




کنترل کیفیت اصلی در ریختهگری تحت فشار: تضمین قابلیت اطمینان مداوم
اقدامات پیش از ریختهگری برای کنترل کیفیت: ارزیابی مواد و شبیهسازی طراحی
کنترل کیفیت خیلی زودتر از آنچه اکثر مردم تصور میکنند، در یک کارخانه خوب ریختهگری تحت فشار آغاز میشود. قبل از اینکه هرگونه فلز داغی به قالبها وارد شود، آزمونهای مختلفی روی مواد انجام میدهند تا بررسی کنند آیا آلیاژها مناسب هستند و چگونه در برابر حرارت رفتار میکنند. این کار به تشخیص مشکلاتی کمک میکند که ممکن است بعداً باعث ایجاد حبابهای هوا یا ترکهایی در محصول شوند. صنعت امروزه در استفاده از ابزارهای شبیهسازی هم خیلی پیشرفت کرده است. این برنامهها طراحی قالبها را بررسی کرده و نقاطی را که احتمال بروز مشکل در هنگام پر شدن وجود دارد، شناسایی میکنند. بر اساس برخی آمارهای اخیر از سال ۲۰۲۳، شرکتهایی که از این فناوری استفاده میکنند، حدود ۳۵٪ هزینههای نمونهسازی خود را کاهش دادهاند. و وقتی تولیدکنندگان از استانداردهای ISO 9001 برای مواد پیروی میکنند، معمولاً حدود ۴۰٪ تفاوت اندازهای کمتری در محصولاتشان نسبت به مکانهای بدون گواهی مشاهده میشود. در واقع این موضوع منطقی است، چون فرآیندهای استاندارد در کل عملکرد بهتری دارند.

نظارت در حین فرآیند و کنترل آماری فرآیند برای یکنواختی
سنسورهای لحظهای، فشار تزریق (دقت ±1.5٪) و دمای قالب (انحراف ±2 درجه سانتیگراد) را ردیابی کرده و دادهها را به سیستمهای کنترل آماری فرآیند (SPC) ارسال میکنند. این امر امکان اصلاح فوری انحرافات بیش از حد کنترل 4σ را فراهم میکند — روشی که نشان داده شده در کاربردهای ریختهگری تحت فشار آلومینیوم، میزان ضایعات را تا 28٪ کاهش دهد.

بازرسی پس از ریختهگری و روشهای آزمون غیرمخرب
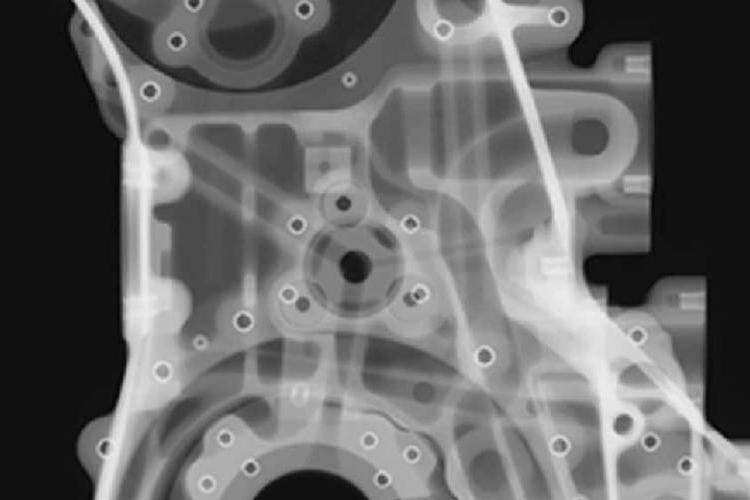
دستگاههای خودکار اندازهگیری مختصات (CMM) ابعاد قطعه را با تحمل 5 میکرومتر تأیید میکنند، در حالی که بازرسی با اشعه ایکس، عیوب زیرسطحی که بررسیهای بصری قادر به تشخیص آنها نیستند را شناسایی میکند. واحدهای پیشرو از آزمون فراصوتی آرایه فازی برای بررسی 100٪ اجزای پرتنش استفاده میکنند و به نرخ گریز عیبها کمتر از 0.02٪ دست مییابند.
دقت ابعادی و بهترین روشهای نگهداری از قالب
برنامههای نگهداری پیشگیرانه قالب در هر ۵۰٬۰۰۰ سیکل، شکافهای بحرانی (±0.005 میلیمتر) را حفظ میکنند. سطوح قالب نیتریده شده با پلاسما به مدت ۳ برابر طولانیتر از پوششهای متداول، الزامات پرداخت سطحی (Ra ≤0.8µm) را حفظ میکنند و به طور مستقیم بر ثبات قطعه در سرتاسر دستههای تولید تأثیر میگذارند.

نقش فناوریهای پیشرفته در تضمین کیفیت ریختهگری تحت فشار مدرن
سیستمهای بینایی مبتنی بر هوش مصنوعی اکنون قادرند عیوب ریز (≤0.1 میلیمتر) را ۱۲ برابر سریعتر از بازرسان انسانی تشخیص دهند. سیستمهای نظارت فرآیند بلادرنگ حلقهبسته به صورت همزمان ۲۳ پارامتر ماشین را تنظیم میکنند و شرایط بهینه را علیرغم تغییرات دستههای آلیاژ حفظ میکنند. این پروتکلها به طور جمعی، برتری عملیاتی یک کارخانه مدرن ریختهگری تحت فشار را تعریف میکنند.
عیوب رایج در ریختهگری تحت فشار و استراتژیهای پیشگیری در یک کارخانه حرفهای ریختهگری تحت فشار
شناسایی عیوب رایج ریختهگری: تخلخل، اتصال سرد و حالت فلش
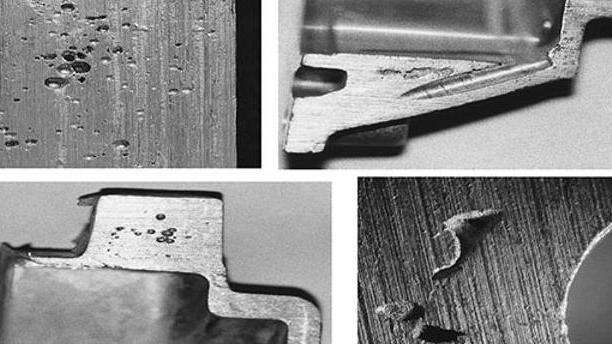
در کارگاههای ریختهگری تحت فشار آلومینیوم در سراسر کشور، تخلخل ناشی از گازهای به دام افتاده، اتصالهای سرد هنگامی که فلز به طور کامل به هم متصل نمیشود، و حاشیههای اضافی ناشی از خروج مواد اضافی، حدود ۶۰ تا ۶۵ درصد از تمام مشکلات کیفیت را در خطوط تولید تشکیل میدهند. اغلب اوقات این مشکلات در مراحل شدید تزریق فشار بالا ظاهر میشوند. هنگامی که قالبها به درستی تهویه نمیشوند یا نوسانات دما در طول فرآیند رخ میدهد، منجر به ضعفهای ساختاری در محصول نهایی میشود. برای مقابله با این عیوب رایج، امروزه بسیاری از واحدهای تولید پیشرفته به شدت به تجهیزات اسکنکننده ترموگرافی مادون قرمز و همچنین سیستمهای پیشرفته نگهداری پیشبینانه برای قالبهای خود متکی هستند. برخی از کارخانهها حتی شروع به پیادهسازی راهکارهای نظارت لحظهای کردهاند که قبل از تبدیل شدن مشکلات بالقوه به توقفهای واقعی تولید، اپراتورها را هشدار میدهند.
علل اصلی و راهبردهای پیشگیری برای قابلیت اطمینان ریختهگری آلومینیوم
تحلیل نشان میدهد که ۶۸٪ از عیوب ناشی از طراحی نامناسب سیستم راهگاه و تخلیه ناکافی آلیاژ است. کارخانههای پیشرو از حسگرهای فشار لحظهای و کنترلهای خودکار ویسکوزیته برای حفظ دقت ±۱٫۵٪ در پارامترها در حین ریختهگری استفاده میکنند. اجرای رژیمهای خنکسازی لایهای، وقوع اتصال سرد را به میزان ۳۸٪ کاهش میدهد، در حالی که مدلهای پیشبینی تخلخل مبتنی بر هوش مصنوعی قبل از تولید به دقت ۹۲٪ در تشخیص عیوب دست مییابند.
مطالعه موردی: کاهش نرخ عیوب از طریق بهینهسازی فرآیند
یک ابتکار عمل در سال ۲۰۲۳ توسط تأمینکننده خودرو، از ترکیب ریختهگری دایکست با کمک خلاء و شبیهسازی جریان مبتنی بر هوش مصنوعی برای کاهش ضایعات ناشی از تخلخل به میزان ۸۷٪ استفاده کرد (Casting-YZ، ۲۰۲۴). این فرآیند بهینهشده زمان چرخه را ۱۴٪ کاهش داد و همزمان ثبات استحکام کششی را در ۱۲ مؤلفه حیاتی بهبود بخشید و نشان داد که چگونه کنترلهای پیشرفته فرآیند، کیفیت و کارایی را در کارخانههای دایکست ارتقا میدهند.
انتخاب مواد و فرآیند: اساس ریختهگری دایکست با عملکرد بالا
مواد استفادهشده در ریختهگری تحت فشار: آلیاژهای آلومینیوم، روی، منیزیم و مس
انتخاب مواد بهطور مستقیم عملکرد قطعات را در سیستمهای ریختهگری تحت فشار تعیین میکند. چهار آلیاژ در کاربردهای صنعتی غالب هستند:
- آلومینیومهای مختلف (A380، ADC12) نسبت بهینهی مقاومت به وزن (2.7 گرم بر سانتیمتر مکعب) و مقاومت در برابر خوردگی را فراهم میکنند و از این رو در 62 درصد از قطعات خودرو مانند بلوک موتور استفاده میشوند (راهنمای مواد 2024)
- آلیاژهای روی (ZA-8، زامک) با جریاندهی عالی در قالب، امکان تولید هندسههای پیچیده را برای دستگاههای الکترونیکی و پزشکی فراهم میکنند
- آلیاژهای منیزیم (AZ91D) بدون قربانی کردن یکپارچگی ساختاری، سبکی مورد نیاز صنعت هوافضا را فراهم میکنند
- آلیاژهای مس (C87800) نقشهای تخصصی در سیستمهای حرارتی/الکتریکی ایفا میکنند
تحلیلهای اخیر تولید نشان میدهد که سلطهی آلومینیوم ناشی از سازگاری آن با فرآیندهای خودکار کارخانههای ریختهگری تحت فشار و قابلیت بازیافت 100 درصدی آن است.
چرا ریختهگری تحت فشار آلومینیوم در کاربردهای پرformance غالب است
آلومینیوم به دلیل سه عامل، در شرایطی که دوام اهمیت بالایی دارد عملکرد بهتری نسبت به جایگزینها دارد:
- انبساط حرارتی 40٪ کمتر از روی، که پایداری را در قطعات موتور تضمین میکند
- تشکیل لایه اکسید طبیعی برای مقاومت در برابر خوردگی بدون نیاز به پوششهای اضافی
- بهرهوری انرژی در فرآیند تولید (30٪ انرژی کمتر نسبت به منیزیم)
ملاحظات کلیدی برای موفقیت در ریختهگری تحت فشار بالا
یک کارخانه حرفهای ریختهگری تحت فشار باید تعادل مناسبی بین موارد زیر ایجاد کند:
- نیروهای قفلکننده : 800 تا 2500 تن برای ضخامت دیواره منظم و یکنواخت
- سرعتهای خنکسازی : 2 تا 3 درجه سانتیگراد بر ثانیه برای جلوگیری از تخلخل در بخشهای نازک
- پوششهای قالب : لایههای TiN یا CrN که عمر ابزار را تا 300 درصد افزایش میدهند

کارایی تولید و عملکرد اقتصادی در یک کارخانه نوین ریختهگری تحت فشار
مزایای ریختهگری تحت فشار: کارایی، استحکام و صرفهجویی اقتصادی
نیروگاههای ریختهگری امروزی واقعاً با چرخههای تولید سریع و تکنیکهای تولید نزدیک به شکل نهایی، عملکرد خود را افزایش دادهاند. این رویکرد بر اساس گزارش Manufacturing Insights در سال گذشته، هزینه هر واحد را در تولید انبوه بیش از ۱۰٬۰۰۰ واحد تقریباً ۳۰ تا ۴۰ درصد کاهش میدهد. عامل اصلی موفقیت این روش، ترکیب چرخههای بسیار سریع زیر ۶۰ ثانیه برای قطعات کوچک آلومینیومی و همچنین کارایی فوقالعاده بالای مواد است. سیستمهای پیشرفته درگاهگیری و برش خودکار به بهرهبرداری تا ۹۵ درصدی از فلز در هر بچ کمک میکنند. با بررسی گزارشهای صنعتی درباره بهبودهای اتوماسیون مشاهده میشود که کارگاههایی که از رباتها برای کارهایی مانند پاشش قالب و خارج کردن قطعات استفاده میکنند، بدون کاهش چشمگیر کیفیت، هزینههای نیروی کار را حدود یک چهارم کاهش دادهاند. این تأسیسات معمولاً نرخ معیوب را کمتر از ۱ درصد حفظ میکنند که با توجه به سرعت بسیار بالاتر عملیات امروزی، قابل توجه است.
تعادل بین هزینههای ابزار و خروجی حجمی برای کارایی اقتصادی
هزینه اولیه ابزارهای قالب چند حفرهای اغلب از ۱۵۰ هزار دلار فراتر میرود، اما به محض اینکه تولید به حدود ۵۰۰۰ واحد برسد، ریختهگری تحت فشار از نظر مالی مقرون به صرفه میشود، زیرا تولید هر واحد اضافی هزینه بسیار کمتری دارد. بر اساس برخی تحقیقات صنعتی شرکت Precision Economics در سال گذشته، تولیدکنندگانی که بتوانند سرمایهگذاری خود در ابزارها را ظرف تنها ۱۸ ماه بازیابی کنند، در مقایسه با کسانی که به اندازههای کوچکتر دسته محدود شدهاند، حدود ۲۲ درصد افزایش در بازده سرمایه تجربه میکنند. انتخاب هوشمندانه مواد نیز تفاوت بزرگی ایجاد میکند. آلومینیوم به دلیل اینکه تقریباً ۸۵ درصد آن در نهایت بازیافت میشود، برجسته میشود و این امر به مرور زمان به کاهش هزینه مواد کمک میکند. در همین حال، کار با آلیاژهای روی از نظر ماشینکاری صرفهجویی ایجاد میکند، زیرا قطعات با کیفیت سطحی بسیار خوبی از قالب خارج میشوند و نیاز کمتری به عملیات پرداخت نهایی اضافی دارند.
معیارهای ارزیابی بهرهوری در عملیات ریختهگری تحت فشار با تولید بالا
کارخانههای برتر سه معیار کلیدی را پایش میکنند:
- اثربخشی کلی تجهیزات (OEE) : >75% نشاندهنده استفاده بهینه از ماشینآلات است
- تغییرپذیری زمان چرخه : انحراف <5% تضمین خروجی قابل پیشبینی را فراهم میکند
- هزینه به ازای هر کیلوگرم : ترکیب هزینههای انرژی، نیروی کار و مواد برای پیگیری جامع از کارایی
تولیدکنندگان پیشرو که از داشبوردهای OEE زمان واقعی استفاده میکنند، گزارش میدهند شناسایی 18٪ سریعتر گلوگاهها و بهرهوری سالانه 12٪ بالاتر، که نشان میدهد تصمیمگیری مبتنی بر داده دیگر در عملیات رقابتی ریختهگری قالب فشرده یک گزینه نیست، بلکه ضرورتی اجتنابناپذیر است.
ریختهگری قالب فشرده آماده آینده: اتوماسیون، پایداری و همکاری در طراحی
چگونه طراحی برای ساختپذیری کیفیت و سرعت را بهبود میبخشد
هنگامی که شرکتها از ابتدا فرآیند توسعه محصول را با طراحی برای ساختپذیری (DFM) آغاز میکنند، کاهش قابل توجهی در هدررفت مواد و زمان تولید در عملیات اصلی ریختهگری تحت فشار مشاهده میشود. برخی از کارخانهها گزارش دادهاند که فقط با بهکارگیری این اصول در مراحل اولیه، زمان چرخه خود را حدود ۴۰٪ کاهش دادهاند. کلید موفقیت در نحوه شکلدهی مهندسان به قطعات است، به گونهای که با محدودیتهای تولید سازگارتر باشد. آنها تمایل دارند از مناطق پیچیده مانند دیوارههای نازک و برشهای پیچیده که اغلب منجر به مشکلات ریختهگری در آینده میشوند، اجتناب کنند. با بررسی دادههای واقعی از خط تولید در سال ۲۰۲۳، تولیدکنندگان دریافتند که قطعاتی که با در نظر گرفتن DFM طراحی شدهاند، حدود ۳۵٪ کمتر از طرحهای قدیمی پس از ریختهگری نیاز به تعمیر دارند. این بدین معناست که بازکاری کمتر، هزینههای پایینتر و در نهایت مشتریانی راضیتر که سریعتر محصولات با کیفیت را دریافت میکنند.
پروتوتیپسازی همکارانه و شبیهسازی در کارخانههای معتبر ریختهگری تحت فشار
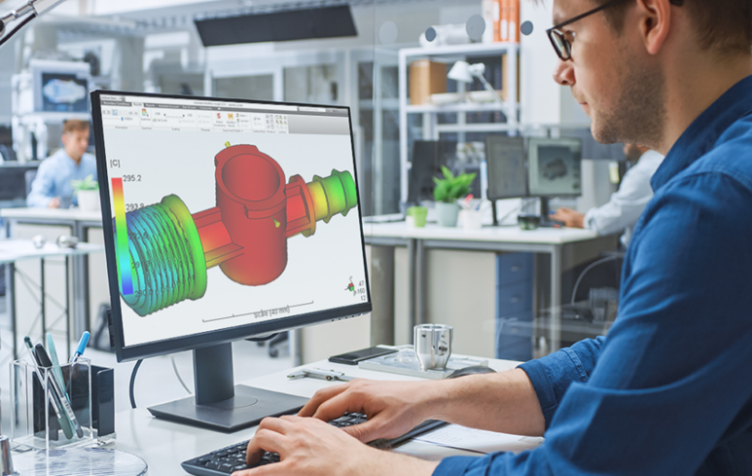
پلتفرمهای پیشرفته شبیهسازی امکان همکاری بلادرنگ بین تیمهای طراحی و مهندسان تولید را فراهم میکنند. سیستمهای مبتنی بر ابر ارزیابی همزمان الگوهای پرکردن و تنشهای حرارتی را ممکن میسازند و تعداد تکرارهای نمونهسازی را تا ۵۰٪ کاهش میدهند. این رویکرد دوقلوی دیجیتال، طرحهای قالب را در محیطهای مجازی قبل از راهاندازی ابزارهای فیزیکی اعتبارسنجی میکند و باعث تسریع در عرضه محصول به بازار میشود.
روندهای نوظهور: کنترل کیفیت مبتنی بر هوش مصنوعی، اتوماسیون و پایداری
امروزه تأسیسات به تقریباً صفر عیب دست یافتهاند، بخاطر سیستمهای هوشمند بینایی که با هوش مصنوعی هدایت میشوند. این چشمهای پیشرفته در هر چرخه ریختهگری بیش از ۵۰۰ فاکتور مختلف را بررسی میکنند. نتایج؟ کاهش چشمگیری در ضایعات ناشی از مشکلات تخلخل، حدود ۶۲ درصد، و همه اینها بدون کاهش سرعت تولید، مطابق گزارش مجله Advanced Casting Journal در سال گذشته. در همین حال، شرکتها شروع به اجرای سیستمهای روانکاری خودکار در کنار مدارهای خنککننده حلقهبسته کردهاند. این ترکیب، مصرف انرژی را در مقایسه با روشهای قدیمی تقریباً ۲۸ درصد کاهش داده است. گزارشهای صنعتی در زمینه پایداری نشان میدهند که این بهبودها تنها نظری نیستند، بلکه واقعاً در سراسر خطوط تولید کشور در حال اتفاق هستند.
آیندهپذیر کردن عملیات ریختهگری دای (Die Casting) با تولید هوشمند
کارخانههای پیشرو حسگرهای اینترنت اشیا (IoT) را در سراسر خطوط تولید ادغام کردهاند که این امر امکان نگهداری پیشبینیشده را فراهم میکند و خوابکاری ناخواسته را تا ۷۳٪ کاهش میدهد. این تحول به سمت تأسیسات هوشمند، دادههای فرآیند بلادرنگ را با سیستمهای برنامهریزی منابع سازمانی ترکیب میکند و اکوسیستمهای انعطافپذیری را ایجاد میکند که برای الزامات صنعت ۴٫۰ آماده هستند.
سوالات متداول
معایب رایج در ریختهگری دایکست چیست؟
معایب رایج در ریختهگری دایکست شامل تخلخل ناشی از گازهای به دام افتاده، اتصال سرد (Cold shuts) که در آن فلز به طور کامل جوش نمیخورد، و حاشیه (Flash) ناشی از نشت مواد اضافی است. این مشکلات معمولاً در مراحل تزریق تحت فشار بالا ایجاد میشوند.
شبیهسازی چگونه کیفیت ریختهگری دایکست را بهبود میبخشد؟
ابزارهای شبیهسازی میتوانند پیشبینی کنند که در کدام نقاط ممکن است در فرآیند پرکردن مشکلاتی رخ دهد، که این امر به تولیدکنندگان اجازه میدهد رویهها را استاندارد کرده و قالبها را بهینه کنند و بدین ترتیب هزینههای نمونه اولیه را حدود ۳۵٪ کاهش دهند.
چرا آلومینیوم در ریختهگری دایکست با عملکرد بالا ترجیح داده میشود؟
آلومینیوم به دلیل نسبت بهینه استحکام به وزن، مقاومت در برابر خوردگی، انبساط حرارتی پایینتر و کارایی انرژی در فرآیند تولید مورد ترجیح قرار میگیرد و آن را به مادهای ایدهآل برای کاربردهایی که دوام بالا حیاتی است، تبدیل میکند.
مانیتورینگ لحظهای چه مزایایی برای ریختهگری تحت فشار فراهم میکند؟
مانیتورینگ لحظهای با استفاده از سنسورها، ردیابی دقیق فشارهای تزریق و دمای قالب را فراهم میکند که امکان اصلاح فوری انحرافات، کاهش ضایعات و بهبود کیفیت کلی را فراهم میآورد.
فهرست مطالب
- کنترل کیفیت اصلی در ریختهگری تحت فشار: تضمین قابلیت اطمینان مداوم
- عیوب رایج در ریختهگری تحت فشار و استراتژیهای پیشگیری در یک کارخانه حرفهای ریختهگری تحت فشار
- انتخاب مواد و فرآیند: اساس ریختهگری دایکست با عملکرد بالا
- کارایی تولید و عملکرد اقتصادی در یک کارخانه نوین ریختهگری تحت فشار
- ریختهگری قالب فشرده آماده آینده: اتوماسیون، پایداری و همکاری در طراحی
- سوالات متداول