




Kawalan Kualiti Utama dalam Pengecoran Die: Memastikan Kebolehpercayaan yang Konsisten
Langkah-langkah Kawalan Kualiti Sebelum Pengecoran: Penilaian Bahan dan Simulasi Reka Bentuk
Kawalan kualiti bermula jauh lebih awal daripada yang disedari kebanyakan orang di sebuah loji pengecoran acuan yang baik. Sebelum sebarang logam panas dimasukkan ke dalam acuan, mereka menjalankan pelbagai ujian ke atas bahan untuk memeriksa sama ada aloi adalah betul dan bagaimana ia mengendalikan haba. Ini membantu mengesan masalah yang mungkin menyebabkan perkara seperti ruang udara atau retakan pada masa hadapan. Industri ini kini semakin pintar dalam menggunakan alat simulasi juga. Program-program ini menganalisis rekabentuk acuan dan menentukan di mana isu berkemungkinan berlaku semasa proses pengisian. Menurut beberapa data terkini dari tahun 2023, syarikat yang menggunakan teknologi ini telah mengurangkan kos prototaip sebanyak kira-kira 35%. Dan apabila pengeluar mengikut piawaian ISO 9001 untuk bahan? Mereka cenderung mengalami perbezaan saiz produk yang kira-kira 40% kurang berbanding tempat yang tidak memiliki pensijilan tersebut. Memang logik, kerana proses yang distandardkan secara keseluruhan berfungsi dengan lebih baik.

Pemantauan Semasa Proses dan Kawalan Proses Statistik untuk Kekonsistenan
Sensor masa sebenar mengesan tekanan suntikan (kejituan ±1.5%) dan suhu acuan (varians ±2°C), memasukkan data ke dalam sistem kawalan proses statistik (SPC). Ini membolehkan pembetulan serta-merta terhadap penyimpangan yang melebihi had kawalan 4Ï â amalan yang terbukti mengurangkan kadar sisa sebanyak 28% dalam aplikasi pengecoran die aluminium.

Pemeriksaan Selepas Pengecoran dan Kaedah Ujian Bukan Merosakkan
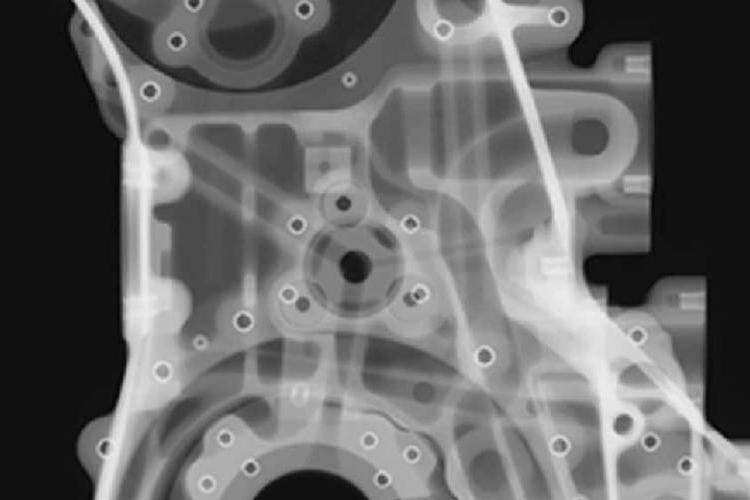
Mesin pengukur koordinat automatik (CMM) mengesahkan dimensi komponen dalam had ralat 5µm, manakala pemeriksaan sinar-X mengenal pasti kecacatan di bawah permukaan yang tidak dapat dikesan melalui pemeriksaan visual. Kemudahan utama menggunakan ujian ultrasonik fasa-tatas untuk memeriksa 100% komponen berstres tinggi, mencapai kadar kebocoran kecacatan kurang daripada 0.02%.
Ketepatan Dimensi dan Amalan Terbaik Penyelenggaraan Acuan
Jadual penyelenggaraan acuan pencegahan setiap 50,000 kitaran mengekalkan kelegaan kritikal (±0.005mm). Permukaan acuan yang dinitridkan secara plasma mengekalkan kehendak siap permukaan (Ra â0.8µm) selama 3 kali lebih lama berbanding salutan konvensional, memberi kesan langsung terhadap kekonsistenan komponen merentasi kelompok pengeluaran.

Peranan Teknologi Lanjutan dalam Jaminan Kualiti Pengecoran Die Moden
Sistem penglihatan bertenaga AI kini mengesan kecacatan mikro (â0.1mm) 12 kali lebih cepat daripada pemeriksa manusia. Sistem pemantauan proses masa nyata gelung tertutup secara automatik melaras 23 parameter mesin serentak, mengekalkan keadaan optimum walaupun terdapat variasi kelodak aloi. Protokol ini secara kolektif mentakrifkan kecemerlangan operasi sebuah kilang pengecoran die moden.
Kecacatan Lazim dalam Pengecoran Die dan Strategi Pencegahan di Kilang Pengecoran Die Profesional
Mengenal Pasti Kecacatan Pengecoran Lazim: Kepori, Sambungan Sejuk, dan Flash
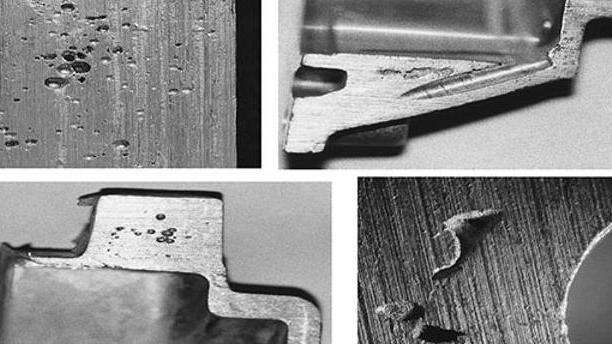
Di bengkel pengecoran die aluminium di seluruh negara, kerosakan akibat porositi gas terperangkap, sambungan sejuk apabila logam tidak benar-benar berpadu, dan kilap yang disebabkan oleh bahan berlebihan yang tertolak menyumbang sekitar 60-65% daripada semua masalah kualiti yang ditemui pada talian pengeluaran. Kebanyakan masa, isu-isu ini mula muncul semasa peringkat suntikan tekanan tinggi yang intensif. Apabila acuan tidak dilengkapi ventilasi yang mencukupi atau berlaku turun naik suhu sepanjang proses, ia akan menyebabkan kelemahan struktur pada produk akhir. Untuk menangani kerosakan biasa ini, banyak kemudahan pengeluaran moden kini sangat bergantung kepada peralatan imbasan termografi inframerah bersama sistem penyelenggaraan prediktif yang canggih untuk acuan mereka. Sesetengah kilang malah telah mula melaksanakan penyelesaian pemantauan masa nyata yang memberi amaran kepada operator sebelum isu potensi menjadi gangguan pengeluaran sebenar.
Punca Asal dan Strategi Pencegahan Kebolehpercayaan Pengecoran Aluminium
Analisis menunjukkan 68% daripada kecacatan disebabkan oleh rekabentuk pengacuan yang tidak betul dan pembersihan aloi yang tidak mencukupi. Kilang-kilang terkemuka menggunakan sensor tekanan masa nyata dan kawalan kelikatan automatik untuk mengekalkan ketepatan parameter ±1.5% semasa pengecoran. Pelaksanaan regime penyejukan berstrata mengurangkan kejadian sambungan sejuk sebanyak 38%, manakala model ramalan keporosan berasaskan AI mencapai ketepatan pengesanan kecacatan sebanyak 92% sebelum pengeluaran.
Kajian Kes: Mengurangkan Kadar Kecacatan Melalui Pengoptimuman Proses
Inisiatif pembekal automotif 2023 menggabungkan pengecoran die bantuan vakum dengan simulasi aliran bertenaga AI untuk mengurangkan sisa berkaitan keporosan sebanyak 87% (Casting-YZ, 2024). Proses yang dioptimumkan ini mengurangkan masa kitar sebanyak 14% sambil meningkatkan kestabilan kekuatan tegangan merentasi 12 komponen kritikal, menunjukkan bagaimana kawalan proses lanjutan meningkatkan kualiti dan kecekapan dalam kilang pengecoran die.
Pemilihan Bahan dan Proses: Asas Pengecoran Die Prestasi Tinggi
Bahan yang Digunakan dalam Pengecoran Die: Aloi Aluminium, Zink, Magnesium, dan Kuprum
Pemilihan bahan secara langsung menentukan prestasi komponen dalam sistem pengecoran die. Empat jenis aloi mendominasi aplikasi industri:
- Alooi Alumunium (A380, ADC12) memberikan nisbah kekuatan terhadap berat yang optimum (2.7 g/cm³) dan rintangan kakisan, mendorong penggunaannya dalam 62% komponen automotif seperti blok enjin (Panduan Bahan 2024)
- Aloi Timah (ZA-8, Zamak) membolehkan geometri kompleks untuk peranti elektronik dan perubatan melalui aliran acuan yang unggul
- Aloi Magnesium (AZ91D) memberikan ringan setaraf aerospace tanpa mengorbankan integriti struktur
- Kicap tembaga (C87800) memainkan peranan khusus dalam sistem terma/elektrik
Analisis pembuatan terkini menunjukkan dominasi aluminium disebabkan oleh keserasiannya dengan proses kilang pengecoran die automatik dan kebolehsaur semula 100%.
Mengapa Pengecoran Die Aluminium Mendominasi Aplikasi Prestasi Tinggi
Aluminium mengatasi alternatif dalam senario yang kritikal dari segi ketahanan disebabkan tiga faktor:
- 40% pengembangan termal lebih rendah berbanding zink, memastikan kestabilan dalam komponen enjin
- Pembentukan lapisan oksida semula jadi untuk rintangan kakisan tanpa salutan
- Kecekapan tenaga semasa pengeluaran (30% kurang kuasa berbanding magnesium)
Pertimbangan Utama untuk Kejayaan dalam Pengecoran Die Tekanan Tinggi
Sebuah kilang pengecoran die profesional mesti menyeimbangkan:
- Daya pengapit : 800–2,500 tan untuk ketebalan dinding yang konsisten
- Kadar penyejukan : 2–3°C/saat untuk mengelakkan kebocoran pada bahagian nipis
- Salutan acuan : Lapisan TiN atau CrN yang memperpanjang jangka hayat alat sebanyak 300%

Kecekapan Pengeluaran dan Prestasi Ekonomi di Kilang Pengecoran Die Moden
Kelebihan Pengecoran Die: Kecekapan, Kekuatan, dan Kos yang Berkesan
Loji pengecoran semasa kini benar-benar meningkatkan prestasi mereka dengan kitaran pengeluaran yang pantas dan teknik pembuatan hampir bentuk akhir. Pendekatan ini mengurangkan kos seunit sebanyak kira-kira 30 hingga 40 peratus apabila menghasilkan kelompok lebih daripada 10,000 unit menurut Analisis Pembuatan tahun lepas. Apa yang menjadikan kaedah ini berkesan ialah gabungan kitaran yang sangat pantas di bawah 60 saat untuk komponen aluminium kecil bersama-sama dengan kecekapan bahan yang luar biasa. Sistem saluran pintu lanjutan dan pemotongan automatik membantu mencapai penggunaan logam sehingga 95% daripada setiap kelompok. Berdasarkan laporan industri mengenai peningkatan automasi, didapati bahawa bengkel yang menggunakan robot untuk tugas seperti penyemburan acuan dan pengeluaran komponen berjaya mengurangkan perbelanjaan buruh sebanyak kira-kira satu perempat tanpa mengorbankan kualiti secara ketara. Fasiliti-fasiliti ini biasanya mengekalkan kadar kecacatan di bawah 1%, yang cukup mengagumkan memandangkan betapa lebih pantasnya operasi mereka kini.
Menyeimbangkan Kos Peralatan dan Output Isipadu untuk Kecekapan Ekonomi
Kos awal untuk peralatan acuan berongga pelbagai sering kali melebihi $150,000, tetapi setelah pengeluaran mencapai sekitar 5,000 unit, pengecoran die mula menjadi lebih menguntungkan kerana kos setiap unit tambahan yang dihasilkan jauh lebih rendah. Menurut kajian industri oleh Precision Economics tahun lepas, pengilang yang berjaya memulihkan pelaburan peralatan mereka dalam tempoh hanya 18 bulan akan melihat peningkatan pulangan pelaburan sebanyak kira-kira 22 peratus berbanding mereka yang terperangkap dengan saiz kelompok kecil. Pemilihan bahan juga memberi kesan besar. Aluminium menonjol kerana kira-kira 85% daripadanya akhirnya dikitar semula, yang membantu mengekalkan kos bahan tetap rendah dari masa ke masa. Sementara itu, penggunaan aloi zink menjimatkan kos pemesinan kerana komponen keluar dari acuan dengan kualiti permukaan yang sudah baik, maka kurang memerlukan sentuhan akhir tambahan.
Metrik Penilaian Produktiviti dalam Operasi Pengecoran Die Berkeluaran Tinggi
Kilang berprestasi terbaik memantau tiga metrik utama:
- Kesan keseluruhan peralatan (OEE) : >75% menunjukkan penggunaan mesin yang optimum
- Variabiliti Masa Kitaran : Penyimpangan <5% memastikan output yang boleh diramal
- Kos-Per-Kilogram : Menggabungkan kos tenaga, buruh, dan bahan untuk penjejakan kecekapan secara holistik
Pengeluar terkemuka yang menggunakan papan pemuka OEE masa sebenar melaporkan 18% pengesanan botol leher yang lebih cepat dan peningkatan keluaran tahunan sebanyak 12%, membuktikan bahawa pembuatan keputusan berasaskan data kini bukan lagi pilihan dalam operasi pengecoran die yang kompetitif.
Pengecoran Die Sedia Masa Depan: Automasi, Kelestarian, dan Kerjasama Reka Bentuk
Bagaimana Reka Bentuk untuk Kebolehperolehan Meningkatkan Kualiti dan Kelajuan
Apabila syarikat-syarikat mengaplikasikan rekabentuk untuk kebolehperolehan (DFM) sejak awal pembangunan produk, mereka mengalami pengurangan yang ketara dalam sisa bahan dan masa pengeluaran di kalangan operasi pengecoran acuan utama. Sesetengah kilang melaporkan pengurangan masa kitaran sebanyak kira-kira 40% hanya dengan memasukkan prinsip-prinsip ini pada peringkat awal. Keutamaannya terletak pada cara jurutera membentuk komponen supaya lebih sesuai dengan batasan pengeluaran. Mereka cenderung mengelakkan kawasan rumit seperti dinding nipis dan undercut yang rumit, yang sering menyebabkan masalah pengecoran pada peringkat seterusnya. Berdasarkan data sebenar dari lantai kilang pada tahun 2023, pengilang mendapati bahawa komponen yang direkabentuk dengan DFM memerlukan pembaikan selepas pengecoran kira-kira 35% kurang berbanding rekabentuk lama. Ini bermakna kurang kerja ulang, kos yang lebih rendah, dan akhirnya pelanggan yang lebih puas hati kerana menerima produk berkualiti dengan lebih cepat.
Prototaip Kolaboratif dan Simulasi di Kilang Pengecoran Acuan yang Boleh Dipercayai
Platform simulasi lanjutan membolehkan kerjasama masa nyata antara pasukan reka bentuk dan jurutera pengeluaran. Sistem berasaskan awan membolehkan penilaian serentak corak pengisian dan tekanan haba, mengurangkan lelaran prototaip sebanyak 50%. Pendekatan hamparan maya ini mengesahkan rekabentuk acuan dalam persekitaran maya sebelum pemasangan perkakasan fizikal, memastikan masa ke pasaran yang lebih cepat.
Trend Muncul: Kawalan Kualiti Berdorongan AI, Automasi, dan Kelestarian
Kemudahan hari ini hampir mencapai sifar kecacatan berkat sistem penglihatan pintar yang dikuasakan oleh kecerdasan buatan. Mata maju ini memeriksa lebih daripada 500 faktor berbeza dalam setiap kitaran pengecoran. Apakah hasilnya? Penurunan besar dalam sisa akibat isu keropos, menurun sekitar 62%, tanpa mengurangkan kelajuan pengeluaran menurut Advanced Casting Journal tahun lepas. Pada masa yang sama, syarikat-syarikat telah mula melaksanakan sistem pelinciran automatik bersama litar penyejukan gelung tertutup. Kombinasi ini telah mengurangkan penggunaan tenaga sehingga hampir 28% berbanding kaedah lama. Laporan industri mengenai kelestarian menunjukkan peningkatan ini bukan sahaja teori tetapi benar-benar berlaku di lantai pembuatan seluruh negara.
Masa Hadapan Operasi Pengecoran Die dengan Pembuatan Pintar
Kilang-kilang terkemuka mengintegrasikan sensor IoT merentasi talian pengeluaran, membolehkan penyelenggaraan awasan yang mengurangkan masa henti tidak dirancang sebanyak 73%. Peralihan ke kemudahan pintar ini menggabungkan data proses masa nyata dengan sistem perancangan sumber perusahaan, mencipta ekosistem anjal yang bersedia menampung keperluan Industri 4.0.
Soalan Lazim
Apakah kecacatan biasa dalam pengecoran acuan?
Kecacatan biasa dalam pengecoran acuan termasuk keropos disebabkan gas terperangkap, kesan cold shut di mana logam tidak benar-benar berpadu, dan flash yang disebabkan oleh rembesan bahan berlebihan. Isu-isu ini biasanya timbul semasa peringkat suntikan bertekanan tinggi.
Bagaimanakah simulasi meningkatkan kualiti pengecoran acuan?
Alat simulasi meramalkan di mana isu mungkin berlaku semasa proses pengisian, membolehkan pengilang menyeragamkan prosedur dan mengoptimumkan acuan, yang boleh mengurangkan kos prototaip sebanyak kira-kira 35%.
Mengapakah aluminium dipilih dalam pengecoran acuan prestasi tinggi?
Aluminium digemari kerana nisbah kekuatan terhadap berat yang optimum, rintangan kakisan, pengembangan haba yang rendah, dan kecekapan tenaga semasa pengeluaran, menjadikannya ideal untuk aplikasi yang kritikal dari segi ketahanan.
Apakah faedah pemantauan masa sebenar dalam pengecoran acuan?
Pemantauan masa sebenar dengan sensor memberikan penjejakan tekanan suntikan dan suhu acuan yang tepat, membolehkan pembetulan serta-merta terhadap penyimpangan, mengurangkan kadar sisa, dan meningkatkan kualiti keseluruhan.
Jadual Kandungan
-
Kawalan Kualiti Utama dalam Pengecoran Die: Memastikan Kebolehpercayaan yang Konsisten
- Langkah-langkah Kawalan Kualiti Sebelum Pengecoran: Penilaian Bahan dan Simulasi Reka Bentuk
- Pemantauan Semasa Proses dan Kawalan Proses Statistik untuk Kekonsistenan
- Pemeriksaan Selepas Pengecoran dan Kaedah Ujian Bukan Merosakkan
- Peranan Teknologi Lanjutan dalam Jaminan Kualiti Pengecoran Die Moden
- Kecacatan Lazim dalam Pengecoran Die dan Strategi Pencegahan di Kilang Pengecoran Die Profesional
- Pemilihan Bahan dan Proses: Asas Pengecoran Die Prestasi Tinggi
- Kecekapan Pengeluaran dan Prestasi Ekonomi di Kilang Pengecoran Die Moden
- Pengecoran Die Sedia Masa Depan: Automasi, Kelestarian, dan Kerjasama Reka Bentuk
- Soalan Lazim