




Controllo qualità fondamentale nella pressofusione: garantire un'affidabilità costante
Misure preventive di qualità prima della fusione: valutazione dei materiali e simulazione del progetto
Il controllo della qualità inizia molto prima di quanto la maggior parte della gente pensi, in un buon impianto di pressofusione. Prima che qualsiasi metallo fuso venga inserito negli stampi, vengono effettuati svariati test sui materiali per verificare se le leghe siano corrette e come reagiscono al calore. Questo aiuta a individuare problemi che potrebbero causare, in seguito, difetti come bolle d'aria o crepe. Negli ultimi tempi, il settore ha fatto grandi passi avanti nell'uso di strumenti di simulazione. Questi programmi analizzano i progetti degli stampi e identificano i punti in cui potrebbero verificarsi problemi durante il riempimento. Secondo alcuni dati recenti del 2023, le aziende che utilizzano questa tecnologia hanno ridotto i costi dei prototipi di circa il 35%. E quando i produttori seguono gli standard ISO 9001 per i materiali? Di solito riscontrano circa il 40% in meno di differenze dimensionali nei loro prodotti rispetto agli stabilimenti non certificati. È logico, dato che processi standardizzati funzionano semplicemente meglio nel complesso.

Monitoraggio in-process e controllo statistico del processo per la coerenza
I sensori in tempo reale monitorano le pressioni di iniezione (accuratezza ±1,5%) e le temperature degli stampi (varianza ±2 °C), fornendo dati ai sistemi di controllo statistico del processo (SPC). Ciò consente la correzione immediata di deviazioni che superano i limiti di controllo 4σ — una pratica dimostratasi in grado di ridurre gli scarti del 28% nelle applicazioni di pressofusione in alluminio.

Ispezione post-fusione e metodi di prova non distruttiva
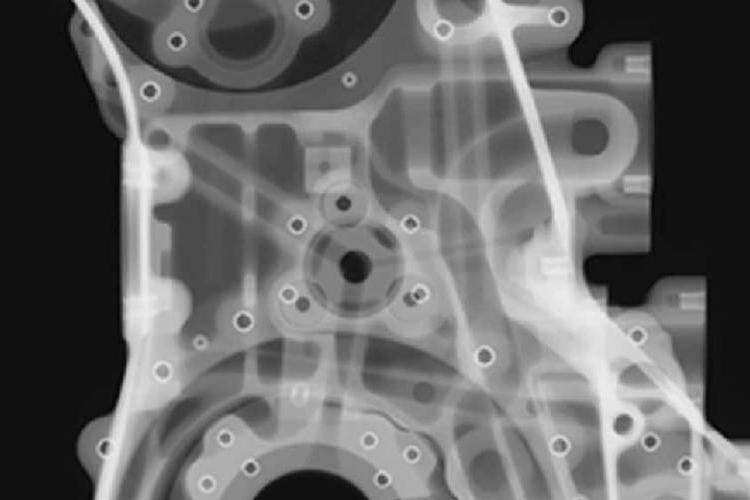
Macchine di misura automatiche a coordinate (CMM) verificano le dimensioni dei pezzi con tolleranze entro 5 µm, mentre l'ispezione a raggi X identifica difetti sottosuperficiali non rilevabili con controlli visivi. Gli impianti più avanzati impiegano prove ultrasoniche con array phased per esaminare il 100% dei componenti ad alta sollecitazione, raggiungendo tassi di fuga dei difetti inferiori allo 0,02%.
Pratiche ottimali per l'accuratezza dimensionale e la manutenzione degli stampi
I programmi di manutenzione preventiva degli stampi ogni 50.000 cicli preservano i giochi critici (±0,005 mm). Le superfici degli stampi trattate al plasma con nitrurazione mantengono i requisiti di finitura superficiale (Ra ≤0,8 µm) per un periodo 3 volte più lungo rispetto ai rivestimenti convenzionali, influenzando direttamente la coerenza dei pezzi tra diversi lotti produttivi.

Ruolo delle tecnologie avanzate nel controllo qualità moderno della pressofusione
I sistemi di visione basati su intelligenza artificiale rilevano oggi difetti microscopici (≤0,1 mm) 12 volte più velocemente degli ispettori umani. I sistemi di monitoraggio in tempo reale con retroazione chiudono automaticamente il ciclo regolando contemporaneamente 23 parametri della macchina, mantenendo condizioni ottimali nonostante le variazioni tra diverse partite di lega. Questi protocolli definiscono complessivamente l'eccellenza operativa di una moderna fonderia a pressofusione.
Difetti comuni nella pressofusione e strategie di prevenzione in una fonderia professionale
Identificazione dei difetti comuni nella fusione: porosità, freddature, sbavature
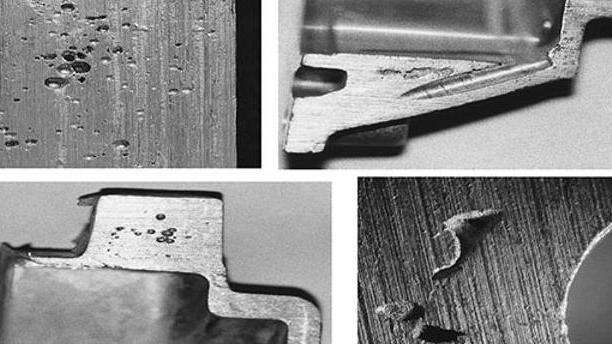
Nei reparti di pressofusione in alluminio presenti in tutto il paese, la porosità causata dai gas intrappolati, le linee di fusione fredda quando il metallo non si fonde completamente e le sbavature provocate dall'eccesso di materiale spinto fuori rappresentano circa il 60-65% di tutti i problemi di qualità riscontrati sulle linee di produzione. La maggior parte di questi problemi inizia a manifestarsi durante le intense fasi di iniezione ad alta pressione. Quando gli stampi non sono adeguatamente ventilati o si verificano fluttuazioni di temperatura durante il processo, ciò porta a debolezze strutturali nel prodotto finale. Per contrastare efficacemente questi difetti comuni, molte strutture produttive moderne oggi fanno ampio affidamento su apparecchiature per la termografia a infrarossi e su sofisticati sistemi predittivi di manutenzione per i loro stampi. Alcune aziende hanno addirittura iniziato ad implementare soluzioni di monitoraggio in tempo reale che avvisano gli operatori prima che potenziali problemi si trasformino in fermi di produzione effettivi.
Cause Profonde e Strategie di Prevenzione per l'Affidabilità della Fusione dell'Alluminio
L'analisi mostra che il 68% dei difetti deriva da un design inadeguato del sistema di alimentazione e da un insufficiente degasaggio della lega. Le principali fabbriche impiegano sensori di pressione in tempo reale e controlli automatici della viscosità per mantenere un'accuratezza dei parametri pari a ±1,5% durante la fusione. L'implementazione di regimi di raffreddamento stratificati riduce le chiusure fredde del 38%, mentre i modelli predittivi di porosità basati sull'intelligenza artificiale raggiungono un'accuratezza del 92% nel rilevamento dei difetti prima della produzione.
Caso di studio: Riduzione dei tassi di difetto attraverso l'ottimizzazione del processo
Un'iniziativa del 2023 di un fornitore automobilistico ha combinato la fusione a stampo assistita da vuoto con simulazioni del flusso potenziate dall'intelligenza artificiale, riducendo gli scarti legati alla porosità dell'87% (Casting-YZ, 2024). Il processo ottimizzato ha diminuito i tempi di ciclo del 14%, migliorando al contempo la coerenza della resistenza a trazione su 12 componenti critici, dimostrando come i controlli avanzati del processo possano elevare sia la qualità che l'efficienza nelle fonderie a stampo.
Selezione di materiali e processi: le fondamenta della fusione a stampo ad alte prestazioni
Materiali utilizzati nella pressofusione: leghe di alluminio, zinco, magnesio e rame
La scelta del materiale determina direttamente le prestazioni del componente nei sistemi di pressofusione. Quattro leghe dominano le applicazioni industriali:
- Leghe di Alluminio (A380, ADC12) offrono un rapporto ottimale tra resistenza e peso (2,7 g/cm³) e una buona resistenza alla corrosione, motivo per cui sono utilizzate nel 62% dei componenti automobilistici come i blocchi motore (Guida ai materiali 2024)
- Leghe di Zinco (ZA-8, Zamak) permettono geometrie complesse per dispositivi elettronici e medicali grazie a un'elevata fluidità nello stampo
- Leghe di Magnesio (AZ91D) garantiscono un'elevata leggerezza paragonabile a quella aerospaziale senza compromettere l'integrità strutturale
- Leghe di rame (C87800) svolgono ruoli specifici in sistemi termici/elettrici
Recenti analisi produttive rivelano che il predominio dell'alluminio deriva dalla sua compatibilità con i processi automatizzati di pressofusione e dalla riciclabilità al 100%.
Perché la pressofusione in alluminio domina nelle applicazioni ad alte prestazioni
L'alluminio supera le alternative negli scenari critici per la durata grazie a tre fattori:
- espansione termica del 40% inferiore rispetto allo zinco, garantisce stabilità nei componenti del motore
- Formazione naturale di uno strato di ossido per resistenza alla corrosione senza rivestimenti
- Efficienza energetica durante la produzione (30% in meno di energia rispetto al magnesio)
Considerazioni chiave per il successo nella fusione a pressione elevata
Una fonderia professionale deve bilanciare:
- Forze di chiusura : 800–2.500 tonnellate per garantire uno spessore costante delle pareti
- Velocità di raffreddamento : 2–3 °C/sec per prevenire la porosità in sezioni sottili
- Rivestimenti dello stampo : strati TiN o CrN che estendono la vita dell'utensile del 300%

Efficienza Produttiva e Prestazioni Economiche in una Moderna Fonderia per Pressofusione
Vantaggi della Pressofusione: Efficienza, Resistenza ed Economicità
Gli impianti di stampaggio a iniezione di oggi hanno davvero alzato il livello con cicli produttivi rapidi e tecniche di produzione near net shape. Questo approccio riduce i costi per unità di circa il 30-40 percento nella produzione di lotti superiori a 10.000 unità, secondo le analisi di Manufacturing Insights dell'anno scorso. Ciò che rende questo metodo così efficace è la combinazione di cicli estremamente rapidi, inferiori a 60 secondi per piccole parti in alluminio, insieme a un'elevata efficienza dei materiali. Sistemi avanzati di alimentazione e sbarbatura automatica consentono di raggiungere fino al 95% di utilizzo del metallo in ogni lotto. Analizzando i dati riportati dall'industria sugli avanzamenti nell'automazione, si scopre che le aziende che impiegano robot per operazioni come la spruzzatura degli stampi e la rimozione dei pezzi riescono a ridurre i costi di manodopera di circa un quarto, senza compromettere in modo significativo la qualità. Questi impianti mantengono generalmente tassi di difetto inferiori all'1%, risultato piuttosto impressionante considerando la maggiore velocità operativa attuale.
Bilanciare i Costi degli Stampi e la Produzione in Volume per un'Efficienza Economica
Il costo iniziale per gli stampi multi-cavità supera spesso i 150.000 dollari, ma una volta raggiunti circa 5.000 pezzi prodotti, la pressofusione inizia a essere vantaggiosa dal punto di vista economico, poiché il costo di produzione di ciascuna unità aggiuntiva è notevolmente inferiore. Secondo alcune ricerche del settore condotte da Precision Economics lo scorso anno, i produttori che riescono a recuperare l'investimento per lo stampo entro soli 18 mesi registrano un aumento del rendimento sugli investimenti di circa il 22 percento rispetto a chi rimane bloccato con lotti di produzione più piccoli. Anche la scelta dei materiali gioca un ruolo fondamentale. L'alluminio si distingue perché circa l'85% di esso viene riciclato alla fine del ciclo di vita, contribuendo a mantenere bassi i costi dei materiali nel tempo. Nel frattempo, l'utilizzo di leghe di zinco consente di risparmiare sui costi di lavorazione meccanica, poiché i pezzi escono dallo stampo con una qualità superficiale già così elevata da ridurre la necessità di ulteriori finiture.
Metriche di valutazione della produttività nelle operazioni di pressofusione ad alto rendimento
Le fabbriche con le prestazioni migliori monitorano tre metriche chiave:
- Effetto di attrezzatura complessivo (OEE) : >75% indica un'utilizzazione ottimale della macchina
- Variabilità del Tempo di Ciclo : <5% di deviazione garantisce un output prevedibile
- Costo-Per-Chilogrammo : Combina i costi energetici, di manodopera e dei materiali per un monitoraggio completo dell'efficienza
I principali produttori che utilizzano dashboard OEE in tempo reale riportano un'identificazione dei colli di bottiglia 18% più rapida e un aumento annuo della produzione del 12%, dimostrando che il processo decisionale basato sui dati non è più opzionale nelle operazioni competitive di pressofusione.
Pressofusione Pronta per il Futuro: Automazione, Sostenibilità e Collaborazione nella Progettazione
Come la Progettazione per la Produzione Migliora Qualità e Velocità
Quando le aziende applicano il design per la produzione (DFM) fin dall'inizio dello sviluppo del prodotto, si registrano riduzioni significative sia degli sprechi di materiale sia dei tempi di produzione nelle principali operazioni di stampaggio a iniezione. Alcune fabbriche riportano una riduzione dei tempi di ciclo di circa il 40% semplicemente integrando questi principi sin dalle fasi iniziali. La chiave sta nel modo in cui gli ingegneri progettano i pezzi per adattarli meglio ai limiti produttivi. Si tende infatti ad evitare zone complesse come pareti sottili e undercut complicati, che spesso portano a problemi di fusione successivi. Analizzando i dati effettivi del reparto produzione del 2023, i produttori hanno riscontrato che i componenti progettati con il DFM richiedevano circa il 35% in meno di correzioni dopo la fusione rispetto ai vecchi design. Ciò significa meno ritocchi, costi inferiori e, in ultima analisi, clienti più soddisfatti che ricevono prodotti di qualità più rapidamente.
Prototipazione Collaborativa e Simulazione in Fonderie Affidabili per Stampaggio a Iniezione
Piattaforme avanzate di simulazione consentono la collaborazione in tempo reale tra team di progettazione e ingegneri della produzione. I sistemi basati su cloud permettono la valutazione simultanea dei modelli di riempimento e delle sollecitazioni termiche, riducendo del 50% le iterazioni sui prototipi. Questo approccio basato sul gemello digitale convalida i progetti degli stampi in ambienti virtuali prima dell'installazione degli attrezzi fisici, garantendo un time-to-market più rapido.
Tendenze emergenti: Controllo qualità basato su AI, Automazione e Sostenibilità
Oggi gli impianti raggiungono quasi zero difetti grazie a quei sistemi di visione intelligente alimentati dall'intelligenza artificiale. Questi occhi avanzati controllano oltre 500 fattori diversi durante ogni ciclo di fusione. I risultati? Un calo drastico degli scarti causati da problemi di porosità, ridotti di circa il 62%, tutto senza rallentare le velocità di produzione, secondo l'Advanced Casting Journal dell'anno scorso. Allo stesso tempo, le aziende hanno iniziato a implementare sistemi automatizzati di lubrificazione insieme a circuiti di raffreddamento a ciclo chiuso. Questa combinazione ha ridotto il consumo energetico di quasi il 28% rispetto ai metodi più datati. I rapporti settoriali sulla sostenibilità mostrano che questi miglioramenti non sono solo teorici, ma si stanno effettivamente verificando in tutta la produzione industriale a livello nazionale.
Rendere Future-Proof le Operazioni di Stampaggio a Pressione con la Produzione Intelligente
Le principali fabbriche integrano sensori IoT lungo le linee di produzione, abilitando una manutenzione predittiva che riduce i fermi imprevisti del 73%. Questo passaggio verso strutture intelligenti combina dati di processo in tempo reale con sistemi di pianificazione delle risorse aziendali, creando ecosistemi agili pronti alle esigenze dell'Industria 4.0.
Domande Frequenti
Quali sono i difetti comuni nella pressofusione?
I difetti comuni nella pressofusione includono porosità causata da gas intrappolati, freddature dove il metallo non si fonde completamente e bave generate da fuoriuscita di materiale in eccesso. Questi problemi sorgono tipicamente durante le fasi di iniezione ad alta pressione.
In che modo la simulazione migliora la qualità della pressofusione?
Gli strumenti di simulazione prevedono dove potrebbero verificarsi problemi durante il processo di riempimento, consentendo ai produttori di standardizzare le procedure e ottimizzare gli stampi, riducendo i costi dei prototipi di circa il 35%.
Perché l'alluminio è preferito nella pressofusione ad alte prestazioni?
L'alluminio è apprezzato per il suo ottimale rapporto resistenza-peso, resistenza alla corrosione, minore espansione termica ed efficienza energetica durante la produzione, rendendolo ideale per applicazioni in cui la durata è fondamentale.
Quali vantaggi porta il monitoraggio in tempo reale nella pressofusione?
Il monitoraggio in tempo reale con sensori consente un controllo accurato delle pressioni di iniezione e delle temperature degli stampi, permettendo correzioni immediate delle deviazioni, riducendo i tassi di scarto e migliorando la qualità complessiva.
Indice
-
Controllo qualità fondamentale nella pressofusione: garantire un'affidabilità costante
- Misure preventive di qualità prima della fusione: valutazione dei materiali e simulazione del progetto
- Monitoraggio in-process e controllo statistico del processo per la coerenza
- Ispezione post-fusione e metodi di prova non distruttiva
- Ruolo delle tecnologie avanzate nel controllo qualità moderno della pressofusione
- Difetti comuni nella pressofusione e strategie di prevenzione in una fonderia professionale
- Selezione di materiali e processi: le fondamenta della fusione a stampo ad alte prestazioni
- Efficienza Produttiva e Prestazioni Economiche in una Moderna Fonderia per Pressofusione
-
Pressofusione Pronta per il Futuro: Automazione, Sostenibilità e Collaborazione nella Progettazione
- Come la Progettazione per la Produzione Migliora Qualità e Velocità
- Prototipazione Collaborativa e Simulazione in Fonderie Affidabili per Stampaggio a Iniezione
- Tendenze emergenti: Controllo qualità basato su AI, Automazione e Sostenibilità
- Rendere Future-Proof le Operazioni di Stampaggio a Pressione con la Produzione Intelligente
- Domande Frequenti