




التحكم الأساسي في الجودة في صب القوالب: ضمان موثوقية مستمرة
إجراءات التحكم في الجودة قبل الصب: تقييم المواد ومحاكاة التصميم
يبدأ التحكم في الجودة مبكرًا جدًا، قبل أن يدركه معظم الناس، في مصنع صب القوالب الجيد. قبل أن يتم صب أي معدن ساخن في القوالب، تُجرى جميع أنواع الاختبارات على المواد للتحقق من مدى ملاءمة السبائك وكيفية تفاعلها مع الحرارة. ويساعد ذلك في اكتشاف المشكلات التي قد تتسبب لاحقًا في حدوث فراغات هوائية أو تشققات. كما أصبحت الصناعة أكثر ذكاءً في استخدام أدوات المحاكاة هذه الأيام. تقوم هذه البرامج بتحليل تصاميم القوالب وتحديد النقاط التي قد تظهر فيها مشكلات أثناء عملية الملء. ووفقًا لبعض الأرقام الحديثة لعام 2023، تمكنت الشركات التي تستخدم هذه التقنية من خفض تكاليف النماذج الأولية بنحو 35%. وعندما تتبع المصانع معايير ISO 9001 فيما يتعلق بالمواد؟ فإنها عادةً ما تشهد انخفاضًا بنسبة نحو 40% في الفروق المتعلقة بأحجام المنتجات مقارنة بالأماكن التي لا تحمل شهادة اعتماد. وهذا أمر منطقي حقًا، لأن العمليات الموحدة تعمل بشكل أفضل بشكل عام.

المراقبة أثناء العملية والتحكم الإحصائي في العمليات لتحقيق الاتساق
تتتبع أجهزة الاستشعار في الوقت الفعلي ضغوط الحقن (بدقة ±1.5٪) ودرجات حرارة القالب (بانحراف ±2°م)، وترسل البيانات إلى أنظمة التحكم الإحصائي بالعمليات (SPC). ويتيح هذا التصحيح الفوري لأي انحرافات تتجاوز حدود التحكم 4σ، وهي ممارسة أثبتت خفض معدلات الرفض بنسبة 28٪ في تطبيقات صب الألومنيوم بالقالب.

فحص ما بعد الصب وطرق الفحص غير التدميري
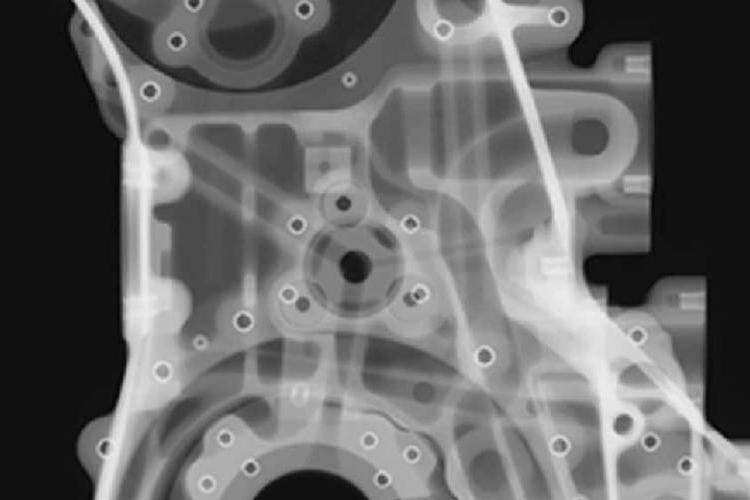
تتحقق أجهزة القياس التنسيقية الآلية (CMMs) من أبعاد القطع بدقة تسامح تصل إلى 5 ميكرومتر، في حين يكشف الفحص بالأشعة السينية عن العيوب تحت السطحية التي لا يمكن اكتشافها بالفحص البصري. وتستخدم المنشآت الرائدة اختبارات الموجات فوق الصوتية ذات المصفوفة الطورية لفحص 100٪ من المكونات عالية الإجهاد، مما يحقق معدلات هروب العيوب بأقل من 0.02٪.
أفضل الممارسات للدقة الأبعادية وصيانة القوالب
تحافظ جداول الصيانة الوقائية للقوالب كل 50,000 دورة على الفجوات الحرجة (±0.005 مم). وتُبقي أسطح القوالب المعالَجة بالنيترة البلازمية متطلبات تشطيب السطح (Ra ≤0.8 ميكرومتر) لمدة أطول بثلاث مرات مقارنةً بالطلاءات التقليدية، مما يؤثر مباشرةً على اتساق القطع عبر دفعات الإنتاج.

دور التقنيات المتقدمة في ضمان جودة الصب بالقالب الحديث
تُكتشف أنظمة الرؤية المدعومة بالذكاء الاصطناعي الآن العيوب الدقيقة (≤0.1 مم) بأسرع بـ12 مرة من المفتشين البشريين. وتعمل أنظمة المراقبة الحلقية المغلقة في الوقت الفعلي على تعديل 23 معلمة آلة بشكل متزامن تلقائيًا، مع الحفاظ على الظروف المثلى رغم اختلافات دفعات السبائك. وتحدد هذه البروتوكولات مجتمعةً التميّز التشغيلي لمصنع صب بالقالب حديث.
العيوب الشائعة في الصب بالقالب واستراتيجيات الوقاية في مصنع صب قوالب احترافي
تحديد العيوب الشائعة في الصب: المسامية، والانسدادات الباردة، والوصلات الزائدة
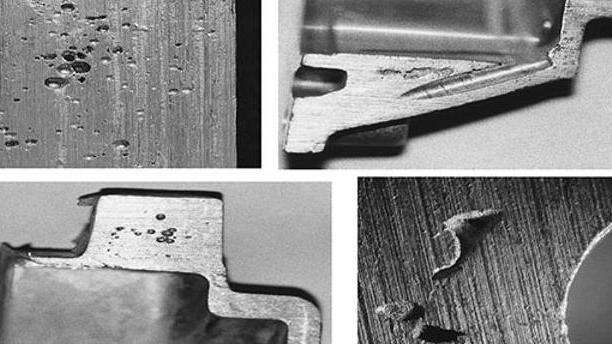
في ورش صب الألومنيوم في جميع أنحاء البلاد، تشكل المسامية الناتجة عن الغازات المحبوسة، والانغلاق البارد عندما لا يندمج المعدن بالكامل، والوصلات الزائدة الناتجة عن خروج المواد الزائدة حوالي 60-65٪ من مشكلات الجودة التي تُصادف في خطوط الإنتاج. غالبًا ما تبدأ هذه المشكلات بالظهور خلال مراحل الحقن عالية الضغط الشديدة. وعندما لا يتم تصريف القوالب بشكل كافٍ أو تحدث تقلبات في درجات الحرارة أثناء العملية، فإن ذلك يؤدي إلى ضعف هيكلي في المنتج النهائي. لمكافحة هذه العيوب الشائعة، تعتمد العديد من المرافق التصنيعية الحديثة الآن اعتمادًا كبيرًا على معدات المسح بالتصوير الحراري بالأشعة تحت الحمراء جنبًا إلى جنب مع أنظمة الصيانة التنبؤية المتطورة لقوالبها. وقد بدأت بعض المصانع حتى بتطبيق حلول للمراقبة الفورية تنذر للعاملين قبل أن تتحول المشكلات المحتملة إلى توقف فعلي في الإنتاج.
الأسباب الجذرية واستراتيجيات الوقاية لموثوقية صب الألومنيوم
تُظهر التحليلات أن 68٪ من العيوب ناتجة عن تصميم غير سليم لنظام الإدخال وغياب إزالة الغازات من السبيكة بشكل كافٍ. وتستخدم المصانع الرائدة أجهزة استشعار ضغط تعمل في الوقت الفعلي وضوابط لزوجة آلية للحفاظ على دقة معايير ±1.5٪ أثناء عملية الصب. ويقلل تطبيق نُظم التبريد الطبقي من حالات حدوث الانفصال البارد بنسبة 38٪، في حين تحقق نماذج التنبؤ بالمسامية المعتمدة على الذكاء الاصطناعي دقة اكتشاف عيوب تبلغ 92٪ قبل الإنتاج.
دراسة حالة: خفض معدلات العيوب من خلال تحسين العمليات
في مبادرة أطلقتها شركة توريد للسيارات في عام 2023، تم دمج تقنية الصب بالقالب بمساعدة الفراغ مع عمليات محاكاة تدفق مدعومة بالذكاء الاصطناعي، مما قلل من الهدر الناتج عن المسامية بنسبة 87٪ (Casting-YZ، 2024). وقد قلّلت العملية المُحسّنة من زمن الدورة بنسبة 14٪، في الوقت الذي تحسّنت فيه اتساقية مقاومة الشد عبر 12 مكونًا حيويًا، ما يُظهر كيف يمكن للضوابط المتقدمة للعملية أن تعزز الجودة والكفاءة معًا في مصانع القولبة بالضغط.
اختيار المواد والعمليات: أسس القولبة بالضغط عالية الأداء
المواد المستخدمة في الصب بالضغط: سبائك الألومنيوم، الزنك، المغنيسيوم، والنحاس
يحدد اختيار المادة مباشرة أداء المكونات في أنظمة الصب بالضغط. أربع سبائك تهيمن على التطبيقات الصناعية:
- سبائك الألومنيوم (A380، ADC12) توفر نسبة مثالية بين القوة والوزن (2.7 غم/سم³) ومقاومة التآكل، مما يدفع إلى استخدامها في 62% من المكونات automotive مثل كتل المحركات (دليل المواد 2024)
- سبائك الزنك (ZA-8، Zamak) تمكن من هندسة معقدة للأجهزة الإلكترونية والطبية من خلال تدفق ممتاز في القوالب
- سبائك المغنيسيوم (AZ91D) توفر خفة تُستخدم في صناعة الطيران دون التضحية بالمتانة الهيكلية
- سبائك النحاس (C87800) تؤدي أدواراً متخصصة في الأنظمة الحرارية/الكهربائية
تكشف التحليلات الحديثة للتصنيع أن هيمنة الألومنيوم ناتجة عن توافقه مع عمليات المصانع الآلية للصب بالضغط وإمكانية إعادة تدويره بنسبة 100%.
لماذا يُهيمن الصب بالألومنيوم في التطبيقات عالية الأداء
يتفوق الألومنيوم على البدائل في السيناريوهات التي تتطلب متانة عالية بسبب ثلاثة عوامل:
- انخفاض بنسبة 40٪ في التمدد الحراري مقارنة بالزنك، مما يضمن الثبات في مكونات المحرك
- تكوّن طبقة أكسيد طبيعية تقاوم التآكل دون الحاجة إلى طلاءات
- كفاءة في استهلاك الطاقة أثناء الإنتاج (أقل بـ 30٪ من المغنيسيوم من حيث استهلاك الطاقة)
الاعتبارات الرئيسية للنجاح في صب القوالب بالضغط العالي
يجب على مصنع صب القوالب الاحترافي أن يوازن بين:
- قوى القفل : تتراوح بين 800 و2,500 طن لضمان سماكة جدران متسقة
- معدلات التبريد : من 2 إلى 3 درجات مئوية/ثانية لمنع تكون المسام في الأجزاء الرقيقة
- طلاءات القالب : طبقات TiN أو CrN تمدد عمر الأداة بنسبة 300%

كفاءة الإنتاج والأداء الاقتصادي في مصنع حديث لصهر القوالب
مزايا الصب بالقالب: الكفاءة، القوة، والتكلفة الفعالة
لقد قدمت مصانع الصب الحديثة أداءً متميزًا بفضل دورة الإنتاج السريعة وتقنيات التصنيع القريبة من الشكل النهائي. ويقلل هذا الأسلوب تكاليف الوحدة بنسبة تتراوح بين 30 إلى 40 في المئة عند إنتاج دفعات تزيد عن 10,000 وحدة، وفقًا لتحليلات التصنيع الصادرة العام الماضي. ما يجعل هذه الطريقة فعّالة جدًا هو الجمع بين دورة تشغيل سريعة جدًا تقل عن 60 ثانية للأجزاء الصغيرة المصنوعة من الألومنيوم، وكفاءة استثنائية في استخدام المواد. وتساهم أنظمة التغذية المتقدمة والتقليم الآلي في تحقيق نسبة استخدام للمعادن تصل إلى 95% من كل دفعة. ووفقًا لما تُظهره التقارير الصناعية حول تحسينات الأتمتة، فإن الورش التي تستخدم الروبوتات في مهام مثل رش القوالب وإزالة القطع تنجح في خفض تكاليف العمالة بنحو ربع التكلفة دون التأثير الكبير على الجودة. وعادةً ما تحافظ هذه المرافق على معدلات عيوب أقل من 1%، وهي نتيجة مثيرة للإعجاب بالنظر إلى مدى زيادة سرعة تشغيلها حاليًا.
موازنة تكاليف الأدوات ومخرجات الحجم لتحقيق الكفاءة الاقتصادية
غالبًا ما تتجاوز التكلفة الأولية لأدوات القوالب متعددة الفتحات مبلغ 150 ألف دولار، ولكن بمجرد أن يصل الإنتاج إلى حوالي 5000 وحدة، يصبح الصب بالقوالب مبررًا من الناحية المالية، لأن تكلفة إنتاج كل وحدة إضافية تنخفض بشكل كبير. وفقًا لبعض الأبحاث الصناعية التي أجرتها شركة Precision Economics العام الماضي، فإن الشركات المصنعة التي تنجح في استرداد استثمارها في الأدوات خلال 18 شهرًا فقط، تشهد زيادة بنسبة 22 بالمئة تقريبًا في العائد على الاستثمار مقارنةً بتلك التي تظل عالقة بالإنتاج بأحجام دفعات صغيرة. كما أن اختيار المواد بحكمة يُحدث فرقًا كبيرًا أيضًا. يتميّز الألومنيوم لأنه يُعاد تدويره في نهاية المطاف بنسبة تصل إلى 85% تقريبًا، مما يساعد على خفض تكاليف المواد مع مرور الوقت. وفي الوقت نفسه، يؤدي العمل مع سبائك الزنك إلى توفير المال في عمليات التشغيل، لأن الأجزاء تخرج من القالب بجودة سطحية جيدة جدًا بالفعل، وبالتالي لا تكون هناك حاجة كبيرة للمسات النهائية الإضافية.
مقاييس تقييم الإنتاجية في عمليات الصب بالضغط العالي
تقوم المصانع ذات الأداء الأعلى برصد ثلاث مقاييس رئيسية:
- الفعالية الشاملة للمعدات (OEE) : >75% يشير إلى الاستخدام الأمثل للجهاز
- تقلب زمن الدورة : انحراف <5% يضمن إخراجًا يمكن التنبؤ به
- التكلفة لكل كيلوجرام : تجمع بين تكاليف الطاقة والعمالة والمواد لمتابعة الكفاءة الشاملة
المصنّعون الرائدون الذين يستخدمون لوحات معلومات OEE في الوقت الفعلي يبلغون عن تحديد أسرع للمواطن الضيقة بنسبة 18% وتحقيق مكاسب سنوية في الإنتاجية بنسبة 12%، مما يثبت أن اتخاذ القرارات المستندة إلى البيانات لم يعد اختياريًا في عمليات الصب بالقوالب التنافسية.
الصب بالقوالب الجاهز للمستقبل: الأتمتة، والاستدامة، والتعاون في التصميم
كيف يحسّن التصميم من أجل قابلية التصنيع الجودة والسرعة
عندما تُطبّق الشركات مبادئ التصميم من أجل إمكانية التصنيع (DFM) منذ بداية تطوير المنتج، تلاحظ انخفاضًا كبيرًا في هدر المواد ووقت الإنتاج عبر عمليات الصب الرئيسية. أفادت بعض المصانع بأنها قلّصت أوقات الدورة بنسبة حوالي 40٪ فقط من خلال دمج هذه المبادئ في المراحل المبكرة. يكمن السر في الطريقة التي يُشكّل بها المهندسون الأجزاء لتتناسب بشكل أفضل مع قيود التصنيع. فهم يميلون إلى تجنّب المناطق المعقدة مثل الجدران الرقيقة والتحتقصات المعقدة التي غالبًا ما تؤدي إلى مشاكل في الصب لاحقًا. ووفقًا للبيانات الفعلية من خطوط الإنتاج لعام 2023، وجد المصنعون أن الأجزاء المصممة وفقًا لمبادئ DFM احتاجت إلى إصلاحات بعد الصب أقل بنسبة 35٪ تقريبًا مقارنة بالتصاميم القديمة. وهذا يعني تقليل الحاجة لإعادة العمل، وانخفاض التكاليف، وفي النهاية عملاء أكثر رضاً يتلقون منتجات عالية الجودة بسرعة أكبر.
التآزر في بروتوكا التصنيع والمحاكاة في مصانع الصب الموثوقة
تتيح منصات المحاكاة المتقدمة التعاون في الوقت الفعلي بين فرق التصميم ومديري الإنتاج. تسمح الأنظمة القائمة على الحوسبة السحابية بالتقييم المتزامن لأنماط التعبئة والضغوط الحرارية، مما يقلل عدد مراحل النموذج الأولي بنسبة 50%. وتُثبت هذه الطريقة المعتمدة على النموذج الرقمي تصميمات القوالب في بيئات افتراضية قبل تشغيل الأدوات المادية، مما يضمن وصول المنتج إلى السوق بشكل أسرع.
الاتجاهات الناشئة: مراقبة الجودة المدعومة بالذكاء الاصطناعي، والأتمتة، والاستدامة
تُحقِق المرافق اليوم معدلات تقترب من الصفر في العيوب بفضل أنظمة الرؤية الذكية المدعومة بالذكاء الاصطناعي. تقوم هذه الأنظمة المتقدمة بالتحقق من أكثر من 500 عامل مختلف خلال كل دورة صب. والنتيجة؟ انخفاض هائل في نسبة الهالك الناتج عن مشكلة المسامية بنسبة تصل إلى حوالي 62٪، وكل ذلك دون إبطاء سرعة الإنتاج وفقًا لمجلة الصب المتقدمة للعام الماضي. وفي الوقت نفسه، بدأت الشركات بتطبيق أنظمة تزييت آليّة جنبًا إلى جنب مع دوائر تبريد مغلقة. وقد قلّلت هذه المجموعة من الحلول استهلاك الطاقة بنسبة تقارب 28٪ مقارنةً بالطرق القديمة. وتُظهر التقارير الصناعية حول الاستدامة أن هذه التحسينات ليست نظرية فحسب، بل تُطبَّق فعليًا في أرضيات التصنيع على مستوى البلاد.
ضمان مستقبل عمليات القولبة بالضغط من خلال التصنيع الذكي
تدمج المصانع الرائدة أجهزة استشعار إنترنت الأشياء عبر خطوط الإنتاج، مما يمكّن من الصيانة التنبؤية التي تقلل من توقف العمليات غير المخطط لها بنسبة 73%. يجمع هذا التحوّل نحو المرافق الذكية بين بيانات العمليات في الوقت الفعلي وأنظمة تخطيط موارد المؤسسة، ما يُنشئ نُظمًا بيئية مرنة جاهزة لمتطلبات الثورة الصناعية الرابعة.
الأسئلة الشائعة
ما هي العيوب الشائعة في صب القوالب؟
تشمل العيوب الشائعة في صب القوالب المسامية الناتجة عن الغازات المحبوسة، والانغلاق البارد حيث لا يندمج المعدن بالكامل، والوصلات الزائدة الناتجة عن تسرب المواد الزائدة. وعادةً ما تنشأ هذه المشكلات خلال مراحل الحقن عالية الضغط.
كيف تحسّن أدوات المحاكاة جودة صب القوالب؟
تنبّأ أدوات المحاكاة بالمواقع التي قد تظهر فيها المشكلات أثناء عملية الملء، مما يمكن المصنّعين من توحيد الإجراءات وتحسين القوالب، وهو ما يمكن أن يقلل تكاليف النماذج الأولية بنحو 35%.
لماذا يُفضّل استخدام الألومنيوم في صب القوالب عالي الأداء؟
يُفضَّل الألومنيوم بسبب نسبته المثلى بين القوة والوزن، ومقاومته للتآكل، وانخفاض تمدده الحراري، وفعاليته في استهلاك الطاقة أثناء الإنتاج، مما يجعله مثاليًا للتطبيقات التي تتطلب متانة عالية.
ما الفوائد التي يحققها الرصد الفعلي للزمن في صب القوالب؟
يوفر الرصد الفعلي للزمن باستخدام أجهزة الاستشعار تتبعًا دقيقًا لضغوط الحقن ودرجات حرارة القالب، مما يتيح إجراء تصحيحات فورية لأي انحرافات، ويقلل من معدلات الهدر، ويعزز الجودة الشاملة.
جدول المحتويات
- التحكم الأساسي في الجودة في صب القوالب: ضمان موثوقية مستمرة
- العيوب الشائعة في الصب بالقالب واستراتيجيات الوقاية في مصنع صب قوالب احترافي
- اختيار المواد والعمليات: أسس القولبة بالضغط عالية الأداء
- كفاءة الإنتاج والأداء الاقتصادي في مصنع حديث لصهر القوالب
- الصب بالقوالب الجاهز للمستقبل: الأتمتة، والاستدامة، والتعاون في التصميم
- الأسئلة الشائعة