




ダイカストにおけるコアな品質管理:一貫した信頼性の確保
鋳造前の品質対策:材料評価と設計シミュレーション
優れたダイカスト工場では、品質管理はほとんどの人が認識しているよりもはるかに早い段階から始まります。熱い金属を金型に流し込む前段階で、合金が適切かどうかや熱に対する挙動などを確認するために、さまざまな材料試験を実施します。これにより、将来的に気孔や亀裂といった問題を引き起こす可能性のある欠陥を早期に発見できます。最近では、業界全体でシミュレーションツールの活用が進んでいます。これらのプログラムは金型設計を分析し、充填中に問題が発生する可能性のある箇所を予測します。2023年の最新データによると、この技術を導入している企業はプロトタイプ開発コストを約35%削減しています。また、素材に関してISO 9001規格に従っている製造業者は、認証を取得していない事業所と比較して、製品の寸法ばらつきが約40%少なくなる傾向があります。標準化されたプロセスは総じてより高い信頼性をもたらすため、当然と言えるでしょう。

工程中の監視および統計的工程管理による一貫性の確保
リアルタイムセンサーは射出圧力(±1.5%の精度)および金型温度(±2°Cのばらつき)を監視し、そのデータを統計的工程管理(SPC)システムに送信します。これにより、4σの管理限界を超える偏差を即座に修正することが可能となり、アルミニウムダイカスト製造においてスクラップ率を28%削減できることが実証されています。

鋳造後の検査および非破壊検査方法
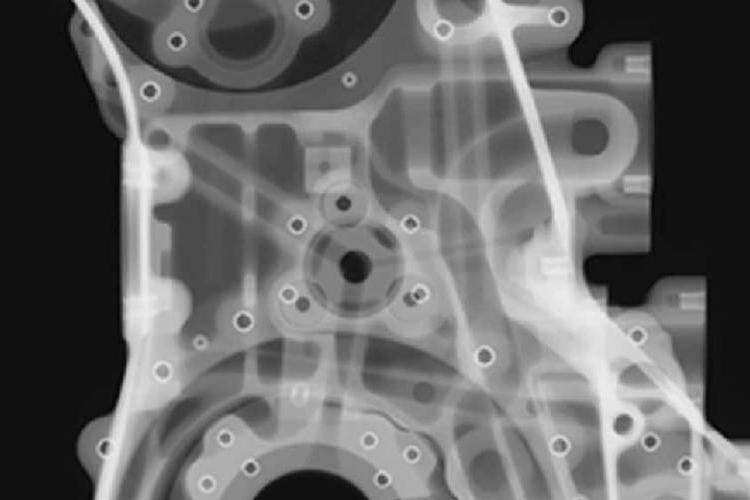
自動化された三次元測定器(CMM)は部品の寸法を5µmの公差内で検証し、X線検査では目視確認では検出できない内部欠陥を特定します。主要な施設では、高応力部品の100%を検査するためにフェーズドアレイ超音波検査を採用しており、欠陥流出率を0.02%未満に抑えています。
寸法精度および金型メンテナンスのベストプラクティス
5万サイクルごとの予防的な金型メンテナンススケジュールにより、重要なクリアランス(±0.005mm)が維持されます。プラズマ窒化処理された金型表面は、従来のコーティングと比較して3倍長い期間、表面粗さ仕様(Ra ≤0.8µm)を保持し、生産ロット間の部品の一貫性に直接貢献します。

現代のダイカスト品質保証における先進技術の役割
AI搭載のビジョンシステムは、人間の検査員よりも12倍速くマイクロ欠陥(≤0.1mm)を検出できるようになりました。リアルタイムで閉ループ制御されるプロセス監視システムは、合金バッチの変動があっても最適な条件を維持するために、23項目の機械パラメータを同時に自動調整します。これらのプロトコルは、現代のダイカスト工場における運用工学的卓越性を定義しています。
専門的なダイカスト工場におけるダイカストの一般的な欠陥とその防止戦略
鋳造欠陥の特定:気孔、冷隔、バリ
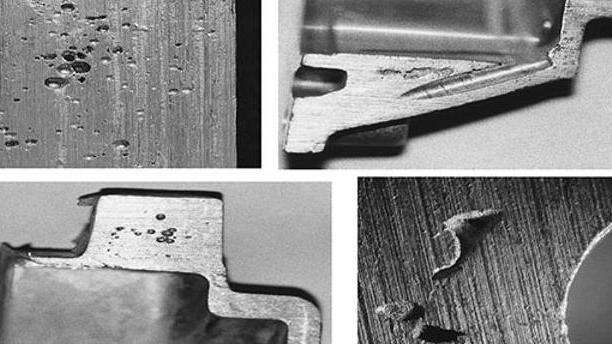
全国のアルミダイカスト工場では、閉じ込められたガスによる気孔、金属が完全に融合しないことによる冷接(コールドシュー)、および余分な材料が押し出されることで生じるバリは、生産ラインで発生する品質問題の約60〜65%を占めています。これらの問題の多くは、高圧射出工程のような厳しい条件下で最初に現れます。金型の排気が不十分である場合や、プロセス中に温度変動があると、最終製品に構造的な弱点が生じます。こうした一般的な欠陥に対抗するため、多くの現代の製造施設では、金型に対する赤外線熱画像スキャニング装置や高度な予知保全システムに大きく依存するようになっています。中には、潜在的な問題が実際に生産停止に至る前にオペレーターに警告するリアルタイム監視ソリューションを導入し始めた工場もあります。
アルミ鋳造の信頼性向上のための根本原因と防止策
分析によると、欠陥の68%はゲート設計の不適切さと合金の脱気不足に起因しています。主要な工場では、リアルタイム圧力センサーや自動粘度制御を採用し、鋳造中のパラメータ精度を±1.5%以内に維持しています。層状冷却プロセスを導入することで冷割れ(Cold shut)の発生率が38%低下し、AI駆動の気孔予測モデルは量産前の段階で92%の検出精度を達成しています。
ケーススタディ:工程最適化による不良率の低減
2023年の自動車部品サプライヤーによる取り組みでは、真空補助ダイカストとAI駆動の流動シミュレーションを組み合わせることで、気孔関連の廃棄を87%削減しました(Casting-YZ, 2024)。最適化された工程によりサイクルタイムが14%短縮され、12の重要部品における引張強度の一貫性も向上し、高度な工程管理がダイカスト工場における品質と効率の両方を高めることを示しています。
材料および工程選定:高性能ダイカストの基盤
ダイカストに使用される材料:アルミニウム、亜鉛、マグネシウム、および銅合金
材料の選定は、ダイカストシステムにおける部品の性能を直接決定します。産業用途では、以下の4つの合金が主流です:
- アルミニウム合金 (A380、ADC12) は最適な強度対重量比 (2.7 g/cm³) と耐腐食性を提供し、エンジンブロックなどの自動車部品の62%で使用されています(2024年版マテリアルガイド)
- 亜鉛合金 (ZA-8、ザマーク) は優れた金型流動性により、電子機器や医療機器向けの複雑な形状の製造を可能にします
- マグネシウム合金 (AZ91D) は構造的強度を犠牲にすることなく、航空宇宙級の軽量性を実現します
- 銅合金 (C87800) は熱・電気システムにおいて特定のニッチな用途に使用されます
最近の製造分析によると、アルミニウムが主流である理由は、自動化されたダイカスト工場プロセスとの高い適合性と100%リサイクル可能である点にあります。
なぜアルミニウムダイカストが高機能用途で主流なのか
アルミニウムは、以下の3つの要因により、耐久性が重要な場面で他の材料を上回る性能を発揮します:
- 亜鉛よりも40%低い熱膨張率で、エンジン部品の安定性を確保
- コーティングなしで腐食抵抗性を発揮する自然酸化皮膜の形成
- 生産時のエネルギー効率(マグネシウム比30%少ない電力消費)
高圧ダイカストにおける成功のための主な考慮点
専門的なダイカスト工場は以下のバランスを取る必要があります:
- 金型締め付け力 :一貫した肉厚を実現するため800~2,500トン
- 冷却速度 :薄肉部分での気孔防止のため2~3°C/秒
- 金型コーティング : 工具寿命を300%延長するTiNまたはCrN層

現代のダイカスト工場における生産効率と経済的性能
ダイカストの利点:効率性、強度、および費用対効果
今日のダイカスト工場は、高速生産サイクルとニアネットシェイプ製造技術により、大幅に生産性を高めています。昨年のManufacturing Insightsによると、このアプローチにより、1万台を超えるロット生産時の単価が約30~40%削減されています。これほど高い効率を実現しているのは、小型アルミ部品において60秒未満という非常に短いサイクルタイムと、優れた材料効率が組み合わさっているためです。高度なゲートシステムや自動トリミングにより、各ロットでの金属使用率を最大95%まで高めることができます。業界の報告書が示す自動化の進展を見ると、金型へのスプレー塗布や製品取り出しにロボットを導入している工場では、品質をほとんど損なうことなく人件費を約4分の1削減しています。こうした施設では通常、欠陥発生率を1%未満に保っており、現在の運転速度の速さを考えれば非常に印象的です。
経済効率のための金型コストと生産量のバランス
多穴型金型の初期費用はしばしば15万ドルを超えますが、生産が約5,000個に達すると、ダイカストは経済的に有利になります。なぜなら、その後の各追加ユニットの製造コストが大幅に低減されるからです。昨年のPrecision Economicsによる業界調査によると、金型投資をわずか18か月以内に回収できたメーカーは、小ロット生産にとどまっているメーカーと比較して、投資利益率(ROI)が約22%向上するそうです。素材の選定も非常に重要です。アルミニウムは、最終的に約85%がリサイクルされるため、長期的に材料費を抑えることができ、特に優れています。一方、亜鉛合金を使用すれば、成形品の表面品質が非常に高いため、後加工の手間が少なくなり、機械加工費用の節約につながります。
高生産性ダイカスト作業における生産性評価指標
トップパフォーマンスの工場が注目している3つの主要指標:
- 全体設備有効性 (OEE) : 75%以上は機械稼働率が最適であることを示します
- サイクルタイムの変動 : 5%未満の偏差は、安定した生産出力を保証します
- キログラムあたりのコスト : エネルギー、労働力、材料費を統合し、包括的な効率管理を実現します
リアルタイムOEEダッシュボードを活用している主要メーカーは、 ボトルネックの特定が18%高速化され 年間生産量が12%向上しており、競争力のあるダイカスト製造においてデータ駆動型意思決定がもはや必須であることを証明しています。
将来を見据えたダイカスト:自動化、持続可能性、設計連携
製造性を考慮した設計(DFM)が品質とスピードを向上させる方法
企業が製品開発の初期段階から製造性を考慮した設計(DFM)を適用すると、主要なダイカスト工程における材料の無駄と生産時間の両方で大幅な削減が見られます。一部の工場では、これらの原則を早期に導入するだけでサイクルタイムを約40%短縮できたと報告しています。その鍵は、エンジニアが部品を製造上の制約により適応させる形で設計する点にあります。彼らは、後々キャスティングの問題を引き起こしやすい薄肉部分や複雑なアンダーカットといった難しい領域を避ける傾向があります。2023年の実際の工場現場データによると、DFMを念頭に置いて設計された部品は、従来の設計と比べて鋳造後の修正作業が約35%少なくて済んだことがわかりました。これにより再作業が減り、コストが低下し、最終的にはより高品質な製品を迅速に受け取れるため、顧客満足度も向上します。
信頼性の高いダイカスト工場における共同プロトタイピングとシミュレーション
高度なシミュレーションプラットフォームにより、設計チームと生産エンジニアがリアルタイムで連携できます。クラウドベースのシステムを用いることで、充填パターンや熱応力の同時評価が可能となり、試作回数を50%削減できます。このデジタルツイン手法により、金型の実際の製作前に仮想環境で設計検証を行い、市場投入までの時間を短縮します。
新興トレンド:AI駆動型品質管理、自動化、およびサステナビリティ
今日の設備では、人工知能を搭載したスマートビジョンシステムのおかげで、ほぼゼロ欠陥に近づいています。これらの高度な視覚システムは、各鋳造サイクル中に500以上の異なる要素をチェックします。その結果、昨年の『アドバンスド・キャスティング・ジャーナル』によると、気孔問題による廃棄材料が約62%も大幅に削減され、生産速度を落とすことなく達成されています。同時に、企業は自動潤滑システムとクローズドループ冷却回路を併用する導入を始めています。この組み合わせにより、古い方法と比較してエネルギー使用量がほぼ28%削減されました。サステナビリティに関する業界レポートは、こうした改善が理論上のものではなく、全国の製造現場で実際に実現していることを示しています。
スマート製造によるダイカスト工程の将来への備え
主要な工場では、生産ライン全体にIoTセンサーを統合しており、これにより予知保全が可能になり、予期せずに停止する時間を73%削減できます。このようなスマートファシリティへの移行は、リアルタイムのプロセスデータと企業資源計画(ERP)システムを組み合わせることで、Industry 4.0の要求に応えられる柔軟なエコシステムを創出しています。
よくある質問
ダイカスト成形における一般的な欠陥は何ですか?
ダイカスト成形の一般的な欠陥には、気体が閉じ込められることによる気孔、金属が完全に融合しないことによる冷接(コールドシャット)、および余分な材料が漏れ出ることによって生じるバリ(フラッシュ)があります。これらの問題は通常、高圧射出工程中に発生します。
シミュレーションはどのようにしてダイカスト品質を向上させますか?
シミュレーションツールは、充填プロセス中に問題が発生する可能性のある場所を予測できるため、製造業者は作業手順を標準化し金型を最適化することが可能になります。これにより、試作品のコストを約35%削減できます。
なぜアルミニウムは高性能ダイカストに好んで使用されるのですか?
アルミニウムは、優れた強度対重量比、耐腐食性、低い熱膨張率、および製造時のエネルギー効率に優れているため、耐久性が重要な用途に最適です。
ダイカストにおけるリアルタイム監視の利点は何ですか?
センサーによるリアルタイム監視により、射出圧力や金型温度を正確に追跡でき、直ちにずれを修正することが可能になり、歩留まりの改善と全体的な品質向上に寄与します。