




Основной контроль качества при литье под давлением: обеспечение стабильной надежности
Меры контроля качества до литья: оценка материалов и моделирование конструкции
Контроль качества начинается намного раньше, чем большинство людей думают, на хорошем литейном заводе. Прежде чем раскалённый металл попадёт в формы, проводятся всевозможные испытания материалов, чтобы проверить правильность сплавов и их поведение при нагреве. Это помогает выявить проблемы, которые в дальнейшем могут привести к таким дефектам, как воздушные карманы или трещины. В последнее время отрасль стала значительно умнее в использовании инструментов моделирования. Эти программы анализируют конструкцию форм и определяют, где могут возникнуть проблемы в процессе заполнения. Согласно некоторым недавним данным за 2023 год, компании, использующие эту технологию, сократили расходы на прототипирование примерно на 35 %. А когда производители соблюдают стандарты ISO 9001 в отношении материалов, у них наблюдается примерно на 40 % меньше отклонений в размерах изделий по сравнению с предприятиями без сертификации. Всё логично, ведь стандартизированные процессы в целом работают лучше.

Мониторинг в процессе производства и статистический контроль процессов для обеспечения стабильности
Сенсоры в реальном времени отслеживают давление впрыска (точность ±1,5%) и температуру пресс-формы (отклонение ±2 °C), передавая данные в системы статистического контроля процессов (SPC). Это позволяет немедленно корректировать отклонения, превышающие контрольные пределы 4σ, — практика, которая, как показывает опыт, снижает уровень брака на 28% при литье алюминиевых деталей под давлением.

Инспекция после литья и методы неразрушающего контроля
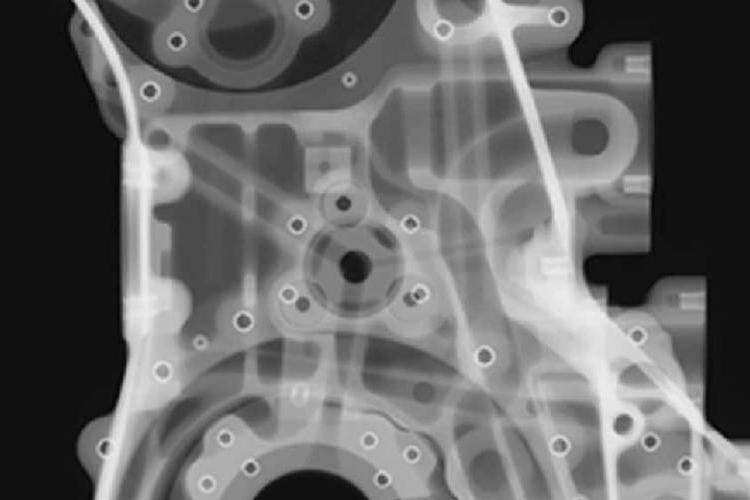
Автоматизированные координатно-измерительные машины (КИМ) проверяют геометрические размеры деталей с допуском 5 мкм, тогда как рентгеновская дефектоскопия выявляет внутренние дефекты, невидимые при визуальном контроле. Ведущие предприятия используют ультразвуковой контроль фазированной решёткой для проверки 100% высоконагруженных компонентов, достигая уровня утечки дефектов менее 0,02%.
Обеспечение точности геометрических параметров и передовые практики обслуживания пресс-форм
Профилактическое обслуживание форм каждые 50 000 циклов сохраняет критические допуски (±0,005 мм). Поверхности форм с плазменным нитрированием сохраняют требуемую шероховатость поверхности (Ra ≤0,8 мкм) в 3 раза дольше по сравнению с традиционными покрытиями, что напрямую влияет на стабильность параметров деталей в разных производственных партиях.

Роль передовых технологий в обеспечении качества современного литья под давлением
Системы технического зрения на основе ИИ теперь обнаруживают микродефекты (≤0,1 мм) в 12 раз быстрее, чем человеческие инспекторы. Системы замкнутого цикла для мониторинга процесса в реальном времени автоматически корректируют 23 параметра машины одновременно, поддерживая оптимальные условия при изменении характеристик сплавов в разных партиях. Эти протоколы в совокупности определяют высокую операционную эффективность современного завода по литью под давлением.
Распространённые дефекты при литье под давлением и стратегии их предотвращения на профессиональном заводе
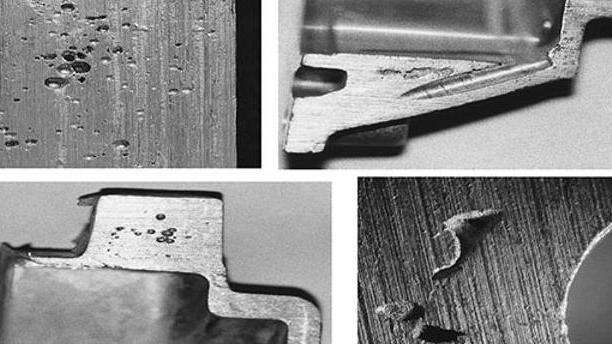
Выявление распространённых дефектов литья: пористость, холодные спай, заусенцы
На литейных участках алюминиевых отливок по всей стране такие дефекты, как пористость из-за захваченных газов, холодные спайки, когда металл не полностью соединяется, и заусенцы, вызванные избыточным материалом, выдавленным наружу, составляют около 60–65 % всех проблем с качеством, возникающих на производственных линиях. Чаще всего эти проблемы проявляются на этапах интенсивного впрыска под высоким давлением. Когда формы недостаточно продуваемы или происходят колебания температуры в процессе, это приводит к структурным слабостям в конечном продукте. Для борьбы с этими типичными дефектами многие современные производственные предприятия теперь в значительной степени полагаются на оборудование для инфракрасной термографии, а также на сложные системы прогнозируемого технического обслуживания для своих форм. Некоторые заводы начали внедрять решения для мониторинга в реальном времени, которые предупреждают операторов до того, как потенциальные проблемы перерастут в фактические остановки производства.
Основные причины и стратегии предотвращения проблем надёжности при литье алюминия
Анализ показывает, что 68% дефектов возникают из-за неправильного проектирования литниковой системы и недостаточной дегазации сплава. Ведущие заводы используют датчики давления в реальном времени и автоматические системы контроля вязкости для поддержания точности параметров в пределах ±1,5% во время литья. Внедрение ступенчатых режимов охлаждения снижает появление холодных спаев на 38%, а модели прогнозирования пористости на основе ИИ обеспечивают точность обнаружения дефектов на уровне 92% до начала производства.
Кейс: Снижение уровня брака за счёт оптимизации процесса
В 2023 году инициатива поставщика автокомпонентов, объединившая литьё под вакуумом с компьютерным моделированием потоков на основе ИИ, позволила снизить объём отходов, связанных с пористостью, на 87% (Casting-YZ, 2024). Оптимизированный процесс сократил цикл производства на 14%, одновременно повысив равномерность прочности при растяжении у 12 критически важных компонентов, что демонстрирует, как передовые системы управления процессами повышают качество и эффективность на литейных заводах.
Выбор материала и технологии: основы высокопроизводительного литья под давление
Материалы, используемые в литье под давлением: алюминий, цинк, магний и медные сплавы
Выбор материала напрямую определяет эксплуатационные характеристики компонентов в системах литья под давлением. Четыре сплава доминируют в промышленных применениях:
- Алюминиевые сплавы (A380, ADC12) обеспечивают оптимальное соотношение прочности к весу (2,7 г/см³) и коррозионную стойкость, что обуславливает их использование в 62% автомобильных компонентов, таких как блоки цилиндров (справочник материалов 2024 года)
- Цинковые сплавы (ZA-8, Zamak) позволяют изготавливать сложные геометрические формы для электроники и медицинских устройств благодаря превосходной текучести расплава в форму
- Магниевые сплавы (AZ91D) обеспечивают легкость на уровне авиакосмических стандартов без потери структурной целостности
- Медные сплавы (C87800) применяются в узкоспециализированных задачах в тепловых и электрических системах
Согласно последним аналитическим данным в производстве, доминирование алюминия объясняется его совместимостью с автоматизированными процессами литейных заводов и возможностью 100% переработки.
Почему алюминиевое литье под давлением доминирует в высокопроизводительных приложениях
Алюминий превосходит альтернативы в условиях, где важна долговечность, по трём причинам:
- на 40% ниже тепловое расширение по сравнению с цинком, что обеспечивает стабильность компонентов двигателя
- Образование естественного оксидного слоя для защиты от коррозии без покрытий
- Энергоэффективность при производстве (на 30% меньше энергии по сравнению с магнием)
Ключевые аспекты успеха при литье под высоким давлением
Профессиональное литьевое производство должно обеспечивать баланс:
- Усилия зажима : 800–2500 тонн для обеспечения постоянной толщины стенок
- Скорость охлаждения : 2–3 °C/сек для предотвращения пористости в тонких участках
- Покрытия формы : Слои TiN или CrN, увеличивающие срок службы инструмента на 300%

Производственная эффективность и экономические показатели в современном литейно-прессовом производстве
Преимущества литья под давлением: эффективность, прочность и рентабельность
Современные литейные производства значительно повысили свою эффективность благодаря быстрым циклам производства и технологиям изготовления заготовок, близких к окончательной форме. Такой подход позволяет снизить себестоимость единицы продукции примерно на 30–40 процентов при выпуске партий свыше 10 000 единиц, согласно данным Manufacturing Insights за прошлый год. Высокая эффективность достигается за счёт чрезвычайно коротких циклов — менее 60 секунд для небольших алюминиевых деталей — а также высокой эффективности использования материала. Применение передовых систем разливки и автоматической обрезки позволяет достичь использования металла до 95 % в каждой партии. Согласно отраслевым отчётам об улучшениях в области автоматизации, предприятия, использующие роботов для таких задач, как смазка пресс-форм и извлечение деталей, сокращают расходы на оплату труда примерно на четверть, практически не снижая качество. Как правило, такие производства поддерживают уровень брака ниже 1 %, что весьма впечатляет с учётом их нынешней высокой скорости работы.
Соотношение затрат на оснастку и объёмов выпуска для обеспечения экономической эффективности
Первоначальная стоимость многополостной пресс-формы часто превышает 150 тысяч долларов, но как только объем производства достигает примерно 5000 единиц, литье под давлением начинает быть экономически выгодным, поскольку себестоимость каждой дополнительной единицы значительно снижается. Согласно исследованию отрасли, проведённому компанией Precision Economics в прошлом году, производители, которым удаётся окупить инвестиции в оснастку всего за 18 месяцев, получают прибыль на 22 процента выше по сравнению с теми, кто работает с небольшими партиями. Правильный выбор материалов также играет ключевую роль. Алюминий выделяется тем, что около 85% его в конечном итоге перерабатывается, что со временем помогает снизить затраты на материалы. В то же время использование цинковых сплавов позволяет экономить на механической обработке, поскольку детали выходят из формы уже с высоким качеством поверхности, и необходимости в дополнительной отделке становится меньше.
Метрики оценки производительности в операциях литья под давлением с высокой производительностью
Лучшие заводы отслеживают три ключевых показателя:
- Общая эффективность оборудования (OEE) : >75% означает оптимальное использование оборудования
- Вариабельность циклового времени : отклонение <5% обеспечивает предсказуемый выпуск продукции
- Стоимость на килограмм : объединяет затраты на энергию, труд и материалы для всестороннего контроля эффективности
Ведущие производители, использующие панели оперативного контроля OEE в режиме реального времени, отмечают на 18% более быстрое выявление узких мест и рост производительности на 12% в год, что доказывает: принятие решений на основе данных больше не является опционным в конкурентных операциях по литью под давлением
Литье будущего: автоматизация, устойчивое развитие и совместная работа в проектировании
Как проектирование с учётом технологичности улучшает качество и скорость
Когда компании применяют принципы проектирования для удобства изготовления (DFM) с самого начала разработки продукта, они отмечают значительное сокращение отходов материалов и времени производства на основных операциях литья под давлением. Некоторые заводы сообщают, что сократили циклы производства примерно на 40%, просто внедрив эти принципы на раннем этапе. Ключевой момент заключается в том, как инженеры формируют детали, учитывая ограничения производственных процессов. Они стараются избегать сложных участков, таких как тонкие стенки и сложные выемки, которые зачастую приводят к проблемам при литье на последующих этапах. Анализируя реальные данные производственных площадок за 2023 год, производители обнаружили, что детали, спроектированные с учётом DFM, требовали после литья примерно на 35% меньше доработок по сравнению со старыми конструкциями. Это означает меньшее количество переделок, более низкие затраты и в конечном итоге более довольных клиентов, получающих качественную продукцию быстрее.
Совместное прототипирование и моделирование на надёжных заводах литья под давлением
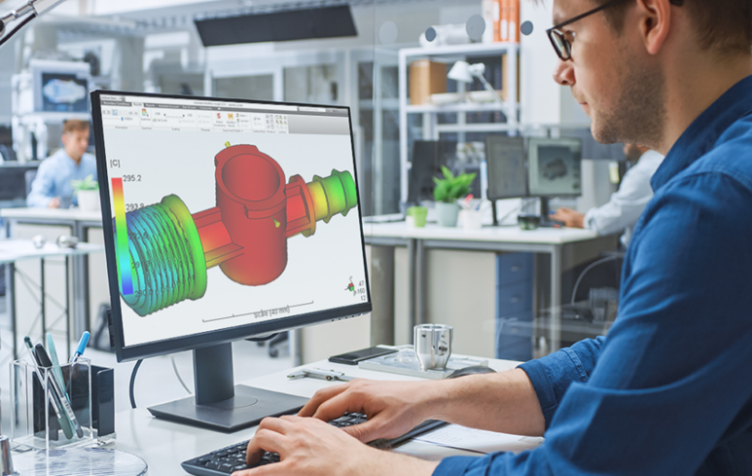
Продвинутые платформы моделирования обеспечивают совместную работу команд проектировщиков и инженеров-производственников в режиме реального времени. Системы на базе облачных технологий позволяют одновременно оценивать характер заполнения и термические напряжения, сокращая количество итераций прототипов на 50%. Подход, основанный на цифровом двойнике, позволяет проверять конструкции пресс-форм в виртуальной среде до запуска физовых оснасток, обеспечивая более быстрый выход на рынок.
Новые тенденции: контроль качества на основе искусственного интеллекта, автоматизация и устойчивое развитие
Сегодня предприятия достигают почти нулевого уровня дефектов благодаря умным системам технического зрения, работающим на основе искусственного интеллекта. Эти передовые «глаза» проверяют более чем по 500 параметрам в каждом цикле литья. Результат? Существенное сокращение брака из-за пористости — примерно на 62 %, и всё это без снижения скорости производства, согласно журналу Advanced Casting Journal за прошлый год. В то же время компании начали внедрять автоматизированные системы смазки вместе с замкнутыми контурами охлаждения. Такое сочетание позволило сократить энергопотребление почти на 28 % по сравнению со старыми методами. Отчёты отрасли по устойчивому развитию показывают, что эти улучшения — не просто теория, а реальные изменения, происходящие на производственных площадках по всей стране.
Обеспечение долгосрочной эффективности операций литья под давлением с помощью умного производства
Ведущие заводы интегрируют датчики Интернета вещей (IoT) на производственные линии, что позволяет осуществлять прогнозируемое техническое обслуживание и сокращает незапланированные простои на 73%. Этот переход к «умным» производственным мощностям объединяет данные о технологических процессах в реальном времени с системами планирования ресурсов предприятия, создавая гибкие экосистемы, готовые к требованиям Индустрии 4.0.
Часто задаваемые вопросы
Какие дефекты часто встречаются при литье под давлением?
Распространёнными дефектами при литье под давлением являются пористость из-за захваченных газов, холодные спайки, где металл не полностью соединяется, и облои, вызванные просачиванием избыточного материала. Эти проблемы обычно возникают на этапах инжекции под высоким давлением.
Как моделирование улучшает качество литья под давлением?
Инструменты моделирования позволяют предсказать, где могут возникнуть проблемы в процессе заполнения формы, что даёт возможность производителям стандартизировать процессы и оптимизировать пресс-формы, сократив расходы на прототипирование примерно на 35%.
Почему алюминий предпочтительнее в высокопроизводительном литье под давлением?
Алюминий ценится за оптимальное соотношение прочности к весу, устойчивость к коррозии, меньшее тепловое расширение и энергоэффективность при производстве, что делает его идеальным для применений, где важна долговечность.
Какие преимущества дает использование мониторинга в реальном времени в процессе литья под давлением?
Мониторинг в реальном времени с использованием датчиков обеспечивает точный контроль давления впрыска и температуры пресс-формы, позволяет немедленно корректировать отклонения, снижает уровень брака и повышает общее качество продукции.
Содержание
-
Основной контроль качества при литье под давлением: обеспечение стабильной надежности
- Меры контроля качества до литья: оценка материалов и моделирование конструкции
- Мониторинг в процессе производства и статистический контроль процессов для обеспечения стабильности
- Инспекция после литья и методы неразрушающего контроля
- Роль передовых технологий в обеспечении качества современного литья под давлением
- Распространённые дефекты при литье под давлением и стратегии их предотвращения на профессиональном заводе
- Выбор материала и технологии: основы высокопроизводительного литья под давление
- Производственная эффективность и экономические показатели в современном литейно-прессовом производстве
-
Литье будущего: автоматизация, устойчивое развитие и совместная работа в проектировании
- Как проектирование с учётом технологичности улучшает качество и скорость
- Совместное прототипирование и моделирование на надёжных заводах литья под давлением
- Новые тенденции: контроль качества на основе искусственного интеллекта, автоматизация и устойчивое развитие
- Обеспечение долгосрочной эффективности операций литья под давлением с помощью умного производства
- Часто задаваемые вопросы