




Kerneområder for kvalitetskontrol i die casting: Sikring af konsekvent pålidelighed
Kvalitetssikring før støbning: Materialebedømmelse og designsimulation
Kvalitetskontrol starter meget tidligere end de fleste tror på en god støbeplante. Før noget varmt metal hældes i forme, udfører de alle mulige tests af materialer for at tjekke, om legeringerne er korrekte, og hvordan de reagerer på varme. Dette hjælper med at opdage problemer, der kunne føre til f.eks. luftblærer eller revner senere hen. Branchen har desuden blevet ret skarp på at anvende simuleringsværktøjer i dag. Disse programmer analyserer formdesign og identificerer, hvor der kan opstå problemer under fyldningen. Ifølge nogle nyeste tal fra 2023 har virksomheder, der bruger denne teknologi, reduceret deres prototypeomkostninger med cirka 35 %. Og når producenter overholder ISO 9001-standarderne for materialer, får de typisk omkring 40 % færre størrelsesafvigelser i deres produkter sammenlignet med steder uden certificering. Det giver god mening, da standardiserede processer simpelthen fungerer bedre i det store hele.

Overvågning under produktion og statistisk proceskontrol for ensartethed
Sensorer i realtid overvåger indsprøjtningstryk (±1,5 % nøjagtighed) og formtemperaturer (±2 °C variation) og sender data til statistiske proceskontrolsystemer (SPC). Dette gør det muligt at umiddelbart rette afvigelser, der overstiger 4σ-grænserne – en praksis, som har vist sig at reducere affaldsprocenten med 28 % i anvendelser af aluminiumsdiecasting.

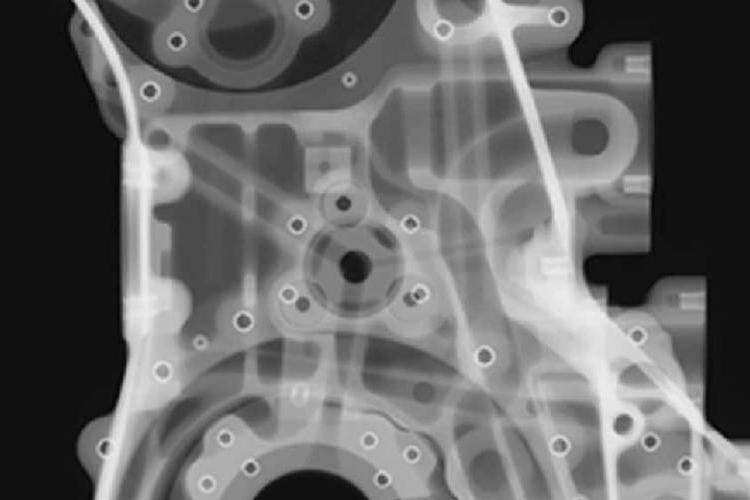
Eftergennemgang efter casting og metoder for ikke-destruktiv inspektion
Automatiserede koordinatmålebord (CMM'er) verificerer dimensionsnøjagtighed inden for en tolerancet på 5 µm, mens røntgeninspektion afslører underfladefejl, som ikke kan opdages ved visuel kontrol. Ledende faciliteter anvender fased-array ultralyd til at undersøge 100 % af komponenter med høj belastning og opnår defektfremsorteringsrater under 0,02 %.
Dimensionsnøjagtighed og bedste praksis for støbeformsservice
Forebyggende skabsvedligeholdelsesplaner hvert 50.000 cyklus bevarer kritiske tolerancer (±0,005 mm). Plasma-nitriderede skovleflader opretholder krav til overfladefinish (Ra ≤0,8 µm) i tre gange længere tid end konventionelle belægninger, hvilket direkte påvirker delenes konsistens gennem produktionsbatche.

Rollen for avancerede teknologier i moderne kvalitetssikring ved støbning
AI-drevne visionssystemer registrerer nu mikrodefekter (≤0,1 mm) 12 gange hurtigere end menneskelige inspektører. Lukkede realtidsprocessovejningssystemer justerer automatisk 23 maskineparametre samtidigt og opretholder optimale betingelser trods variationer i legeringsbatcher. Disse protokoller definerer kollektivt drifts excellence i en moderne støberifabrik.
Almindelige fejl ved støbning og forebyggelsesstrategier i en professionel støberifabrik
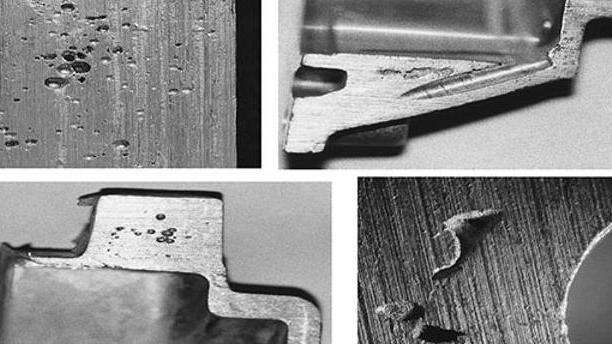
Identifikation af almindelige støbefejl: Porøsitet, kolde sømme og flimt
I aluminiums trykstøbeværksteder over hele landet udgør porøsitet fra indespærrede gasser, kolde samlinger, hvor metallet ikke fuldt ud smelter sammen, og flæser forårsaget af overskydende materiale, der presses ud, omkring 60-65 % af alle kvalitetsproblemer, der opstår på produktionslinjerne. Mest ofte begynder disse problemer at vise sig under de intense højtryksinjektionsfaser. Når forme ikke er ordentligt ventileret, eller der er temperatursvingninger i løbet af processen, resulterer det i strukturelle svagheder i det endelige produkt. For at bekæmpe disse almindelige defekter, er mange moderne produktionsfaciliteter nu stærkt afhængige af infrarød termografi-scanningsudstyr sammen med sofistikerede systemer til prædiktiv vedligeholdelse af deres forme. Nogle anlæg har endda startet med at implementere løsninger til realtidsmonitorering, som advare operatører, før potentielle problemer bliver faktiske produktionsstop.
Rodårsager og forebyggelsesstrategier for pålidelighed i aluminiumstrykstøbning
Analyser viser, at 68 % af defekterne stammer fra forkert gatingsdesign og utilstrækkelig legeringsdegastring. Ledende fabrikker anvender tryksensorer til realtidsovervågning og automatiserede viskositetskontroller for at opretholde en parameter nøjagtighed på ±1,5 % under støbningen. Implementering af trappet køling reducerer koldesøm forekomster med 38 %, mens AI-drevne porøsitetsspådomsmodeller opnår en fejldetektionsnøjagtighed på 92 % før produktionen påbegyndes.
Case-studie: Reduktion af defektrater gennem procesoptimering
Et initiativ fra en bilindustrileverandør i 2023 kombinerede vakuumunderstøttet diecasting med AI-drevne strømnings-simulationer for at reducere spild relateret til porøsitet med 87 % (Casting-YZ, 2024). Den optimerede proces nedsatte cyklustiderne med 14 % samtidig med forbedret konsistens i brudstyrke over 12 kritiske komponenter, hvilket demonstrerer, hvordan avancerede proceskontroller forbedrer både kvalitet og effektivitet i diecasting-fabrikker.
Material- og procesvalg: Grundlaget for højtydende diecasting
Materialer anvendt i trykstøbning: Aluminium, zink, magnesium og kobberlegeringer
Valg af materiale bestemmer direkte komponenternes ydeevne i trykstøbesystemer. Fire legeringer dominerer industrielle anvendelser:
- Aluminium alloyer (A380, ADC12) giver optimal styrke-til-vægt-forhold (2,7 g/cm³) og korrosionsbestandighed, hvilket driver deres brug i 62 % af automobilerne, som f.eks. motorblokke (2024 Material Guide)
- Zinklegemer (ZA-8, Zamak) muliggør komplekse geometrier til elektronik og medicinske enheder takket være overlegent formflow
- Magnesiumlegemer (AZ91D) leverer luftfartsgrads letvægt uden at ofre strukturel integritet
- Kobberforbindelser (C87800) har specialiserede anvendelser i termiske/elektriske systemer
Nylige produktionsanalyser viser, at aluminiums dominans skyldes dets kompatibilitet med automatiserede processer i trykstøbefabrikker samt 100 % genanvendelighed.
Hvorfor aluminiumstrykstøbning dominerer inden for højtydende applikationer
Aluminium udstår alternativerne i scenarier med krav til holdbarhed på grund af tre faktorer:
- 40 % lavere termisk udvidelse end zink, hvilket sikrer stabilitet i motordelen
- Dannelse af naturlig oxidlag til korrosionsbeskyttelse uden påførte belægninger
- Energioptimering under produktion (30 % mindre strømforbrug i forhold til magnesium)
Nøgleovervejelser for succes ved højtryksstøbning
En professionel støbefabrik skal balancere:
- Spændekræfter : 800–2.500 tons for konsekvent vægtykkelse
- Afkølingshastigheder : 2–3 °C/sek for at forhindre porøsitet i tynde sektioner
- Formbelægninger : TiN- eller CrN-lag, der forlænger værktøjslevetiden med 300 %

Produktionseffektivitet og økonomisk ydeevne i en moderne die-casting-fabrik
Fordele ved die-casting: Effektivitet, styrke og omkostningseffektivitet
Dags datoens støberier har virkelig skruet op for produktionen med hurtige produktionscyklusser og næsten nettoform-produktionsteknikker. Denne tilgang reducerer omkostningerne per enhed med cirka 30 til 40 procent ved batche på over 10.000 enheder, ifølge Manufacturing Insights fra sidste år. Det, der gør denne metode så effektiv, er kombinationen af ekstremt korte cyklustider under 60 sekunder for små aluminiumsdele samt en fremragende materialeffektivitet. Avancerede gatesystemer og automatisk trimning hjælper med at opnå op til 95 % metaludnyttelse pr. batch. Når vi ser på branchens rapporter om automatiseringsforbedringer, viser det sig, at værksteder, der anvender robotter til opgaver som formbespøjtning og emneudtagning, faktisk reducerer arbejdskraftomkostningerne med omkring en fjerdedel uden væsentlig kompromittering af kvaliteten. Disse faciliteter opretholder typisk defektrater under 1 %, hvilket er imponerende i betragtning af hvor meget hurtigere de nu fungerer.
Afvejning af værktøjsomkostninger og volumenproduktion for økonomisk effektivitet
Omkostningerne forud for produktionen af flerkavitet værktøj overstiger ofte 150.000 USD, men når produktionsvolumenet når op på cirka 5.000 enheder, begynder støbning at give økonomisk mening, da omkostningerne til hver yderligere enhed falder betydeligt. Ifølge nogle brancheundersøgelser fra Precision Economics sidste år ser producenter, der lykkes med at tilbagebetale deres værktøjsinvestering inden for blot 18 måneder, en omtrent 22 procent højere afkast på investeringen sammenlignet med dem, der er fastlåst i mindre partistørrelser. At vælge materialer klogt gør også en stor forskel. Aluminium skiller sig ud, da cirka 85 % deraf til sidst genanvendes, hvilket på lang sigt hjælper med at holde materialeomkostningerne nede. I mellemtiden sparer anvendelsen af zinklegeringer penge på bearbejdningen, da delene kommer ud af formen med så god overfladekvalitet, at behovet for ekstra efterbearbejdning reduceres.
Måling af produktivitet i højkapacitets støbningsoperationer
De bedst præsterende fabrikker overvåger tre nøgletal:
- Samlet udstyrsydelse (OEE) : >75 % indikerer optimal maskinudnyttelse
- Cykeltidsvariation : <5 % afvigelse sikrer forudsigelig produktion
- OmKosts pr. kilogram : Kombinerer energi-, arbejdskraft- og materialeomkostninger til helhedsorienteret effektivitetsovervågning
Ledende producenter, der bruger OEE-dashboard i realtid, rapporterer 18 % hurtigere identifikation af flaskehalse og 12 % årlige gevinst for ydelse, hvilket beviser, at datadrevne beslutninger ikke længere er valgfrie i konkurrencedygtige støbeoperationer.
Fremtidsklar die casting: Automatisering, bæredygtighed og samarbejde om design
Hvordan design for manufacturability forbedrer kvalitet og hastighed
Når virksomheder anvender design for manufacturability (DFM) lige fra starten af produktudviklingen, oplever de betydelige reduktioner i både materialeaffald og produktionstid i større die casting-operationer. Nogle fabrikker rapporterer, at de har reduceret deres cyklustider med omkring 40 %, blot ved at inkorporere disse principper i et tidligt stadie. Nøglen ligger i, hvordan ingeniører former dele, så de fungerer bedre med produktionsbegrænsninger. De undgår ofte de udfordrende områder som tynde vægge og komplicerede undercuts, som ofte fører til problemer under støbningen. Set ud fra faktiske produktionsdata fra 2023 fandt producenter ud af, at dele, der var designet med DFM i tankerne, krævede cirka 35 % mindre reparation efter støbning sammenlignet med ældre designs. Det betyder mindre omarbejdning, lavere omkostninger og i sidste ende mere tilfredse kunder, der får kvalitetsprodukter hurtigere.
Sammenarbejdende prototyping og simulering i pålidelige die casting-fabrikker
Avancerede simuleringsplatforme muliggør realtids-samarbejde mellem designhold og produktionsingeniører. Cloud-baserede systemer tillader simultan evaluering af fyldemønstre og termiske spændinger, hvilket reducerer prototypeiterationer med 50 %. Denne digital twin-tilgang validerer formdesign i virtuelle miljøer inden idrifttagning af fysisk værktøj, hvilket sikrer hurtigere tid til markedet.
Nye tendenser: AI-drevet kvalitetskontrol, automatisering og bæredygtighed
Faciliteter i dag opnår næsten nul fejl takket være de smarte visionssystemer drevet af kunstig intelligens. Disse avancerede 'øjne' kontrollerer over 500 forskellige faktorer under hver støbeoperation. Resultatet? Et kraftigt fald i affaldsmængden forårsaget af porøsitet, nemlig et fald på omkring 62 %, og alt sammen uden at sænke produktionshastighederne, ifølge Advanced Casting Journal fra sidste år. Samtidig har virksomheder begyndt at implementere automatiserede smøresystemer sammen med lukkede kølekredsløb. Denne kombination har reduceret energiforbruget med næsten 28 % i forhold til ældre metoder. Industrirapporter om bæredygtighed viser, at disse forbedringer ikke kun er teoretiske, men rent faktisk sker på fabriksgulve landet over.
Fremtidsikring af støbeoperationer med smart produktion
Lederfabrikker integrerer IoT-sensorer på tværs af produktionslinjer, hvilket muliggør forudsigende vedligeholdelse, der reducerer uplanlagt nedetid med 73 %. Denne udvikling mod smarte faciliteter kombinerer data fra processer i realtid med systemer til planlægning af virksomhedsressourcer og skaber således fleksible økosystemer, der er klar til kravene fra Industri 4.0.
Ofte stillede spørgsmål
Hvad er almindelige fejl ved trykstøbning?
Almindelige fejl ved trykstøbning inkluderer porøsitet forårsaget af fangete gasser, kolde søm hvor metallet ikke smelter helt sammen, samt flaske dannet af utætheder med ekstra materiale. Disse problemer opstår typisk under injiceringsfasen med højt tryk.
Hvordan forbedrer simulering kvaliteten ved trykstøbning?
Simuleringsværktøjer forudsiger, hvor problemer kan opstå under fyldningsprocessen, hvilket giver producenter mulighed for at standardisere procedurer og optimere støbeforme, hvilket kan reducere omkostningerne til prototyper med cirka 35 %.
Hvorfor foretrækkes aluminium ved højtydende trykstøbning?
Aluminium foretrækkes på grund af dets optimale styrke-til-vægt-forhold, korrosionsbestandighed, lavere termisk udvidelse og energieffektivitet under produktionen, hvilket gør det ideelt til anvendelser, hvor holdbarhed er afgørende.
Hvad er fordelene ved overvågning i realtid inden for støbning?
Overvågning i realtid med sensorer giver nøjagtig registrering af injektionstryk og formtemperaturer, hvilket muliggør øjeblikkelige justeringer ved afvigelser, reducerer affaldsprocenten og forbedrer den samlede kvalitet.
Indholdsfortegnelse
- Kerneområder for kvalitetskontrol i die casting: Sikring af konsekvent pålidelighed
- Almindelige fejl ved støbning og forebyggelsesstrategier i en professionel støberifabrik
- Material- og procesvalg: Grundlaget for højtydende diecasting
- Produktionseffektivitet og økonomisk ydeevne i en moderne die-casting-fabrik
- Fremtidsklar die casting: Automatisering, bæredygtighed og samarbejde om design
- Ofte stillede spørgsmål