (ಡಿಎಫ್ಎಂ್) ಅನ್ನು ಅನುಸರಿಸಿದಾಗ, ಪ್ರಮುಖ ಡೈ ಕಾಸ್ಟಿಂಗ್ ಕಾರ್ಯಾಚರಣೆಗಳಲ್ಲಿ ಅವು ವಸ್ತು ವ್ಯರ್ಥತೆ ಮತ್ತು ಉತ್ಪಾದನಾ ಸಮಯದಲ್ಲಿ ಗಣನೀಯ ಕಡಿತವನ್ನು ಕಾಣುತ್ತವೆ. ಕೆಲವು ಕಾರ್ಖಾನೆಗಳು ಈ ತತ್ವಗಳನ್ನು ಆರಂಭದಲ್ಲೇ ಅಳವಡಿಸುವ ಮೂಲಕ ತಮ್ಮ ಚಕ್ರ ಸಮಯವನ್ನು ಸುಮಾರು 40% ರಷ್ಟು ಕಡಿತಗೊಳಿಸಿವೆ. ಇದರ ಪ್ರಮುಖ ಅಂಶವೆಂದರೆ ಯಂತ್ರೋಪಕರಣಗಳ ಮಿತಿಗಳೊಂದಿಗೆ ಉತ್ತಮವಾಗಿ ಕೆಲಸ ಮಾಡಲು ಎಂಜಿನಿಯರ್ಗಳು ಭಾಗಗಳನ್ನು ಹೇಗೆ ಆಕಾರ ನೀಡುತ್ತಾರೆ ಎಂಬುದಾಗಿದೆ. ಅವರು ಸಾಮಾನ್ಯವಾಗಿ ಕಾಸ್ಟಿಂಗ್ ಸಮಸ್ಯೆಗಳಿಗೆ ಕಾರಣವಾಗುವ ತೆಳುವಾದ ಗೋಡೆಗಳು ಮತ್ತು ಸಂಕೀರ್ಣ ಅಂಡರ್ಕಟ್ಗಳಂತಹ ಸವಾಲಿನ ಪ್ರದೇಶಗಳನ್ನು ತಪ್ಪಿಸುತ್ತಾರೆ. 2023 ರ ನೈಜ ಕಾರ್ಖಾನೆಯ ದತ್ತಾಂಶವನ್ನು ಪರಿಶೀಲಿಸಿದಾಗ, ಡಿಎಫ್ಎಂ್ ಅನ್ನು ಮನಸ್ಸಿನಲ್ಲಿಟ್ಟುಕೊಂಡು ವಿನ್ಯಾಸಗೊಳಿಸಲಾದ ಭಾಗಗಳು ಹಳೆಯ ವಿನ್ಯಾಸಗಳಿಗೆ ಹೋಲಿಸಿದರೆ ಕಾಸ್ಟಿಂಗ್ ನಂತರ ಸುಮಾರು 35% ಕಡಿಮೆ ಸರಿಪಡಿಸುವಿಕೆಯ ಅಗತ್ಯವಿತ್ತು. ಇದರ ಅರ್ಥ ಕಡಿಮೆ ಪುನಃಕಾರ್ಯ, ಕಡಿಮೆ ವೆಚ್ಚ, ಮತ್ತು ಗುಣಮಟ್ಟದ ಉತ್ಪನ್ನಗಳನ್ನು ಶೀಘ್ರವಾಗಿ ಪಡೆಯುವ ಸಂತೋಷವಾದ ಗ್ರಾಹಕರು.
ವಿಶ್ವಾಸಾರ್ಹ ಡೈ ಕಾಸ್ಟಿಂಗ್ ಕಾರ್ಖಾನೆಗಳಲ್ಲಿ ಸಹಕಾರಿ ಪ್ರೋಟೋಟೈಪಿಂಗ್ ಮತ್ತು ಅನುಕರಣ
ಅಧುನಿಕ ಅನುಕರಣಾ ವೇದಿಕೆಗಳು ವಿನ್ಯಾಸ ತಂಡಗಳು ಮತ್ತು ಉತ್ಪಾದನಾ ಎಂಜಿನಿಯರ್ಗಳ ನಡುವೆ ನೈಜ-ಸಮಯ ಸಹಯೋಗವನ್ನು ಸಾಧ್ಯವಾಗಿಸುತ್ತವೆ. ಮೇಘ-ಆಧಾರಿತ ವ್ಯವಸ್ಥೆಗಳು ತುಂಬುವ ಮಾದರಿಗಳು ಮತ್ತು ಉಷ್ಣ ಒತ್ತಡಗಳ ಏಕಕಾಲಿಕ ಮೌಲ್ಯಮಾಪನವನ್ನು ಅನುಮತಿಸುತ್ತವೆ, ಪ್ರೋಟೋಟೈಪ್ ಪುನರಾವರ್ತನೆಗಳನ್ನು 50% ರಷ್ಟು ಕಡಿಮೆ ಮಾಡುತ್ತವೆ. ಭೌತಿಕ ಉಪಕರಣಗಳನ್ನು ಜಾರಿಗೆ ತರುವ ಮೊದಲು ಈ ಡಿಜಿಟಲ್ ಟ್ವಿನ್ ವಿಧಾನವು ಮೂಲೆಗಳ ವಿನ್ಯಾಸಗಳನ್ನು ಆಭಾಸಿ ವಾತಾವರಣದಲ್ಲಿ ಮಾನ್ಯೀಕರಿಸುತ್ತದೆ, ಇದರಿಂದ ಮಾರುಕಟ್ಟೆಗೆ ತ್ವರಿತ ಪ್ರವೇಶ ಸಾಧ್ಯವಾಗುತ್ತದೆ.
ಹೊಸದಾಗಿ ಉದಯಿಸುತ್ತಿರುವ ಪ್ರವೃತ್ತಿಗಳು: ಕೃತಕ ಬುದ್ಧಿಮತ್ತೆ-ಚಾಲಿತ ಗುಣಮಟ್ಟ ನಿಯಂತ್ರಣ, ಸ್ವಯಂಕ್ರಿಯತೆ ಮತ್ತು ಸ್ಥಿರತೆ
ಕೃತಕ ಬುದ್ಧಿಮತ್ತೆಯಿಂದ ಸಶಕ್ತಗೊಂಡ ಈ ಬುದ್ಧಿವಂತ ದೃಷ್ಟಿ ವ್ಯವಸ್ಥೆಗಳಿಗೆ ಧನ್ಯವಾಗಿ ಇಂದಿನ ಸೌಲಭ್ಯಗಳು ಸ್ವಲ್ಪವೂ ದೋಷಗಳಿಲ್ಲದಂತೆ ಕಾರ್ಯನಿರ್ವಹಿಸುತ್ತಿವೆ. ಪ್ರತಿ ಬಿಸಿಮಾಡುವ ಚಕ್ರದ ಸಮಯದಲ್ಲಿ ಈ ಉನ್ನತ ಕಣ್ಣುಗಳು 500 ಕ್ಕೂ ಹೆಚ್ಚು ಅಂಶಗಳನ್ನು ಪರಿಶೀಲಿಸುತ್ತವೆ. ಫಲಿತಾಂಶಗಳೇನು? ಕಳೆದ ವರ್ಷದ ಅಡ್ವಾನ್ಸ್ಡ್ ಕಾಸ್ಟಿಂಗ್ ಜರ್ನಲ್ ಪ್ರಕಾರ, ಉತ್ಪಾದನಾ ವೇಗವನ್ನು ನಿಧಾನಗೊಳಿಸದೆಯೇ ಗಾಳಿರಂಧ್ರತೆಯಿಂದಾಗಿ ಉಂಟಾಗುವ ತ್ಯಾಜ್ಯದಲ್ಲಿ ಸುಮಾರು 62% ರಷ್ಟು ಭಾರೀ ಇಳಿಕೆ. ಇದೇ ಸಮಯದಲ್ಲಿ, ಕಂಪನಿಗಳು ಮುಚ್ಚಿದ ಸರ್ಕ್ಯೂಟ್ ತಂಪಾಗಿಸುವ ವ್ಯವಸ್ಥೆಗಳ ಜೊತೆಗೆ ಸ್ವಯಂಚಾಲಿತ ಲುಬ್ರಿಕೇಶನ್ ವ್ಯವಸ್ಥೆಗಳನ್ನು ಜಾರಿಗೆ ತೆಗೆದುಕೊಳ್ಳಲು ಪ್ರಾರಂಭಿಸಿವೆ. ಹಳೆಯ ವಿಧಾನಗಳೊಂದಿಗೆ ಹೋಲಿಸಿದರೆ ಈ ಸಂಯೋಜನೆಯು ಶಕ್ತಿ ಬಳಕೆಯನ್ನು ಸುಮಾರು 28% ರಷ್ಟು ಕಡಿಮೆ ಮಾಡಿದೆ. ಸುಸ್ಥಿರತೆಯ ಕುರಿತ ಕೈಗಾರಿಕಾ ವರದಿಗಳು ಈ ಸುಧಾರಣೆಗಳು ಕೇವಲ ಸೈದ್ಧಾಂತಿಕವಾಗಿ ಮಾತ್ರವಲ್ಲದೆ ದೇಶಾದ್ಯಂತ ತಯಾರಿಕಾ ಮಹಡಿಗಳಲ್ಲಿ ನಿಜವಾಗಿಯೂ ನಡೆಯುತ್ತಿವೆ ಎಂದು ತೋರಿಸುತ್ತವೆ.
ಸ್ಮಾರ್ಟ್ ತಯಾರಿಕೆಯೊಂದಿಗೆ ಡೈ ಕಾಸ್ಟಿಂಗ್ ಕಾರ್ಯಾಚರಣೆಗಳಿಗೆ ಭವಿಷ್ಯ-ಸುರಕ್ಷತೆ
ಉತ್ಪಾದನಾ ಸಾಲುಗಳಲ್ಲಿ ಐಒಟಿ ಸಂವೇದಕಗಳನ್ನು ಏಕೀಕರಣಗೊಳಿಸುವ ಮುಂಚೂಣಿಯ ಕಾರ್ಖಾನೆಗಳು, ಯಾದೃಚ್ಛಿಕ ನಿಲುಗಡೆಯನ್ನು 73% ರಷ್ಟು ಕಡಿಮೆ ಮಾಡುವ ಮುಂಗಾಮಿ ನಿರ್ವಹಣೆಗೆ ಅನುವು ಮಾಡಿಕೊಡುತ್ತವೆ. ಉದ್ಯಮ 4.0 ನ ಬೇಡಿಕೆಗಳಿಗೆ ಸಿದ್ಧವಾದ ಚಟುವಟಿಕೆಯುಳ್ಳ ಪರಿಸರಗಳನ್ನು ಸೃಷ್ಟಿಸುವ ವಾಸ್ತವ-ಸಮಯದ ಪ್ರಕ್ರಿಯೆಯ ದತ್ತಾಂಶಗಳೊಂದಿಗೆ ಉದ್ಯಮ ಸಂಪನ್ಮೂಲ ಯೋಜನಾ ವ್ಯವಸ್ಥೆಗಳನ್ನು ಈ ಸ್ಮಾರ್ಟ್ ಸೌಲಭ್ಯಗಳ ಕಡೆಗೆ ಸ್ಥಳಾಂತರಗೊಳ್ಳುವಿಕೆ ಸಂಯೋಜಿಸುತ್ತದೆ.
ಸಾಮಾನ್ಯವಾಗಿ ಕೇಳುವ ಪ್ರಶ್ನೆಗಳು
ಡೈ ಕಾಸ್ಟಿಂಗ್ನಲ್ಲಿ ಸಾಮಾನ್ಯ ದೋಷಗಳು ಯಾವುವು?
ಸಿಲುಕಿಕೊಂಡ ಅನಿಲಗಳಿಂದಾಗಿ ಉಂಟಾಗುವ ಗಾಜಿನತನ, ಲೋಹವು ಸಂಪೂರ್ಣವಾಗಿ ಕಲೆಯದೆ ಹೋಗುವ ತಂಪಾದ ಮುಚ್ಚುಗಳು ಮತ್ತು ಅತಿಯಾದ ವಸ್ತುವಿನ ಸೋರಿಕೆಯಿಂದಾಗಿ ಉಂಟಾಗುವ ಫ್ಲಾಶ್ ಡೈ ಕಾಸ್ಟಿಂಗ್ನಲ್ಲಿ ಸಾಮಾನ್ಯ ದೋಷಗಳು. ಈ ಸಮಸ್ಯೆಗಳು ಸಾಮಾನ್ಯವಾಗಿ ಹೆಚ್ಚಿನ ಒತ್ತಡದ ಇಂಜೆಕ್ಷನ್ ಹಂತಗಳಲ್ಲಿ ಉಂಟಾಗುತ್ತವೆ.
ಸಿಮ್ಯುಲೇಶನ್ ಡೈ ಕಾಸ್ಟಿಂಗ್ ಗುಣಮಟ್ಟವನ್ನು ಹೇಗೆ ಸುಧಾರಿಸುತ್ತದೆ?
ಸಿಮ್ಯುಲೇಶನ್ ಸಾಧನಗಳು ತುಂಬುವ ಪ್ರಕ್ರಿಯೆಯ ಸಮಯದಲ್ಲಿ ಸಮಸ್ಯೆಗಳು ಎಲ್ಲಿ ಉಂಟಾಗಬಹುದು ಎಂಬುದನ್ನು ಮುಂಗಾಮಿಯಾಗಿ ಊಹಿಸುತ್ತವೆ, ತಯಾರಕರು ಕಾರ್ಯವಿಧಾನಗಳನ್ನು ಪ್ರಮಾಣೀಕರಿಸಲು ಮತ್ತು ಬೆಣಚುಗಳನ್ನು ಉತ್ತಮಗೊಳಿಸಲು ಅನುವು ಮಾಡಿಕೊಡುತ್ತವೆ, ಇದರಿಂದ ಪ್ರೋಟೋಟೈಪ್ ವೆಚ್ಚಗಳನ್ನು ಸುಮಾರು 35% ರಷ್ಟು ಕಡಿಮೆ ಮಾಡಬಹುದು.
ಅಧಿಕ ಕಾರ್ಯಕ್ಷಮತೆಯ ಡೈ ಕಾಸ್ಟಿಂಗ್ನಲ್ಲಿ ಅಲ್ಯೂಮಿನಿಯಂ ಅನ್ನು ಏಕೆ ಆದ್ಯತೆ ನೀಡಲಾಗುತ್ತದೆ?
ಬಲವಾದ ತೂಕದ-ಕ್ರಮಾನುಗತಿ, ಸೋಂಕು ನಿರೋಧಕತೆ, ಕಡಿಮೆ ಉಷ್ಣ ವಿಸ್ತರಣೆ ಮತ್ತು ಉತ್ಪಾದನೆಯ ಸಮಯದಲ್ಲಿ ಶಕ್ತಿ ದಕ್ಷತೆಯನ್ನು ಹೊಂದಿರುವುದರಿಂದ ಅಲ್ಯೂಮಿನಿಯಂ ಬಳಕೆಯನ್ನು ಬಾಳಿಕೆ ಬರುವ ಅನ್ವಯಗಳಿಗೆ ಯೋಗ್ಯವಾಗಿಸುತ್ತದೆ.
ಡೈ ಕಾಸ್ಟಿಂಗ್ಗೆ ನೈಜ-ಸಮಯ ಮೇಲ್ವಿಚಾರಣೆ ಯಾವ ಪ್ರಯೋಜನಗಳನ್ನು ತರುತ್ತದೆ?
ಸಂವೇದಕಗಳೊಂದಿಗೆ ನೈಜ-ಸಮಯ ಮೇಲ್ವಿಚಾರಣೆಯು ಇಂಜೆಕ್ಷನ್ ಒತ್ತಡಗಳು ಮತ್ತು ಡೈ ಉಷ್ಣತೆಗಳ ನಿಖರವಾದ ಟ್ರ್ಯಾಕಿಂಗ್ ಅನ್ನು ಒದಗಿಸುತ್ತದೆ, ತಕ್ಷಣದ ವಿಚಲನ ಸರಿಪಡಿಸಲು, ಕಸದ ಪ್ರಮಾಣವನ್ನು ಕಡಿಮೆ ಮಾಡಲು ಮತ್ತು ಒಟ್ಟಾರೆ ಗುಣಮಟ್ಟವನ್ನು ಸುಧಾರಿಸಲು ಅನುವು ಮಾಡಿಕೊಡುತ್ತದೆ.
ಪರಿವಿಡಿ
- ಡೈ ಕಾಸ್ಟಿಂಗ್ನಲ್ಲಿ ಮೂಲ ಗುಣಮಟ್ಟ ನಿಯಂತ್ರಣ: ಸ್ಥಿರ ವಿಶ್ವಾಸಾರ್ಹತೆಯನ್ನು ಖಾತ್ರಿಪಡಿಸುವುದು
- ಡೈ ಕಾಸ್ಟಿಂಗ್ನಲ್ಲಿ ಸಾಮಾನ್ಯ ದೋಷಗಳು ಮತ್ತು ಪೇಶಾಗಿ ಡೈ ಕಾಸ್ಟಿಂಗ್ ಕಾರ್ಖಾನೆಯಲ್ಲಿ ತಡೆಗಟ್ಟುವ ತಂತ್ರಗಳು
- ಉನ್ನತ ಕಾರ್ಯಕ್ಷಮತೆಯ ಡೈ ಬಿಡಿಸುವಿಕೆಯ ಮೂಲಸ್ತಂಭಗಳಾದ ವಸ್ತು ಮತ್ತು ಪ್ರಕ್ರಿಯೆಯ ಆಯ್ಕೆ
- ಆಧುನಿಕ ಡೈ ಕಾಸ್ಟಿಂಗ್ ಕಾರ್ಖಾನೆಯಲ್ಲಿ ಉತ್ಪಾದನಾ ದಕ್ಷತೆ ಮತ್ತು ಆರ್ಥಿಕ ಪ್ರದರ್ಶನ
-
ಭವಿಷ್ಯಕ್ಕೆ ಸಿದ್ಧವಾದ ಡೈ ಕಾಸ್ಟಿಂಗ್: ಸ್ವಯಂಕ್ರಿಯತೆ, ಸ್ಥಿರತೆ ಮತ್ತು ವಿನ್ಯಾಸ ಸಹಯೋಗ
- ತಯಾರಿಕೆಗೆ ವಿನ್ಯಾಸ (ಡಿಎಫ್ಎಂ್) ಗುಣಮಟ್ಟ ಮತ್ತು ವೇಗವನ್ನು ಹೇಗೆ ಸುಧಾರಿಸುತ್ತದೆ
- ವಿಶ್ವಾಸಾರ್ಹ ಡೈ ಕಾಸ್ಟಿಂಗ್ ಕಾರ್ಖಾನೆಗಳಲ್ಲಿ ಸಹಕಾರಿ ಪ್ರೋಟೋಟೈಪಿಂಗ್ ಮತ್ತು ಅನುಕರಣ
- ಹೊಸದಾಗಿ ಉದಯಿಸುತ್ತಿರುವ ಪ್ರವೃತ್ತಿಗಳು: ಕೃತಕ ಬುದ್ಧಿಮತ್ತೆ-ಚಾಲಿತ ಗುಣಮಟ್ಟ ನಿಯಂತ್ರಣ, ಸ್ವಯಂಕ್ರಿಯತೆ ಮತ್ತು ಸ್ಥಿರತೆ
- ಸ್ಮಾರ್ಟ್ ತಯಾರಿಕೆಯೊಂದಿಗೆ ಡೈ ಕಾಸ್ಟಿಂಗ್ ಕಾರ್ಯಾಚರಣೆಗಳಿಗೆ ಭವಿಷ್ಯ-ಸುರಕ್ಷತೆ
- ಸಾಮಾನ್ಯವಾಗಿ ಕೇಳುವ ಪ್ರಶ್ನೆಗಳು