




Ydinlaadunvalvonta painutuksessa: Jatkuvan luotettavuuden takaaminen
Ennakoivat laadunvarmistustoimenpiteet: Materiaalien arviointi ja suunnittelun simulointi
Laadunvalvonta alkaa paljon aiemmin kuin useimmat ihmiset ymmärtävät hyvässä painutuslaitoksessa. Ennen kuin kuumaa metallia kaadetaan muotteihin, materiaaleista suoritetaan kaikenlaisia testejä tarkistamaan, ovatko seokset oikeat ja miten ne kestävät lämpöä. Tämä auttaa havaitsemaan ongelmia, jotka voivat aiheuttaa esimerkiksi ilmakuplia tai halkeamia myöhemmin. Teollisuus on myös oppinut käyttämään simulaatiotyökaluja viime aikoina melko fiksusti. Nämä ohjelmat tarkastelevat muottisuunnitteluja ja selvittävät, missä kohdissa voi syntyä ongelmia täyttövaiheessa. Joidenkin vuoden 2023 uusien lukujen mukaan yritykset, jotka käyttävät tätä teknologiaa, ovat vähentäneet prototyyppikustannuksiaan noin 35 %. Ja kun valmistajat noudattavat ISO 9001 -materiaalivaatimuksia? He saavat tuotteistaan noin 40 % vähemmän kokoeroja verrattuna paikkoihin, joilla ei ole sertifikaattia. On aivan loogista, sillä standardoidut prosessit toimivat yleisesti paremmin.

Prosessin seuranta ja tilastollinen prosessikontrolli johdonmukaisuuden varmistamiseksi
Reaaliaikaiset anturit seuraavat ruiskutuspaineita (±1,5 % tarkkuus) ja muottilämpötiloja (±2 °C vaihtelu), syöttäen tiedot tilastolliseen prosessikontrolliin (SPC). Tämä mahdollistaa välittömän korjauksen poikkeamille, jotka ylittävät 4σ hallintarajat – käytäntö, joka on osoittautunut vähentävän hukkaprosenttia 28 % alumiinipainevalukkeiden sovelluksissa.

Valumisen jälkeinen tarkastus ja tuhoamattomat testausmenetelmät
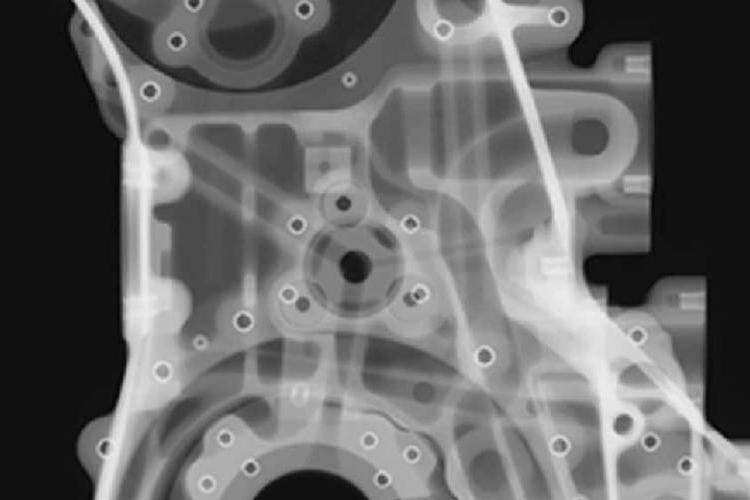
Automaattiset koordinaattimittakoneet (CMM) tarkistavat osien mitat 5 µm:n toleranssilla, kun taas röntgentarkastus paljastaa pintatason alapuoliset virheet, joita ei voida havaita visuaalisesti. Edelläkävijätehtaat käyttävät vaiheistettua ultraäänitestauksia tarkastaakseen 100 % korkeaan rasitukseen altistuvista komponenteista, saavuttaen vianpääsyn määrän alle 0,02 %.
Mittaustarkkuus ja muottien huoltotoimenpiteiden parhaat käytännöt
Ennakoiva muottien huoltotaulukko joka 50 000 syklin välein säilyttää kriittiset toleranssit (±0,005 mm). Plasma-nitridoidut muottipinnat säilyttävät pintalaadun vaatimukset (Ra ≤0,8 µm) kolme kertaa pidempään kuin perinteiset pinnoitteet, mikä vaikuttaa suoraan osien tasalaatuisuuteen eri tuotantoserioissa.

Edistyneiden teknologioiden rooli nykyaikaisessa painevalukkeen laadunvarmistuksessa
Teoitekoälyllä varustetut näköjärjestelmät tunnistavat mikropuutteet (≤0,1 mm) 12 kertaa nopeammin kuin ihmisvalvojat. Suljetun silmän reaaliaikaiset prosessinvalvontajärjestelmät säätävät automaattisesti 23 konfiguraatioparametria yhtä aikaa, säilyttäen optimaaliset olosuhteet seostuserojen huolimatta. Nämä protokollat määrittelevät yhdessä nykyaikaisen painevalukkotehtaan toiminnallisen huippuosaamisen.
Yleisiä puutteita painevalussa ja niiden ehkäisystrategiat ammattimaisessa painevalutehtaassa
Yleisten valupuutteiden tunnistaminen: Huokosuus, kylmäsulkeumat ja väljyys
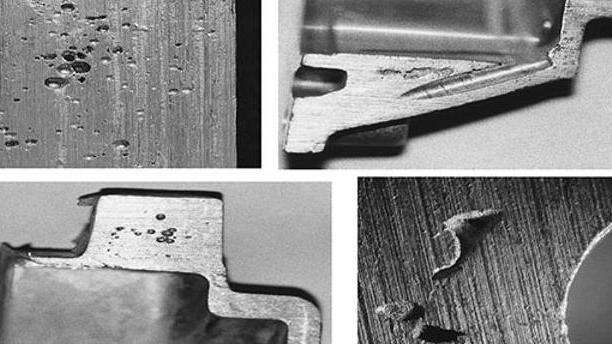
Alumiinipainovalimoissa ympäri maata noin 60–65 % tuotantolinjoilla esiintyvistä laatuongelmista johtuu kaasun aiheuttamasta huokoisuudesta, kylmäjuomista, kun metalli ei sulavu täysin yhteen, sekä ylimääräisen materiaalin puristumisesta muotin ulkopuolelle aiheutuvasta väljyydestä. Näitä ongelmia ilmenee useimmiten erityisen voimakkaiden korkeapainepuhallusvaiheiden aikana. Jos muotit eivät ole riittävän hyvin ventiloituja tai jos prosessin aikana esiintyy lämpötilan vaihteluita, lopputuotteeseen syntyy rakenteellisia heikkouksia. Näitä yleisiä vikoja vastaan taistellessa monet nykyaikaiset valmistustekniset laitokset luottavat nykyisin voimakkaasti infrapunalämpökamerointilaitteisiin sekä muoteihin sovellettuihin kehittyneisiin ennakoiviin kunnossapitosysteemeihin. Jotkin tehtaat ovat alkaneet ottaa käyttöön reaaliaikaisia seurantaratkaisuja, jotka varoittavat operaattoreita mahdollisista ongelmista ennen kuin ne johtavat todellisiin tuotantokatkoksiin.
Alumiinivalujen luotettavuuden juurisyyn ja ehkäisyn strategiat
Analyysi osoittaa, että 68 % virheistä johtuu väärästä valukanaviston suunnittelusta ja riittämättömästä seoksen kaasunpoistosta. Kärkitehtaat käyttävät reaaliaikaisia paineantureita ja automatisoituja viskositeettisäätöjä ylläpitääkseen ±1,5 %:n tarkkuutta prosessiparametreissa valussa. Kerrosmaisen jäähdytysjärjestelmän käyttöönotto vähentää kylmäsulkeumien esiintymistä 38 %:lla, kun taas tekoälypohjaiset huokosuuden ennustemallit saavuttavat 92 %:n tarkkuuden virheiden havaitsemisessa tuotannon aloittamista edeltävässä vaiheessa.
Tapaus: Virhemäärien vähentäminen prosessioptimoinnin avulla
Autoteollisuuden toimittajan vuonna 2023 käynnistämä hanke yhdisti tyhjiöavusteisen painevalukalusteiden valmistuksen ja tekoälypohjaiset virtaussimulaatiot, jolloin huokoisuuteen liittyvä hukkaprosentti väheni 87 %:lla (Casting-YZ, 2024). Optimoitu prosessi vähensi kierroksenaikaa 14 %:lla samalla parantaen vetolujuuden tasaisuutta 12:ssa kriittisessä komponentissa, mikä osoittaa, kuinka edistyneet prosessisäädöt parantavat sekä laatua että tehokkuutta painevalutehtaissa.
Materiaalin ja prosessin valinta: korkean suorituskyvyn painevalun perusta
Painovaluissa käytetyt materiaalit: alumiini, sinkki, magnesium ja kupariseokset
Materiaalin valinta määrittää suoraan komponenttien suorituskyvyn painovalujärjestelmissä. Neljä seosta hallitsee teollisia sovelluksia:
- Alumiiniliasien (A380, ADC12) tarjoavat optimaalisen lujuuden ja painon suhteen (2,7 g/cm³) sekä korroosion kestävyyden, mikä on johtanut niiden käyttöön 62 %:ssa autoteollisuuden komponenteista, kuten moottorikannoissa (2024 Material Guide)
- Tseenileveys (ZA-8, Zamak) mahdollistavat monimutkaiset geometriat elektroniikassa ja lääketeknisissä laitteissa erinomaisen muottivirtauksen ansiosta
- Magnesiumleveyt (AZ91D) tarjoavat ilmailualan vaatiman keveyden rakenteellista eheyttä uhraamatta
- Hopesumeet (C87800) täyttävät erikoiskäyttökohteita lämpö- ja sähköjärjestelmissä
Uusimmat valmistustekniset analyysit osoittavat, että alumiinin hallitseva asema johtuu sen yhteensopivuudesta automatisoitujen painovalulaitosten prosesseihin ja täydellisestä kierrätettävyydestä.
Miksi alumiinipainovalu hallitsee suorituskykysovelluksia
Alumiini ylittää vaihtoehdot kestävyyskriittisissä sovelluksissa kolmesta syystä:
- 40 % pienempi lämpölaajeneminen verrattuna sinkkiin, mikä takaa vakautta moottorin komponenteissa
- Luontaisen hapettumiskerroksen muodostuminen korroosionestoa varten ilman pinnoitteita
- Energiatehokkuus valmistuksessa (30 % vähemmän sähköä verrattuna magnesiumiin)
Korkean paineen die casting -menetelmän menestyksen keskeiset näkökohdat
Ammattimaisen die casting -tehtaan on saatava tasapainoon:
- Kiinnitysvoimat : 800–2 500 tonnia johdonmukaisen seinämäpaksuuden saavuttamiseksi
- Jäähdytysnopeudet : 2–3 °C/s estääksesi huokoisuuden ohuisissa osissa
- Muottipinnoitteet : TiN- tai CrN-kerrokset, jotka pidentävät työkalun käyttöikää 300 %

Tuotantotehokkuus ja taloudellinen suorituskyky modernissa painevalukoneessa
Painevalukoon edut: tehokkuus, lujuus ja kustannustehokkuus
Nykyiset painevalukoneet ovat todella parantaneet toimintaansa nopeilla tuotantosykleillä ja melkein valmiiksi muotoiltujen valmisteiden valmistustekniikoilla. Tämä lähestymistapa vähentää yksikkökustannuksia noin 30–40 prosenttia eräkoilla, jotka ylittävät 10 000 yksikköä, kuten viime vuoden Manufacturing Insights -tutkimus osoittaa. Tämän menestyksen taustalla on alle 60 sekunnin syklausaika pienille alumiiniosille yhdistettynä erinomaiseen materiaalitehokkuuteen. Edistyneet valumallasysteemit ja automaattinen kiiltoilu mahdollistavat jopa 95 prosentin metallin käytön jokaisessa erässä. Teollisuuden raporttien mukaan automaation parannukset ovat johtaneet siihen, että tehtaat, jotka käyttävät robotteja tehtävissä kuten muottien suihkuttamisessa ja osien poistamisessa, saavat leikattua työvoimakustannuksia noin neljänneksellä ilman, että laatu kärsii merkittävästi. Näillä laitoksilla yleensäkin ylläpidetään virheprosenttia alle 1 %, mikä on varsin vaikuttavaa ottaen huomioon, kuinka paljon nopeampaa niiden toiminta nyt on.
Työkalukustannusten ja tuotantomäärän tasapainottaminen taloudellisuuden saavuttamiseksi
Moniuppisen muottityökalun alustava hinta ylittää usein 150 000 dollaria, mutta kun tuotanto saavuttaa noin 5 000 yksikköä, painevalu alkaa olla kannattavaa, koska jokaisen lisäyksikön tuotantokustannukset ovat huomattavasti pienemmät. Viime vuoden Precision Economicsin teollisuustutkimuksen mukaan valmistajat, jotka onnistuvat saamaan työkaluinvestointinsa takaisin jo 18 kuukaudessa, saavat noin 22 prosenttia paremman tuottoprosentin verrattuna niihin, jotka jäävät pienten erien varaan. Materiaalien valinta vaikuttaa myös ratkaisevasti. Alumiini erottuu, koska noin 85 % siitä kierrätetään lopulta, mikä auttaa pitämään materiaalikustannukset alhaisina ajan mittaan. Samalla sinkkiseosten käyttö säästää koneen kustannuksissa, koska osat tulevat ulos muotista jo niin hyvällä pintalaadulla, ettei tarvita ylimääräisiä viimeistelytoimenpiteitä.
Tuottavuuden arviointimetriikat suurten tuotantomäärien painevaluoperaatioissa
Parhaat tehtaat seuraavat kolmea keskeistä metriikkaa:
- Kokonaistehokkuus (OEE) : >75 % osoittaa optimaalista koneen käyttöastetta
- Syklin aikavaihtelu : <5 % poikkeama takaa ennustettavan tuotannon
- Kilogrammakohtainen kustannus : Yhdistää energian, työn ja materiaalikustannukset kokonaisvaltaiseen tehokkuuden seurantaan
Johtavat valmistajat, jotka käyttävät reaaliaikaisia OEE-ohjauspaneelia, raportoivat 18 % nopeammasta pullonkaulien tunnistamisesta ja 12 %:n vuosittaiset tuottavuushyödyt, mikä osoittaa, että datalähtöinen päätöksenteko ei ole enää vapaaehtoista kilpailukykyisissä painevalukäytännöissä.
Tulevaisuuteen valmis painevalu: automaatio, kestävyys ja suunnitteluyhteistyö
Miten valmistettavuuden suunnittelu parantaa laatua ja nopeutta
Kun yritykset soveltavat valmistettavuuden suunnittelua (DFM) tuotteen kehityksen alusta alkaen, ne saavat merkittäviä vähennyksiä materiaalihukassa ja tuotantoajassa suurissa painutusoperaatioissa. Jotkut tehtaat raportoivat syklausaikojen lyhenevän noin 40 %, kun nämä periaatteet otetaan käyttöön varhaisessa vaiheessa. Avain on siinä, miten insinöörit muotoilevat osia paremmin yhteensopiviksi valmistusrajoitusten kanssa. He pyrkivät välttämään hankalia kohtia, kuten ohuita seinämiä ja monimutkaisia alipurskeita, jotka usein johtavat valumisongelmiin myöhemmin. Tarkasteltaessa vuoden 2023 tuotantotilaston tietoja, valmistajat huomasivat, että DFM-periaatteilla suunniteltuja osia jouduttiin korjaamaan noin 35 % vähemmän kuin vanhoja suunnitelmia. Tämä tarkoittaa vähemmän uudelleen tehtävää työtä, alhaisempia kustannuksia ja lopulta tyytyväisempiä asiakkaita, jotka saavat laadukkaita tuotteita nopeammin.
Yhteistyössä tehty prototypointi ja simulointi luotettavissa painutehtaisissa
Edistyneet simulointialustat mahdollistavat reaaliaikaisen yhteistyön suunnittelutiimien ja tuotantoinföörien välillä. Pilvipohjaiset järjestelmät mahdollistavat täyttökuvioiden ja lämpöjännitysten samanaikaisen arvioinnin, mikä vähentää prototyyppikierroksia 50 %. Tämä digitaalisen kaksosmenetelmän avulla voidaan varmentaa muottisuunnitelmia virtuaalisissa ympäristöissä ennen kuin fyysinen työkalutus otetaan käyttöön, mikä takaa nopeamman markkinoille pääsyn.
Nousevat trendit: tekoälyohjattu laadunvalvonta, automaatio ja kestävyys
Nykyiset laitokset saavuttavat lähes nollavirheen älykkäiden, tekoälyllä varustettujen näkösysteemien ansiosta. Nämä edistyneet silmät tarkistavat yli 500 eri tekijää jokaisen valukierroksen aikana. Tuloksena on merkittävä romukauden väheneminen, joka johtuu huokosongelmista ja on vähentynyt noin 62 %:lla ilman, että tuotantonopeuksia on hidastettu viime vuoden Advanced Casting Journal -julkaisun mukaan. Samanaikaisesti yritykset ovat alkaneet ottaa käyttöön automatisoituja voitelujärjestelmiä suljettujen kiertojäähdytyspiirien rinnalla. Tämä yhdistelmä on vähentänyt energiankulutusta lähes 28 % verrattuna vanhempiin menetelmiin. Teollisuuden kestävyysraportit osoittavat, että nämä parannukset eivät ole pelkästään teoreettisia, vaan ne toteutuvat todellisilla valmistuslaitoksilla koko maan alueella.
Muottivalukoneiden tulevaisuudenvarmistus älykkäällä valmistuksella
Johtavat tehtaat integroivat IoT-anturit tuotantolinjoille, mikä mahdollistaa ennakoivan kunnossapidon ja vähentää odottamattomia seisokeja 73 %. Tämä siirtyminen älykkäisiin tiloihin yhdistää reaaliaikaiset prosessitiedot yrityksen resurssisuunnittelujärjestelmiin, luoden joustavia ekosysteemejä, jotka vastaavat teollisuuden 4.0 vaatimuksia.
UKK
Mitkä ovat yleisiä virheitä painevalukappaleissa?
Yleisiä virheitä painevalussa ovat huokoinen rakenne kaasun jumittumisen vuoksi, kylmät liitokset, joissa metalli ei sulautu kokonaan, sekä väljyys ylimääräisen materiaalin vuotamisesta. Nämä ongelmat syntyvät yleensä korkeapaineisen ruiskutuksen vaiheessa.
Miten simulointi parantaa painevalukappaleiden laatua?
Simulointityökalut ennustavat, missä ongelmia saattaa esiintyä täyttöprosessin aikana, mikä mahdollistaa valmistajien standardoida menettelyt ja optimoida muotteja, jolloin prototyyppikustannuksia voidaan vähentää noin 35 %.
Miksi alumiinia suositaan suorituskykyisessä painevalussa?
Alumiinia suositaan sen optimaalisen lujuuden ja painon suhteen, korroosionkestävyyden, alhaisen lämpölaajenemisen sekä energiatehokkuuden vuoksi valmistuksessa, mikä tekee siitä ihanteellisen kestävyysvaativiin sovelluksiin.
Mitä hyötyjä reaaliaikainen seuranta tuo muotivaluun?
Reaaliaikainen anturiseuranta mahdollistaa tarkan seurannan ruiskutuspaineista ja muottilämpötiloista, mikä puolestaan mahdollistaa välittömät poikkeamien korjaukset, vähentää hylkäysmääriä ja parantaa kokonaislaatua.
Sisällys
-
Ydinlaadunvalvonta painutuksessa: Jatkuvan luotettavuuden takaaminen
- Ennakoivat laadunvarmistustoimenpiteet: Materiaalien arviointi ja suunnittelun simulointi
- Prosessin seuranta ja tilastollinen prosessikontrolli johdonmukaisuuden varmistamiseksi
- Valumisen jälkeinen tarkastus ja tuhoamattomat testausmenetelmät
- Edistyneiden teknologioiden rooli nykyaikaisessa painevalukkeen laadunvarmistuksessa
- Yleisiä puutteita painevalussa ja niiden ehkäisystrategiat ammattimaisessa painevalutehtaassa
- Materiaalin ja prosessin valinta: korkean suorituskyvyn painevalun perusta
- Tuotantotehokkuus ja taloudellinen suorituskyky modernissa painevalukoneessa
- Tulevaisuuteen valmis painevalu: automaatio, kestävyys ja suunnitteluyhteistyö
- UKK