




A nyomásos öntés alapvető minőségellenőrzése: a folyamatos megbízhatóság biztosítása
Minőségbiztosítás az öntés előtt: anyagvizsgálat és tervezési szimuláció
A minőségellenőrzés jó öntöde esetében sokkal korábban kezdődik, mint ahogy az emberek általában gondolnák. Mielőtt forró fém kerülne az öntőformákba, különféle anyagvizsgálatokat végeznek annak ellenőrzésére, hogy az ötvözetek megfelelőek-e és hogyan viselkednek hőhatásra. Ez segít azon problémák időben történő felismerésében, amelyek később légbuborékokhoz vagy repedésekhez vezethetnek. Az iparág napjainkra elég fejlett lett a szimulációs eszközök használatában is. Ezek a programok elemzik az öntőforma-terveket, és kiszámítják, hol merülhetnek fel problémák az öntés során. A 2023-as adatok szerint azok a vállalatok, amelyek ezt a technológiát alkalmazzák, körülbelül 35%-kal csökkentették prototípus-költségeiket. És amikor a gyártók betartják az ISO 9001 szabványt az anyagok tekintetében, akkor termékeik méreteltérése átlagosan körülbelül 40%-kal alacsonyabb, mint a tanúsítás nélküli helyeknél. Egyáltalán nem meglepő, hiszen a szabványosított folyamatok egyszerűen jobban működnek.

Folyamatközbeni figyelés és statisztikai folyamatszabályozás az egységesség érdekében
A valós idejű szenzorok nyomástartományt (±1,5% pontosság) és öntőforma-hőmérsékletet (±2 °C eltérés) követnek figyelemmel, és adatokat szolgáltatnak a statisztikai folyamatszabályozó (SPC) rendszereknek. Ez lehetővé teszi a 4σ szabályozási határokon túlmutató eltérések azonnali korrigálását – e gyakorlatról kimutatták, hogy 28%-kal csökkenti a selejtarányt az alumínium öntési alkalmazásokban.

Öntés utáni ellenőrzés és rombolásmentes vizsgálati módszerek
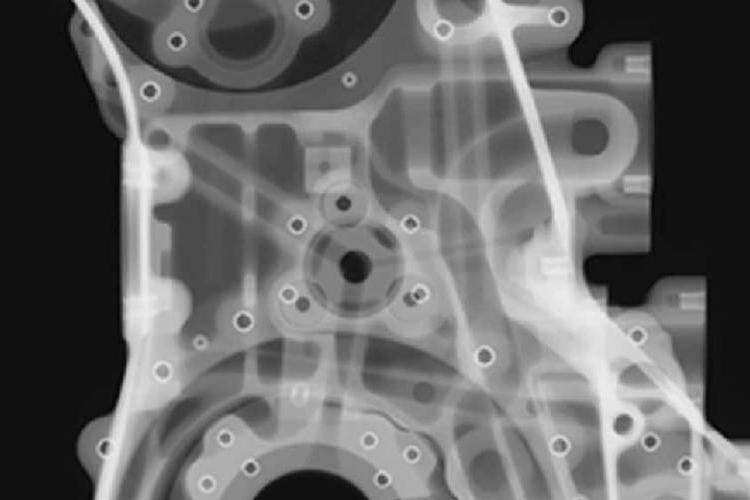
Az automatizált koordináta mérőgépek (CMM) 5 µm-es tűréshatáron belül ellenőrzik az alkatrészek méreteit, míg az röntgenvizsgálat olyan alulról elhelyezkedő hibákat tár fel, amelyek a szemrevételezéssel nem észlelhetők. A vezető létesítmények fázishasításos ultrahangos vizsgálatot alkalmaznak a nagy terhelésű alkatrészek 100%-ának ellenőrzésére, így 0,02%-nál alacsonyabb hibaelkerülési arányt érve el.
Méretpontosság és forma karbantartási legjobb gyakorlatok
A megelőző forma-karbantartási ütemtervek minden 50 000 ciklus után megőrzik a kritikus hézagszélességeket (±0,005 mm). A plazma-nterelt formafelületek háromszor hosszabb ideig képesek fenntartani a felületi érdesség előírását (Ra ≤0,8 µm), mint a hagyományos bevonatok, közvetlenül befolyásolva az alkatrészek konzisztenciáját a termelési tételen belül.

Korszerű technológiák szerepe a modern öntőformázási minőségbiztosításban
Az AI-alapú látórendszerek jelenleg 12-szer gyorsabban ismerik fel a mikrohibákat (≤0,1 mm), mint az emberi ellenőrök. A zárt körű, valós idejű folyamatszabályozó rendszerek automatikusan egyszerre állítják be a gép 23 paraméterét, így optimális körülményeket tartanak fenn az ötvözet adagolási változásai ellenére. Ezek az eljárások együttesen határozzák meg egy modern öntőformázó üzem működési kiválóságát.
Gyakori hibák az öntésben és megelőzésük stratégiái egy szakmai öntödei gyárban
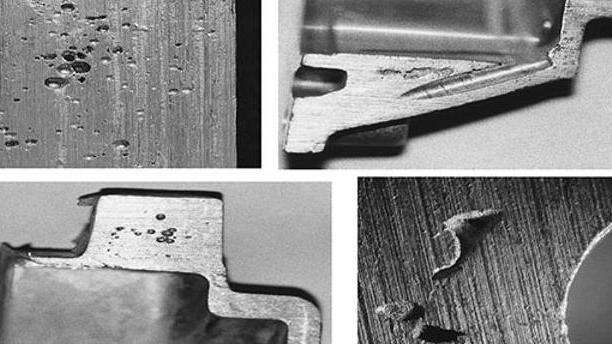
Gyakori öntési hibák azonosítása: porozitás, hidegvarratok és peremképződés
Az ország alumínium nyomásos öntödeiben a becsapódott gázok okozta pórusosság, az össze nem olvadó fém következtében keletkező hidegvarratok, valamint a felesleges anyag kinyomódása miatt keletkező peremképződés körülbelül az összes gyártósoron előforduló minőségi probléma 60–65%-át teszi ki. Ezek a hibák leggyakrabban az intenzív nagy nyomású befecskendezési szakaszok alatt kezdenek jelentkezni. Ha az öntőformákat nem megfelelően szellőztetik, vagy ha a folyamat során hőmérséklet-ingadozások lépnek fel, az a végső termék szerkezeti gyengeségeihez vezet. Ezekkel a gyakori hibákkal szembeni küzdelem érdekében számos modern gyártóüzem napjainkban erősen támaszkodik az infravörös termográfiai szkennelőberendezésekre, valamint kifinomult prediktív karbantartási rendszerekre az öntőformák esetében. Néhány üzem már olyan valós idejű figyelőrendszereket is bevezetett, amelyek riasztják a műszakvezetőket, mielőtt a potenciális problémák tényleges termelésleállást okoznának.
Az alumíniumöntvények megbízhatóságának gyökéroka és megelőzési stratégiái
A vizsgálatok szerint a hibák 68%-a a helytelen öntőrendszer-tervezésből és elegendő ötvözet-lefejtés hiányából származik. A vezető gyárak valós idejű nyomásérzékelőket és automatizált viszkozitás-szabályozókat alkalmaznak az ±1,5% paraméterpontosság fenntartása érdekében az öntés során. A réteges hűtési rendszerek bevezetése 38%-kal csökkenti a hidegzárási hibák előfordulását, míg az MI-alapú pórusosodási előrejelző modellek 92%-os pontossággal képesek a hibák észlelésére a termelés megkezdése előtt.
Esettanulmány: Hibaszázalék csökkentése folyamatoptimalizálással
Egy 2023-as gépjárműszállító kezdeményezés vákuumsegédletű öntést kombinált MI-alapú áramlási szimulációkkal, amelyek 87%-kal csökkentették a pórusosságból eredő selejtet (Casting-YZ, 2024). Az optimalizált folyamat 14%-kal rövidítette az ciklusidőt, miközben javult a szakítószilárdság konzisztenciája 12 kritikus alkatrész esetében, ami bemutatja, hogyan emelik a fejlett folyamatszabályozások a minőséget és hatékonyságot az öntödei gyárakban.
Anyag- és folyamatválasztás: A nagyteljesítményű öntés alapjai
A nyomásos öntéshez használt anyagok: alumínium, cink, magnézium és rézötvözetek
Az anyagválasztás közvetlenül meghatározza az alkatrészek teljesítményét a nyomásos öntőrendszerekben. Négy ötvözet dominál az ipari alkalmazásokban:
- Alumínium-ligaturából (A380, ADC12) optimális szilárdság-súly arányt (2,7 g/cm³) és korrózióállóságot biztosítanak, ezért az autóipari alkatrészek 62%-ában használatosak, például motorblokkoknál (2024 Material Guide)
- Cink Ligaturák (ZA-8, Zamak) lehetővé teszik a bonyolult geometriák kialakítását elektronikai és orvostechnikai eszközök esetében a kiváló öntőforma-áramlásnak köszönhetően
- Magnézium Ligaturák (AZ91D) repülőgépipari minőségű könnyűséget nyújtanak a szerkezeti integritás áldozása nélkül
- Bronzötvözetek (C87800) speciális szerepet töltenek be hő-/elektromos rendszerekben
A legfrissebb gyártási elemzések azt mutatják, hogy az alumínium dominanciájának oka az automatizált nyomásos öntőüzemi folyamatokkal való kompatibilitása és 100%-os újrahasznosíthatósága.
Miért dominál az alumínium nyomásos öntése a magas teljesítményű alkalmazásokban
Az alumínium három tényező miatt felülmúlja az alternatívákat tartósságigényes helyzetekben:
- 40%-kal alacsonyabb hőtágulás cinkhez képest, így biztosítja az állóságot a motoralkatrészekben
- Természetes oxidréteg kialakulása korrózióállóságért bevonatok nélkül
- Energiahatékonyság gyártás során (30%-kal kevesebb energia magnéziumhoz képest)
Fontos szempontok a sikeres nagynyomású öntésben
Egy szakmai öntödegyárnek a következőket kell kiegyensúlyoznia:
- Záróerők : 800–2500 tonna az egységes falvastagság érdekében
- Hűtési sebességek : 2–3 °C/másodperc, hogy megelőzze a pórusosságot vékony szakaszokban
- Formabevonatok : TiN vagy CrN rétegek, amelyek 300%-kal meghosszabbítják az élek élettartamát

Gyártási hatékonyság és gazdasági teljesítmény egy modern nyomásos öntödei üzemben
A nyomásos öntés előnyei: hatékonyság, szilárdság és költséghatékonyság
A mai öntödeák valóban feljavították játékukat a gyors termelési ciklusokkal és a közel nettó alakú gyártási technikákkal. Ez a módszer körülbelül 30–40 százalékkal csökkenti az egységköltségeket 10 000 egységet meghaladó tételszám esetén, ahogyan az elmúlt év Manufacturing Insights jelentése is mutatta. Ennek sikerét a kevesebb mint 60 másodperces ciklusidő biztosítja a kis alumínium alkatrészeknél, valamint a kiváló anyagkihasználás. A fejlett befecskendezési rendszerek és az automatikus levágás akár 95 százalékos fémfelhasználást tesznek lehetővé minden egyes tételnél. Az iparági jelentések szerint az automatizálás javulása miatt azok a műhelyek, amelyek robotokat alkalmaznak például a forma befestésére vagy az alkatrészek eltávolítására, körülbelül egynegyedével csökkentik a munkaerőköltségeket anélkül, hogy jelentősen romlana a minőség. Ezek az üzemek általában 1 százalék alatti hibaszázalékot tartanak fenn, ami elég lenyűgöző tekintve, mennyivel gyorsabban működnek ma.
Szerszámköltségek és térfogat kiegyensúlyozása gazdaságos hatékonyság érdekében
A többüreges formák előkészítésének kezdeti költsége gyakran meghaladja a 150 000 dollárt, de amint a termelés eléri körülbelül az 5000 egységet, a nyomásos öntés gazdaságilag előnyössé válik, mivel minden további egység lényegesen alacsonyabb költséggel állítható elő. Az elmúlt év egyik iparági kutatása szerint a Precision Economics-től, azok a gyártók, akik sikerül visszahozniuk a szerszámköltségeket mindössze 18 hónap alatt, körülbelül 22 százalékkal magasabb megtérülést érnek el azokhoz képest, akik kisebb tételnagyságokkal dolgoznak. Az anyagok megfelelő megválasztása is nagy különbséget jelent. Az alumínium kiemelkedik, mivel körülbelül 85%-a végül újrahasznosításra kerül, ami hosszú távon segít az anyagköltségek csökkentésében. Eközben a cinkötvözetekkel való munkavégzés gépalkatrészek tekintetében pénzt takarít meg, mivel az alkatrészek olyan jó felületminőséggel kerülnek ki az öntőformából, hogy nincs szükség sok plusz utómunkára.
Termelékenység-értékelési mutatók nagy teljesítményű nyomásos öntési műveletek esetén
A legjobb eredményt elérő gyárak három fő mutatót figyelnek:
- Összesített Berendezés Hatékonyság (OEE) : >75% optimális gépkihasználtságot jelez
- Ciklusidő-ingadozás : <5%-os eltérés biztosítja az előrejelezhető kimenetet
- Költség-kilogrammonként : Az energia-, munka- és anyagköltségeket egyesíti a hatékonyság átfogó nyomon követése érdekében
A vezető gyártók, akik valós idejű OEE irányítópultokat használnak, azt jelentik, hogy 18%-kal gyorsabb szűk keresztmetszet-azonosítás és 12%-os éves termelékenységnövekedés érhető el, ami bizonyítja, hogy az adatvezérelt döntéshozatal a versenyképes öntőüzemekben már nem választható ki.
Jövőbiztos öntés: Automatizálás, fenntarthatóság és tervezési együttműködés
Hogyan javítja a gyártáskönnyítés tervezése a minőséget és a sebességet
Amikor a vállalatok már a termékfejlesztés kezdetétől fogva alkalmazzák a gyártásbarát tervezés (DFM) elveit, jelentős csökkentést érhetnek el az anyagpazarlásban és a gyártási időben is a fő öntőműveletek során. Egyes gyárak körülbelül 40%-kal rövidítették le ciklusidejüket pusztán azáltal, hogy korai szakaszban beépítették ezeket az alapelveket. A lényeg abban rejlik, hogyan alakítják ki a mérnökök az alkatrészeket úgy, hogy jobban illeszkedjenek a gyártási korlátokhoz. Általában elkerülik az olyan nehézkes területeket, mint a vékony falak és az összetett alulmaradások, amelyek gyakran problémákat okoznak az öntés során. A 2023-as gyártósori adatokat vizsgálva a gyártók azt tapasztalták, hogy a DFM elveire építve tervezett alkatrészek körülbelül 35%-kal kevesebb javítást igényeltek az öntés után, mint a régebbi tervek. Ez kevesebb átdolgozást, alacsonyabb költségeket és végül elégedettebb vásárlókat jelent, akik minőségi termékeket kapnak gyorsabban.
Kollaboratív prototípuskészítés és szimuláció megbízható öntödei gyárakban
A fejlett szimulációs platformok lehetővé teszik a tervezőcsapatok és a gyártási mérnökök közötti valósidejű együttműködést. A felhőalapú rendszerek egyszerre értékelik a kitöltési mintákat és a hőfeszültségeket, csökkentve a prototípus-iterációkat 50%-kal. Ez a digitális ikermegközelítés a virtuális környezetben érvényesíti az öntőformaterveket a fizikai szerszámok üzembe helyezése előtt, így biztosítva a piacra kerülés gyorsabb időtartamát.
Újonnan kialakuló trendek: MI-vezérelt minőségellenőrzés, automatizálás és fenntarthatóság
A mai létesítmények majdnem zéró hibaszázalékot érnek el köszönhetően azoknak az okos, mesterséges intelligencián alapuló látórendszereknek. Ezek az előrehaladott 'szemek' több mint 500 különböző tényezőt ellenőriznek minden egyes öntési ciklus során. Az eredmény? A pórusosságból adódó selejt körülbelül 62%-kal csökkent, mindezt anélkül, hogy lassítanák a termelési sebességet – ezt igazolja az Advanced Casting Journal múlt évének jelentése. Ugyanakkor a vállalatok elkezdték bevezetni az automatizált kenőrendszereket a zárt hűtőkörökkel együtt. Ez a kombináció majdnem 28%-kal csökkentette az energiafogyasztást a régebbi módszerekhez képest. A fenntarthatóságról szóló iparági jelentések azt mutatják, hogy ezek a fejlesztések nemcsak elméletben léteznek, hanem valóságosan is megvalósulnak az ország gyártóüzemeiben.
Öntőformák jövőbiztosítása okos gyártástechnológiával
A vezető gyárak IoT-érzékelőket integrálnak a termelési sorokba, lehetővé téve az előrejelző karbantartást, amely 73%-kal csökkenti a tervezetlen leállásokat. Ez az okos létesítmények felé történő áttérés ötvözi a valós idejű folyamatadatokat az erőforrás-tervezési rendszerekkel, rugalmas ökoszisztémákat létrehozva, amelyek készen állnak az ipar 4.0 követelményeire.
GYIK
Milyen gyakori hibák fordulnak elő az öntésnél?
Az öntésnél gyakori hibák a becsapódott gázok miatti pórusosság, a hideg záródások, ahol a fém nem olvad teljesen össze, valamint a többlet anyag szivárgása miatt keletkező peremképződés. Ezek a problémák általában a nagy nyomású befecskendezési szakaszban merülnek fel.
Hogyan javítja a szimuláció az öntési minőséget?
A szimulációs eszközök előrejelezhetik, hogy hol merülhetnek fel problémák a kitöltési folyamat során, lehetővé téve a gyártók számára az eljárások szabványosítását és az öntőformák optimalizálását, ami körülbelül 35%-kal csökkentheti a prototípus-költségeket.
Miért részesíti előnyben az alumíniumot a magas teljesítményű öntés?
Az alumíniumot előnyben részesítik optimális szilárdság-súly aránya, korrózióállósága, alacsony hőtágulása és az előállítás során elért energiahatékonysága miatt, így ideális választás a tartósságot igénylő alkalmazásokhoz.
Milyen előnyöket jelent a valós idejű monitorozás az öntési eljárásban?
A szenzorokkal történő valós idejű monitorozás pontos nyomon követést tesz lehetővé az befecskendezési nyomásokról és az öntőformák hőmérsékletéről, lehetővé téve az azonnali eltérések korrigálását, a selejtarány csökkentését és az általános minőség javítását.
Tartalomjegyzék
- A nyomásos öntés alapvető minőségellenőrzése: a folyamatos megbízhatóság biztosítása
- Gyakori hibák az öntésben és megelőzésük stratégiái egy szakmai öntödei gyárban
- Anyag- és folyamatválasztás: A nagyteljesítményű öntés alapjai
- Gyártási hatékonyság és gazdasági teljesítmény egy modern nyomásos öntödei üzemben
- Jövőbiztos öntés: Automatizálás, fenntarthatóság és tervezési együttműködés
- GYIK