




Kvalitetskontroll i kärnan vid die-casting: Säkerställ konsekvent pålitlighet
Kvalitetsåtgärder före gjutning: Materialbedömning och designsimulering
Kvalitetskontrollen börjar mycket tidigare än de flesta tror vid en bra die-cast-anläggning. Innan något hett metall går in i formar, utför man alla typer av tester på material för att kontrollera om legeringarna är rätt och hur de hanterar värme. Detta hjälper till att upptäcka problem som kan orsaka saker som luftfickor eller sprickor längre fram. Branchen har blivit ganska klok på att använda simuleringsverktyg dessa dagar också. Dessa program analyserar formdesign och identifierar var problem kan uppstå under fyllnadsprocessen. Enligt vissa senaste siffror från 2023 minskade företag som använder denna teknik sina prototypkostnader med cirka 35 %. Och när tillverkare följer ISO 9001-standarder för material? Då får de vanligtvis ungefär 40 % färre storleksavvikelser i sina produkter jämfört med platser utan certifiering. Det är ju rimligt egentligen, eftersom standardiserade processer helt enkelt fungerar bättre överlag.

Övervakning under processen och statistisk processstyrning för konsekvens
Realtidsensorer spårar injektionstryck (±1,5 % noggrannhet) och formtemperaturer (±2 °C variation) och matar data till statistiska processstyrningssystem (SPC). Detta möjliggör omedelbar korrigering av avvikelser som överstiger 4σ-gränserna – en metod som visat sig minska spillnivån med 28 % inom aluminiumtryckgjutningsapplikationer.

Granskning efter gjutning och metoder för icke-destruktiv provning
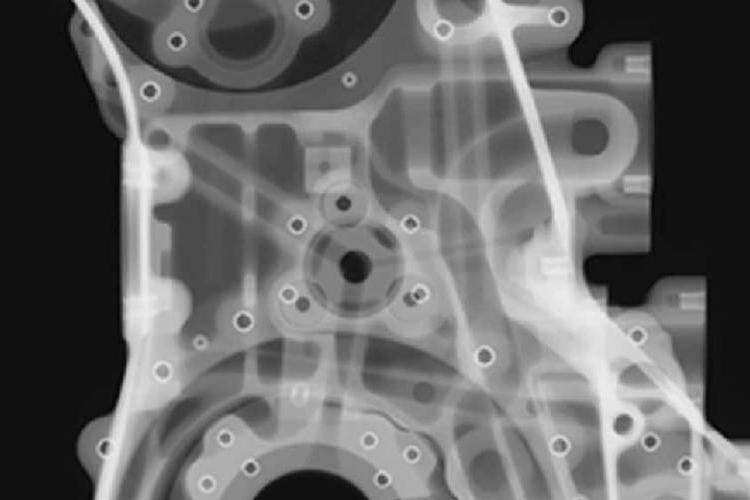
Automatiserade koordinatmätningsmaskiner (CMM) verifierar delarnas dimensioner inom 5 µm tolerans, medan röntgeninspektion identifierar underytliga fel som inte kan upptäckas vid visuell granskning. Ledande anläggningar använder fasade ultraljudsprovning för att undersöka 100 % av komponenter utsatta för hög belastning, vilket resulterar i defektförlustrater under 0,02 %.
Dimensionell noggrannhet och bästa metoder för formunderhåll
Förebyggande underhållsscheman för verktyg var 50 000 cykler bevarar kritiska toleranser (±0,005 mm). Plasmabehandlade nitrierade verktygytor upprätthåller krav på ytfinish (Ra ≤0,8 µm) tre gånger längre än konventionella beläggningar, vilket direkt påverkar delkonsekvensen mellan produktionsomgångar.

Rollen av avancerade teknologier i modern kvalitetssäkring vid tryckgjutning
AI-drivna visuella inspektionssystem kan nu upptäcka mikrodefekter (≤0,1 mm) 12 gånger snabbare än mänskliga inspektörer. Stängda reglersystem med realtidsövervakning justerar automatiskt 23 maskinparametrar samtidigt och upprätthåller optimala förhållanden trots variationer i legeringsomgångar. Dessa protokoll tillsammans definierar driftsprestanda i en modern tryckgjutningsfabrik.
Vanliga fel vid tryckgjutning och förebyggande strategier i en professionell tryckgjutningsfabrik
Identifiering av vanliga gjutfel: Porositet, kalla skarvar och flash
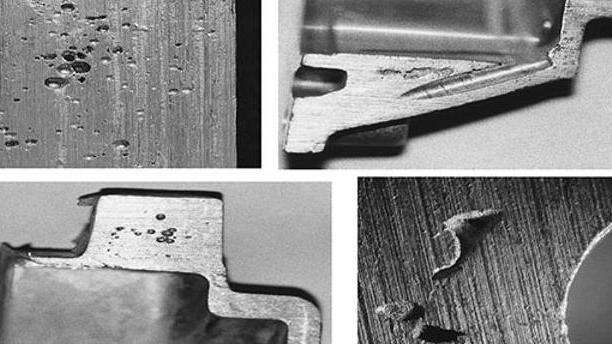
I aluminiumtryckgjutningsverkstäder över hela landet utgör porositet orsakad av inneslutna gaser, kallstängningar när metallen inte fullt ut smälter samman och släppage på grund av överskottsmaterial som pressas ut cirka 60–65 % av alla kvalitetsproblem som uppstår på produktionslinjerna. De flesta av dessa problem börjar oftast visa sig under de intensiva stadierna med högt tryck. När formarna inte ventileras tillräckligt bra eller när det sker temperaturvariationer under processen leder det till strukturella svagheter i det färdiga produkten. För att bekämpa dessa vanliga defekter förlitar sig många moderna tillverkningsanläggningar idag i stor utsträckning på infraröd termografiutrustning tillsammans med sofistikerade system för prediktiv underhåll av sina formar. Vissa anläggningar har till och med börjat implementera lösningar för övervakning i realtid som varnar operatörer innan potentiella problem blir faktiska produktionsavbrott.
Rotorsaker och förebyggande strategier för tillförlitlighet vid aluminiumgjutning
Analys visar att 68 % av defekterna orsakas av felaktig gjutformsgestaltning och otillräcklig legeringsdegasning. Ledande fabriker använder trycksensorer i realtid och automatiserad viskositetsstyrning för att upprätthålla en parameternoggrannhet på ±1,5 % under gjutprocessen. Genom att införa stegvis kylning minskas kallsvetsförekomster med 38 %, medan AI-drivna porositetsprediktionsmodeller uppnår en defektdetektering på 92 % innan produktionen startar.
Fallstudie: Minskning av defekttakten genom processoptimering
En initiativ från 2023 inom en fordonsleverantör kombinerade vakuumassisterat diesjutning med AI-drivna flödessimuleringar för att minska skrotandel på grund av porositet med 87 % (Casting-YZ, 2024). Den optimerade processen minskade cykeltiderna med 14 % samtidigt som dragstyrkekonsekvensen förbättrades över 12 kritiska komponenter, vilket visar hur avancerad processkontroll höjer både kvalitet och effektivitet i diesjutningsfabriker.
Material- och processval: Grundvalen för högpresterande diesjutning
Materialer använda i tryckgjutning: Aluminium, Zink, Magnesium och Kopparlegeringar
Materialval avgör direkt komponenternas prestanda i tryckgjutningssystem. Fyra legeringar dominerar industriella tillämpningar:
- Aluminiumlegeringar (A380, ADC12) ger optimalt hållfasthets-till-viktförhållande (2,7 g/cm³) och korrosionsmotstånd, vilket driver deras användning i 62 % av fordonskomponenter som motorblock (2024 Material Guide)
- Zinklegeringar (ZA-8, Zamak) möjliggör komplexa geometrier för elektronik och medicinska enheter tack vare överlägsen formspridning
- Magnesiumlegeringar (AZ91D) levererar flyg- och rymdgradens lättvikt utan att offra strukturell integritet
- Kopparlegeringar (C87800) fyller specialiserade roller i termiska/elektriska system
Nyliga tillverkningsanalyser visar att aluminiums dominans beror på dess kompatibilitet med automatiserade processer i tryckgjutningsfabriker och 100 % återvinningsbarhet.
Varför aluminiumtryckgjutning dominerar högpresterande tillämpningar
Aluminium överträffar alternativen i scenarioer där hållbarhet är kritisk, på grund av tre faktorer:
- 40 % lägre termisk expansion än zink, vilket säkerställer stabilitet i motordelar
- Naturlig bildning av oxidlager för korrosionsmotstånd utan pålägg
- Energieffektivitet vid produktion (30 % mindre energi jämfört med magnesium)
Viktiga överväganden för framgång vid högtrycksformgjutning
En professionell formgjuteri måste balansera:
- Låskrafter : 800–2 500 ton för konsekvent väggtjocklek
- Kylhastigheter : 2–3 °C/sek för att förhindra porositet i tunna sektioner
- Formbeläggningar : TiN- eller CrN-lager som förlänger verktygslivslängden med 300 %

Produktionseffektivitet och ekonomisk prestanda i en modern formgjutningsfabrik
Fördelar med formgjutning: Effektivitet, hållfasthet och kostnadseffektivitet
Dagens die-cast-anläggningar har verkligen höjt sitt spel med snabba produktionscykler och nära nettoform-tillverkningsmetoder. Denna metod minskar kostnaden per enhet med cirka 30 till 40 procent vid tillverkning av serier över 10 000 enheter, enligt Manufacturing Insights från förra året. Det som gör att detta fungerar så bra är kombinationen av extremt snabba cykeltider under 60 sekunder för små aluminiumdelar samt enastående materialutnyttjande. Avancerade ingjutningssystem och automatisk beskärning bidrar till att upp till 95 % av metallen utnyttjas i varje batch. Enligt branschrapporter om automatiseringsförbättringar visar det sig att verkstäder som använder robotar för uppgifter som formbesprutning och deltagning faktiskt kan minska arbetskostnaderna med ungefär en fjärdedel utan att kvalitén nämnvärt försämras. Dessa anläggningar håller vanligtvis defektrater under 1 %, vilket är imponerande med tanke på hur mycket snabbare de arbetar idag.
Balansera verktygskostnader och volymproduktion för ekonomisk effektivitet
Den initiala kostnaden för verktyg till flerkavitetssprutformar överstiger ofta 150 000 USD, men när produktionen når cirka 5 000 enheter börjar sändning bli ekonomiskt förmånligt eftersom varje ytterligare enhet kostar avsevärt mindre att tillverka. Enligt vissa branschstudier från Precision Economics förra året ser tillverkare som lyckas återvinna sina verktygskostnader inom endast 18 månader en ungefär 22 procent högre avkastning på investeringen jämfört med de som är fast i mindre produktionsstorlekar. Att välja material på ett klokt sätt gör också stor skillnad. Aluminium sticker ut eftersom cirka 85 % av det så småningom återvinns, vilket hjälper till att hålla materiella kostnader nere över tid. Samtidigt sparar man pengar genom att arbeta med zinklegeringar eftersom delarna kommer ut ur formen med så god ytkvalitet redan från början att det finns mindre behov av extra efterbehandling.
Mått för produktivitetsutvärdering i högkapacitativa sändrumsoperationer
De mest presterande fabrikerna övervakar tre nyckelmått:
- Total utrustningseffektivitet (OEE) : >75 % indikerar optimal maskinutnyttjande
- Cykeltidsvariation : <5 % avvikelse säkerställer förutsägbar produktion
- Kostnad per kilogram : Kombinerar energi-, arbets- och materialkostnader för helhetsbedömning av effektivitet
Ledande tillverkare som använder realtids-OEE-paneler rapporterar 18 % snabbare identifiering av flaskhalsar och 12 % årlig ökning av kapacitetsutnyttjande, vilket bevisar att datadrivet beslutsfattande inte längre är valfritt i konkurrensutsatta gjutprocesser.
Framtidsklar gjutning: Automatisering, hållbarhet och samarbete i design
Hur design för tillverkbarhet förbättrar kvalitet och hastighet
När företag tillämpar design för tillverkbarhet (DFM) redan från början av produktutvecklingen ser de betydande minskningar av både materialspill och produktionstid i större die-casting-operationer. Vissa fabriker rapporterar att de har kunnat minska sina cykeltider med cirka 40 % genom att tidigt införliva dessa principer. Nyckeln ligger i hur ingenjörer formger delar så att de fungerar bättre med tillverkningens begränsningar. De undviker ofta de svåra områdena som tunna väggar och komplicerade underkastningar, vilket ofta leder till gjutproblem längre fram. Enligt faktiska produktionsdata från 2023 upptäckte tillverkare att delar som designats med DFM i åtanke behövde ungefär 35 % mindre reparation efter gjutning jämfört med äldre design. Det innebär mindre omarbetning, lägre kostnader och slutligen nöjdare kunder som får kvalitetsprodukter snabbare.
Samverkande prototypframställning och simulering i pålitliga die-casting-fabriker
Avancerade simuleringsplattformar möjliggör realtidskollaboration mellan designteam och produktionsingenjörer. Molnbaserade system tillåter samtidig utvärdering av fyllningsmönster och termiska spänningar, vilket minskar antalet prototypiterationer med 50 %. Denna digitala tvillingmetod verifierar formdesign i virtuella miljöer innan fysisk verktygsutrustning tas i drift, vilket säkerställer snabbare marknadsföring.
Kommande trender: AI-drivet kvalitetskontroll, automatisering och hållbarhet
Anläggningar i dag uppnår nästan noll fel tack vare de smarta visionssystemen som drivs av artificiell intelligens. Dessa avancerade ögon kontrollerar över 500 olika faktorer under varje gjutcykel. Resultatet? En dramatisk minskning av spillor orsakade av porositetsproblem, ned med cirka 62 %, och allt detta utan att sänka produktionshastigheterna enligt Advanced Casting Journal från förra året. Samtidigt har företag börjat implementera automatiserade smörjsystem tillsammans med slutna kylkretsar. Den här kombinationen har minskat energiförbrukningen med nästan 28 % jämfört med äldre metoder. Branschrapporter om hållbarhet visar att dessa förbättringar inte bara är teoretiska utan faktiskt sker på tillverkningsanläggningar över hela landet.
Framtidsäkra verksamheten inom stöpperie med smart tillverkning
Ledande fabriker integrerar IoT-sensorer över hela produktionslinjerna, vilket möjliggör prediktiv underhåll som minskar oplanerat stopp med 73 %. Denna förskjutning mot smarta anläggningar kombinerar realtidsprocessdata med system för planering av företagsresurser och skapar flexibla ekosystem redo för kraven inom Industri 4.0.
Vanliga frågor
Vilka vanliga fel uppstår vid tryckgjutning?
Vanliga fel vid tryckgjutning inkluderar porositet orsakad av instängda gaser, kalla stängningar där metallen inte fullt ut smälter samman samt släppage av överskottsmaterial. Dessa problem uppstår oftast under högtrycksinjektionsstegen.
Hur förbättrar simulering kvaliteten vid tryckgjutning?
Simuleringsverktyg förutsäger var problem kan uppstå under fyllningsprocessen, vilket gör det möjligt för tillverkare att standardisera procedurer och optimera gjutformar, vilket kan minska prototypkostnaderna med cirka 35 %.
Varför föredras aluminium vid högpresterande tryckgjutning?
Aluminium föredras för sin optimala hållfasthet i förhållande till vikt, korrosionsbeständighet, lägre termisk expansion och energieffektivitet vid produktion, vilket gör det idealiskt för tillämpningar där hållbarhet är kritisk.
Vilka fördelar ger övervakning i realtid för tryckgjutning?
Övervakning i realtid med sensorer möjliggör noggrann spårning av injiceringstryck och formtemperaturer, vilket gör det möjligt att omedelbart korrigera avvikelser, minska spillnivån och förbättra den totala kvaliteten.
Innehållsförteckning
- Kvalitetskontroll i kärnan vid die-casting: Säkerställ konsekvent pålitlighet
- Vanliga fel vid tryckgjutning och förebyggande strategier i en professionell tryckgjutningsfabrik
- Material- och processval: Grundvalen för högpresterande diesjutning
- Produktionseffektivitet och ekonomisk prestanda i en modern formgjutningsfabrik
- Framtidsklar gjutning: Automatisering, hållbarhet och samarbete i design
- Vanliga frågor