




การควบคุมคุณภาพหลักในการหล่อตาย: การรับประกันความน่าเชื่อถืออย่างต่อเนื่อง
มาตรการควบคุมคุณภาพก่อนการหล่อ: การประเมินวัสดุและการจำลองออกแบบ
การควบคุมคุณภาพเริ่มต้นขึ้นก่อนที่หลายคนจะคาดคิดในโรงงานหล่อแม่พิมพ์ที่ดี ก่อนที่โลหะร้อนจะถูกเทลงในแม่พิมพ์ พวกเขาจะทำการทดสอบวัสดุต่างๆ มากมาย เพื่อตรวจสอบว่าโลหะผสมเหมาะสมหรือไม่ และวัสดุเหล่านั้นทนต่อความร้อนได้อย่างไร สิ่งนี้ช่วยตรวจจับปัญหาที่อาจทำให้เกิดปัญหาในอนาคต เช่น โพรงอากาศหรือรอยแตก อุตสาหกรรมนี้ยังฉลาดขึ้นมากในการใช้เครื่องมือจำลองในปัจจุบัน เครื่องมือเหล่านี้วิเคราะห์การออกแบบแม่พิมพ์และคาดการณ์จุดที่อาจเกิดปัญหาในระหว่างกระบวนการเติมตามรายงานล่าสุดจากปี 2023 บริษัทที่ใช้เทคโนโลยีนี้สามารถลดต้นทุนการทำต้นแบบได้ประมาณ 35% และเมื่อผู้ผลิตปฏิบัติตามมาตรฐาน ISO 9001 สำหรับวัสดุแล้ว มักจะพบความแตกต่างของขนาดผลิตภัณฑ์ลดลงประมาณ 40% เมื่อเทียบกับสถานที่ที่ไม่มีการรับรอง ซึ่งก็สมเหตุสมผล เพราะกระบวนการที่เป็นมาตรฐานนั้นมีประสิทธิภาพดีกว่าโดยรวม

การตรวจสอบระหว่างกระบวนการและการควบคุมกระบวนการทางสถิติเพื่อความสม่ำเสมอ
เซ็นเซอร์แบบเรียลไทม์ติดตามความดันการฉีด (ความแม่นยำ ±1.5%) และอุณหภูมิของแม่พิมพ์ (ความคลาดเคลื่อน ±2°C) โดยส่งข้อมูลเข้าสู่ระบบควบคุมกระบวนการทางสถิติ (SPC) ซึ่งช่วยให้สามารถแก้ไขความเบี่ยงเบนที่เกินกว่าขีดจำกัดควบคุม 4Ï ได้ทันที — การปฏิบัตินี้แสดงให้เห็นว่าสามารถลดอัตราของเสียได้ถึง 28% ในแอปพลิเคชันการหล่อแมกนีเซียมแบบไดคาสติ้ง

การตรวจสอบหลังการหล่อและวิธีการทดสอบแบบไม่ทำลาย
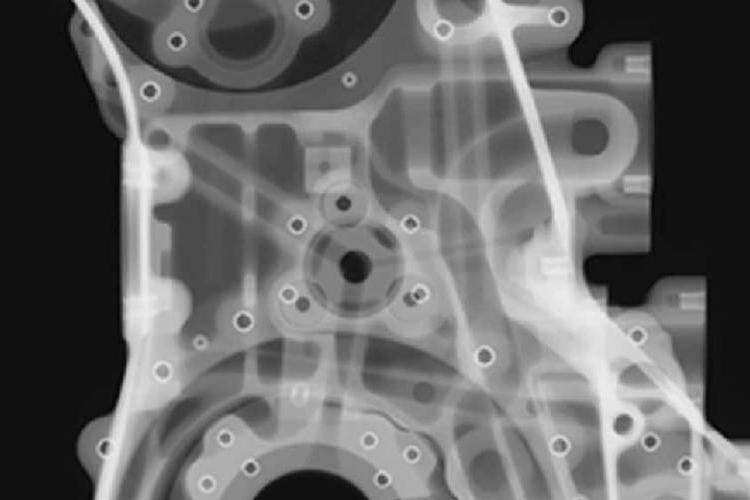
เครื่องวัดพิกัดอัตโนมัติ (CMMs) ตรวจสอบมิติของชิ้นส่วนภายในค่าความคลาดเคลื่อน 5µm ในขณะที่การตรวจสอบด้วยรังสีเอกซ์สามารถระบุข้อบกพร่องใต้ผิวที่ไม่สามารถมองเห็นได้ด้วยตาเปล่า สถานที่ผลิตชั้นนำใช้การทดสอบอัลตราโซนิกแบบโฟสเอเรย์เพื่อตรวจสอบชิ้นส่วนที่รับแรงเครียดสูงทั้งหมด 100% ทำให้อัตราการหลุดของข้อบกพร่องต่ำกว่า 0.02%
แนวทางปฏิบัติที่ดีที่สุดสำหรับความแม่นยำของมิติและการบำรุงรักษาแม่พิมพ์
กำหนดการบำรุงรักษาแม่พิมพ์แบบป้องกันทุก 50,000 รอบ ช่วยรักษาระยะห่างที่สำคัญ (±0.005 มม.) พื้นผิวแม่พิมพ์ที่ผ่านกระบวนการพลาสม่าไนไตรด์สามารถคงสภาพผิวเรียบตามข้อกำหนด (Ra ≤0.8µm) ได้นานกว่าการเคลือบแบบทั่วไปถึง 3 เท่า ส่งผลโดยตรงต่อความสม่ำเสมอของชิ้นส่วนในแต่ละชุดการผลิต

บทบาทของเทคโนโลยีขั้นสูงในการประกันคุณภาพงานหล่อตายในยุคปัจจุบัน
ระบบตรวจจับด้วยภาพที่ขับเคลื่อนด้วยปัญญาประดิษฐ์สามารถตรวจจับข้อบกพร่องขนาดเล็ก (≤0.1 มม.) ได้เร็วกว่าเจ้าหน้าที่ตรวจสอบด้วยมนุษย์ถึง 12 เท่า ระบบตรวจสอบกระบวนการแบบเรียลไทม์ที่ทำงานเป็นวงจรปิดสามารถปรับพารามิเตอร์ของเครื่องจักร 23 รายการพร้อมกัน โดยคงสภาพการทำงานให้อยู่ในระดับเหมาะสมที่สุด แม้จะมีความแตกต่างของล็อตโลหะผสม ขั้นตอนเหล่านี้ร่วมกันกำหนดมาตรฐานความเป็นเลิศในการดำเนินงานของโรงงานหล่อตายในยุคปัจจุบัน
ข้อบกพร่องทั่วไปในงานหล่อตายและกลยุทธ์การป้องกันในโรงงานหล่อตายระดับมืออาชีพ
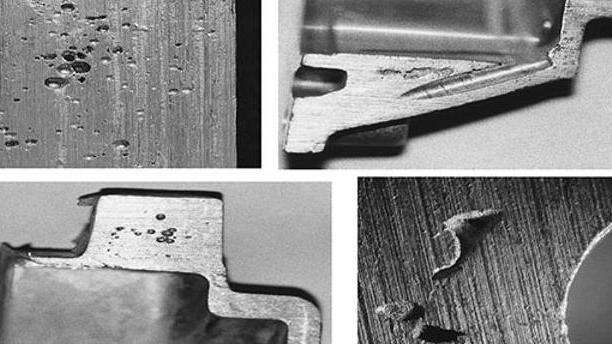
การระบุข้อบกพร่องทั่วไปในชิ้นงานหล่อ: รูพรุน การเย็นตัวไม่ต่อเนื่อง และครีบ
ในโรงงานหล่ออลูมิเนียมแบบไดคัสติ้งทั่วประเทศ ปัญหาคุณภาพประมาณ 60-65% ที่เกิดขึ้นบนสายการผลิต มาจากความพรุนเนื่องจากก๊าซถูกดักอยู่ การเกิดรอยเย็น (cold shuts) เมื่อโลหะไม่หลอมรวมกันอย่างสมบูรณ์ และครีบหรือส่วนล้น (flash) ที่เกิดจากวัสดุส่วนเกินถูกดันออกมา ส่วนใหญ่แล้ว ปัญหาเหล่านี้มักเริ่มปรากฏขึ้นในช่วงขั้นตอนการฉีดแรงดันสูง เมื่อแม่พิมพ์ระบายอากาศไม่เพียงพอ หรือมีการเปลี่ยนแปลงอุณหภูมิระหว่างกระบวนการ ซึ่งนำไปสู่จุดอ่อนทางโครงสร้างในผลิตภัณฑ์สำเร็จรูป เพื่อต่อสู้กับข้อบกพร่องทั่วไปเหล่านี้ สถานประกอบการผลิตสมัยใหม่หลายแห่งจึงเริ่มพึ่งพาอุปกรณ์สแกนภาพความร้อนแบบอินฟราเรด (infrared thermography scanning) ร่วมกับระบบบำรุงรักษาก่อนเกิดเหตุ (predictive maintenance systems) ที่ซับซ้อนสำหรับแม่พิมพ์ของตน บางโรงงานยังได้นำระบบที่สามารถตรวจสอบและติดตามแบบเรียลไทม์มาใช้งานแล้ว ซึ่งจะแจ้งเตือนผู้ปฏิบัติงานได้ก่อนที่ปัญหาที่อาจเกิดขึ้นจะกลายเป็นการหยุดชะงักของการผลิต
สาเหตุหลักและกลยุทธ์การป้องกันเพื่อความน่าเชื่อถือในการหล่ออลูมิเนียม
การวิเคราะห์แสดงให้เห็นว่า 68% ของข้อบกพร่องเกิดจากออกแบบช่องทางน้ำโลหะไม่เหมาะสมและกระบวนการกำจัดก๊าซในโลหะผสมไม่เพียงพอ โรงงานชั้นนำใช้เซ็นเซอร์วัดแรงดันแบบเรียลไทม์และระบบควบคุมความหนืดอัตโนมัติ เพื่อรักษาระดับความแม่นยำของพารามิเตอร์ที่ ±1.5% ระหว่างกระบวนการหล่อ การนำระบบรีดเย็นแบบชั้นมาใช้ ช่วยลดปัญหา cold shut ลงได้ 38% ในขณะที่แบบจำลองการทำนายรูพรุนด้วยปัญญาประดิษฐ์สามารถตรวจจับข้อบกพร่องได้อย่างแม่นยำถึง 92% ก่อนการผลิต
กรณีศึกษา: การลดอัตราข้อบกพร่องผ่านการปรับปรุงกระบวนการ
โครงการของผู้จัดส่งอะไหล่ยานยนต์ในปี 2023 ได้รวมการหล่อตายด้วยแรงดูดสุญญากาศเข้ากับการจำลองการไหลด้วยปัญญาประดิษฐ์ ทำให้สามารถลดของเสียที่เกิดจากรูพรุนได้ถึง 87% (Casting-YZ, 2024) กระบวนการที่ได้รับการปรับปรุงช่วยลดเวลาไซเคิลลง 14% ขณะเดียวกันยังเพิ่มความสม่ำเสมอของความแข็งแรงดึงสำหรับชิ้นส่วนสำคัญ 12 ชิ้น แสดงให้เห็นว่าการควบคุมกระบวนการขั้นสูงสามารถยกระดับทั้งคุณภาพและประสิทธิภาพในโรงงานหล่อตาย
การเลือกวัสดุและกระบวนการ: รากฐานของการหล่อตายสมรรถนะสูง
วัสดุที่ใช้ในการหล่อตาย: อลูมิเนียม สังกะสี แมกนีเซียม และโลหะผสมทองแดง
การเลือกวัสดุมีผลโดยตรงต่อประสิทธิภาพของชิ้นส่วนในระบบการหล่อตาย มีโลหะผสมอยู่ 4 ชนิดที่ครองสัดส่วนการใช้งานในอุตสาหกรรมเป็นส่วนใหญ่:
- โลหะผสมอลูมิเนียม (A380, ADC12) ให้อัตราส่วนความแข็งแรงต่อน้ำหนักที่เหมาะสมที่สุด (2.7 กรัม/ซม.³) และทนต่อการกัดกร่อนได้ดี ทำให้มีการใช้งานถึง 62% ของชิ้นส่วนยานยนต์ เช่น บล็อกเครื่องยนต์ (คู่มือวัสดุ 2024)
- ซิงค์อัลลอยด์ (ZA-8, Zamak) ทำให้สามารถผลิตชิ้นงานรูปทรงซับซ้อนสำหรับอุปกรณ์อิเล็กทรอนิกส์และอุปกรณ์ทางการแพทย์ได้ดีเยี่ยม เนื่องจากมีคุณสมบัติไหลเติมแม่พิมพ์ได้ดี
- แมกนีเซียมอัลลอยด์ (AZ91D) ให้น้ำหนักเบาในระดับอุตสาหกรรมการบินและการบินอวกาศ โดยไม่ลดทอนความแข็งแรงของโครงสร้าง
- โลหะผสมทองแดง (C87800) ทำหน้าที่เฉพาะทางในระบบถ่ายเทความร้อน/ระบบไฟฟ้า
การวิเคราะห์การผลิตล่าสุดแสดงให้เห็นว่า อลูมิเนียมมีบทบาทนำหน้าเนื่องจากเข้ากันได้ดีกับกระบวนการผลิตในโรงงานหล่อตายแบบอัตโนมัติ และสามารถรีไซเคิลได้ 100%
เหตุใดการหล่อตายด้วยอลูมิเนียมจึงครองตลาดแอปพลิเคชันประสิทธิภาพสูง
อลูมิเนียมมีประสิทธิภาพเหนือกว่าวัสดุอื่นๆ ในสถานการณ์ที่ต้องการความทนทานสูง เนื่องจาก 3 ปัจจัย:
- การขยายตัวทางความร้อนต่ำกว่าสังกะสีถึง 40% ทำให้มั่นใจได้ถึงความเสถียรในชิ้นส่วนเครื่องยนต์
- การเกิดชั้นออกไซด์ตามธรรมชาติเพื่อป้องกันการกัดกร่อนโดยไม่ต้องใช้ชั้นเคลือบ
- ประสิทธิภาพการใช้พลังงานในกระบวนการผลิต (ใช้พลังงานน้อยลง 30% เมื่อเทียบกับแมกนีเซียม)
ข้อพิจารณาสำคัญสำหรับความสำเร็จในการหล่อตายภายใต้แรงดันสูง
โรงงานหล่อตายมืออาชีพต้องสามารถถ่วงดุลระหว่าง:
- แรงยึดตรึง : 800–2,500 ตัน เพื่อความหนาของผนังที่สม่ำเสมอ
- อัตราการเย็นตัว : 2–3°C/วินาที เพื่อป้องกันการเกิดรูพรุนในส่วนที่บาง
- ชั้นเคลือบแม่พิมพ์ : ชั้น TiN หรือ CrN ที่ยืดอายุการใช้งานของเครื่องมือได้เพิ่มขึ้น 300%

ประสิทธิภาพการผลิตและประสิทธิภาพทางเศรษฐกิจในโรงงานหล่อตายที่ทันสมัย
ข้อดีของการหล่อตาย: ประสิทธิภาพ ความแข็งแรง และต้นทุนที่คุ้มค่า
โรงงานหล่อตายในปัจจุบันได้ยกระดับการดำเนินงานอย่างมากด้วยรอบการผลิตที่รวดเร็วและเทคนิคการผลิตชิ้นงานใกล้รูปร่างสุดท้าย (near net shape) แนวทางนี้ช่วยลดต้นทุนต่อหน่วยลงประมาณ 30 ถึง 40 เปอร์เซ็นต์เมื่อผลิตเป็นชุดที่มีจำนวนเกิน 10,000 หน่วย ตามรายงานจาก Manufacturing Insights เมื่อปีที่แล้ว สิ่งที่ทำให้วิธีนี้ประสบความสำเร็จคือการรวมกันของเวลาไซเคิลที่รวดเร็วมาก ซึ่งใช้เวลาน้อยกว่า 60 วินาทีสำหรับชิ้นส่วนอลูมิเนียมขนาดเล็ก พร้อมกับประสิทธิภาพการใช้วัสดุที่ยอดเยี่ยม ระบบการเติมโลหะขั้นสูง (Advanced gating systems) และการตัดแต่งอัตโนมัติช่วยให้สามารถใช้โลหะได้สูงถึง 95% จากแต่ละชุดการผลิต เมื่อพิจารณาจากรายงานอุตสาหกรรมเกี่ยวกับการปรับปรุงระบบอัตโนมัติ จะพบว่าโรงงานที่ใช้หุ่นยนต์ในการทำงาน เช่น การพ่นสารเคลือบแม่พิมพ์และการนำชิ้นส่วนออก สามารถลดค่าใช้จ่ายด้านแรงงานได้ประมาณหนึ่งในสี่ โดยไม่ทำให้คุณภาพลดลงอย่างมีนัยสำคัญ สถานประกอบการเหล่านี้โดยทั่วไปสามารถรักษาระดับอัตราผลิตภัณฑ์ชำรุดต่ำกว่า 1% ซึ่งถือว่าน่าประทับใจมากเมื่อพิจารณาถึงความเร็วในการดำเนินงานที่เพิ่มขึ้น
การสร้างสมดุลระหว่างต้นทุนเครื่องมือและปริมาณการผลิตเพื่อประสิทธิภาพทางเศรษฐกิจ
ต้นทุนเบื้องต้นสำหรับเครื่องมือแม่พิมพ์หลายช่องมักเกินกว่า 150,000 ดอลลาร์ แต่เมื่อการผลิตถึงประมาณ 5,000 หน่วย การหล่อตายจะเริ่มคุ้มค่าทางการเงินมากขึ้น เนื่องจากต้นทุนในการผลิตแต่ละหน่วยเพิ่มเติมลดลงอย่างมีนัยสำคัญ ตามการวิจัยบางส่วนจาก Precision Economics เมื่อปีที่แล้ว ผู้ผลิตที่สามารถกู้คืนต้นทุนการลงทุนในแม่พิมพ์ได้ภายใน 18 เดือน จะเห็นผลตอบแทนจากการลงทุนเพิ่มขึ้นประมาณร้อยละ 22 เมื่อเทียบกับผู้ที่ยังคงผลิตเป็นชุดเล็กๆ การเลือกวัสดุอย่างชาญฉลาดก็มีความแตกต่างอย่างมากเช่นกัน อลูมิเนียมโดดเด่นตรงที่มีการนำกลับมาใช้ใหม่ได้ประมาณร้อยละ 85 ในที่สุด ซึ่งช่วยควบคุมต้นทุนวัสดุให้ต่ำลงในระยะยาว ในขณะเดียวกัน การใช้อัลลอยสังกะสีช่วยประหยัดต้นทุนการกลึง เพราะชิ้นส่วนออกจากแม่พิมพ์พร้อมคุณภาพผิวที่ดีอยู่แล้ว ทำให้ไม่จำเป็นต้องตกแต่งเพิ่มเติมมากนัก
ตัวชี้วัดการประเมินผลผลิตในกระบวนการหล่อตายที่มีผลผลิตสูง
โรงงานที่มีประสิทธิภาพสูงสุดจะติดตามตัวชี้วัดสำคัญสามประการ:
- ประสิทธิภาพของอุปกรณ์ทั้งหมด (OEE) : >75% บ่งชี้การใช้งานเครื่องจักรอย่างมีประสิทธิภาพสูงสุด
- ความแปรปรวนของเวลาไซเคิล : ค่าเบี่ยงเบน <5% รับประกันผลผลิตที่คาดการณ์ได้
- ต้นทุนต่อกิโลกรัม : รวมต้นทุนด้านพลังงาน แรงงาน และวัสดุ เพื่อการติดตามประสิทธิภาพโดยรวม
ผู้ผลิตชั้นนำที่ใช้แดชบอร์ด OEE แบบเรียลไทม์รายงานว่า ระบุคอขวดได้เร็วกว่า 18% และเพิ่มกำลังการผลิตรายปีได้ 12% พิสูจน์ให้เห็นว่าการตัดสินใจโดยอาศัยข้อมูลไม่ใช่ทางเลือกอีกต่อไปในการดำเนินงานงานหล่อตายที่มีการแข่งขันสูง
งานหล่อตายเพื่ออนาคต: การทำให้เป็นอัตโนมัติ ความยั่งยืน และการทำงานร่วมกันด้านการออกแบบ
การออกแบบเพื่อความสามารถในการผลิตสามารถปรับปรุงคุณภาพและความเร็วได้อย่างไร
เมื่อบริษัทต่างๆ นำหลักการออกแบบเพื่อการผลิต (DFM) มาใช้ตั้งแต่เริ่มต้นกระบวนการพัฒนาผลิตภัณฑ์ จะสังเกตเห็นการลดลงอย่างมากทั้งในแง่ของของเสียจากวัสดุและเวลาการผลิตในการดำเนินงานการหล่อตายขนาดใหญ่ โดยบางโรงงานรายงานว่าสามารถลดระยะเวลาไซเคิลได้ประมาณ 40% เพียงแค่การนำหลักการเหล่านี้มาใช้ตั้งแต่ช่วงต้น หัวใจสำคัญอยู่ที่วิธีที่วิศวกรออกแบบชิ้นส่วนให้เข้ากับข้อจำกัดของการผลิตได้ดีขึ้น ซึ่งมักจะหลีกเลี่ยงบริเวณที่ซับซ้อน เช่น ผนังบางๆ หรือรอยล็อกใต้ (undercuts) ที่มักก่อปัญหาในการหล่อในระยะยาว จากการวิเคราะห์ข้อมูลจริงจากสายการผลิตในปี 2023 ผู้ผลิตพบว่าชิ้นส่วนที่ออกแบบโดยคำนึงถึง DFM ต้องการการแก้ไขหลังการหล่อน้อยลงประมาณ 35% เมื่อเทียบกับการออกแบบรุ่นก่อนหน้า ส่งผลให้มีงานแก้ไขซ้ำน้อยลง ต้นทุนลดลง และในท้ายที่สุดลูกค้าได้รับผลิตภัณฑ์คุณภาพดีขึ้นอย่างรวดเร็ว
การสร้างต้นแบบร่วมและการจำลองในโรงงานหล่อตายที่เชื่อถือได้
แพลตฟอร์มการจำลองขั้นสูงช่วยให้ทีมออกแบบและวิศวกรการผลิตสามารถทำงานร่วมกันแบบเรียลไทม์ ระบบบนคลาวด์ช่วยให้สามารถประเมินรูปแบบการเติมและการเครียดจากความร้อนได้พร้อมกัน ลดจำนวนการทำต้นแบบซ้ำลงได้ถึง 50% แนวทางดิจิทัลทวินนี้ช่วยยืนยันการออกแบบแม่พิมพ์ในสภาพแวดล้อมเสมือนจริง ก่อนดำเนินการติดตั้งแม่พิมพ์จริง ทำให้มั่นใจได้ว่าจะสามารถนำผลิตภัณฑ์ออกสู่ตลาดได้เร็วขึ้น
แนวโน้มใหม่: การควบคุมคุณภาพโดยใช้ปัญญาประดิษฐ์, การทำให้เป็นอัตโนมัติ, และความยั่งยืน
ในปัจจุบัน โรงงานต่างๆ สามารถลดข้อบกพร่องได้เกือบศูนย์ เนื่องจากระบบการตรวจสอบด้วยภาพอัจฉริยะที่ขับเคลื่อนด้วยปัญญาประดิษฐ์ ระบบตาอัจฉริยะขั้นสูงเหล่านี้สามารถตรวจสอบปัจจัยต่างๆ มากกว่า 500 รายการในแต่ละรอบการหล่อ ผลลัพธ์ที่ได้คือ ปริมาณของเสียจากปัญหาความพรุนลดลงอย่างมากถึงประมาณ 62% โดยไม่ทำให้ความเร็วในการผลิตช้าลง ตามรายงานจากวารสาร Advanced Casting Journal เมื่อปีที่แล้ว ในเวลาเดียวกัน บริษัทต่างๆ เริ่มนำระบบหล่อลื่นอัตโนมัติมาใช้ร่วมกับวงจรทำความเย็นแบบวงจรปิด ชุดรวมนี้ช่วยลดการใช้พลังงานลงได้เกือบ 28% เมื่อเทียบกับวิธีการเดิม รายงานอุตสาหกรรมด้านความยั่งยืนแสดงให้เห็นว่า การปรับปรุงเหล่านี้ไม่ใช่เพียงแค่ทฤษฎี แต่กำลังเกิดขึ้นจริงในพื้นที่การผลิตทั่วประเทศ
การเตรียมการหล่อแม่พิมพ์ให้พร้อมสำหรับอนาคตด้วยการผลิตอัจฉริยะ
โรงงานชั้นนำมีการติดตั้งเซ็นเซอร์ IoT ทั่วสายการผลิต ซึ่งช่วยให้สามารถบำรุงรักษาเชิงคาดการณ์ได้ โดยลดเวลาการหยุดทำงานที่ไม่ได้วางแผนไว้ลงได้ถึง 73% การเปลี่ยนแปลงสู่สถานประกอบการอัจฉริยะนี้รวมข้อมูลกระบวนการแบบเรียลไทม์เข้ากับระบบการวางแผนทรัพยากรระดับองค์กร สร้างระบบนิเวศที่ยืดหยุ่นและพร้อมรองรับความต้องการของอุตสาหกรรม 4.0
คำถามที่พบบ่อย
ข้อบกพร่องทั่วไปในการหล่อตายคืออะไร
ข้อบกพร่องทั่วไปในการหล่อตาย ได้แก่ รูพรุนจากก๊าซที่ถูกกักอยู่ การเย็นตัวไม่ต่อเนื่อง (cold shuts) เมื่อโลหะไม่หลอมรวมกันอย่างสมบูรณ์ และคราบที่เกิดจากการรั่วซึมของวัสดุส่วนเกิน ปัญหาเหล่านี้มักเกิดขึ้นในช่วงการฉีดภายใต้แรงดันสูง
การจำลองช่วยปรับปรุงคุณภาพการหล่อตายอย่างไร
เครื่องมือจำลองสามารถทำนายตำแหน่งที่อาจเกิดปัญหาในระหว่างกระบวนการเติมวัสดุ ช่วยให้ผู้ผลิตสามารถมาตรฐานขั้นตอนและเพิ่มประสิทธิภาพแม่พิมพ์ ซึ่งจะช่วยลดต้นทุนการทำต้นแบบได้ประมาณ 35%
ทำไมอลูมิเนียมจึงเป็นที่นิยมในงานหล่อตายประสิทธิภาพสูง
อลูมิเนียมเป็นที่นิยมเนื่องจากมีอัตราส่วนความแข็งแรงต่อน้ำหนักที่เหมาะสม ทนต่อการกัดกร่อน การขยายตัวทางความร้อนต่ำ และมีประสิทธิภาพพลังงานสูงในระหว่างกระบวนการผลิต ทำให้เหมาะสำหรับการใช้งานที่ต้องการความทนทานสูง
การตรวจสอบแบบเรียลไทม์ช่วยอะไรในการหล่อแม่พิมพ์ไดคัสติ้ง
การตรวจสอบแบบเรียลไทม์ด้วยเซนเซอร์ช่วยติดตามแรงดันฉีดและอุณหภูมิของแม่พิมพ์ได้อย่างแม่นยำ ทำให้สามารถแก้ไขความเบี่ยงเบนได้ทันที ลดอัตราของเสีย และเพิ่มคุณภาพโดยรวม
สารบัญ
- การควบคุมคุณภาพหลักในการหล่อตาย: การรับประกันความน่าเชื่อถืออย่างต่อเนื่อง
- ข้อบกพร่องทั่วไปในงานหล่อตายและกลยุทธ์การป้องกันในโรงงานหล่อตายระดับมืออาชีพ
- การเลือกวัสดุและกระบวนการ: รากฐานของการหล่อตายสมรรถนะสูง
- ประสิทธิภาพการผลิตและประสิทธิภาพทางเศรษฐกิจในโรงงานหล่อตายที่ทันสมัย
- งานหล่อตายเพื่ออนาคต: การทำให้เป็นอัตโนมัติ ความยั่งยืน และการทำงานร่วมกันด้านการออกแบบ
- คำถามที่พบบ่อย