




डाई कास्टिंग में मुख्य गुणवत्ता नियंत्रण: लगातार विश्वसनीयता सुनिश्चित करना
पूर्व-कास्टिंग गुणवत्ता उपाय: सामग्री मूल्यांकन और डिज़ाइन सिमुलेशन
गुणवत्ता नियंत्रण अधिकांश लोगों की धारणा से कहीं पहले शुरू हो जाता है, एक अच्छे डाई कास्टिंग संयंत्र में। किसी भी गर्म धातु को साँचों में डालने से पहले, वे सामग्री पर सभी प्रकार के परीक्षण करते हैं ताकि यह जांचा जा सके कि मिश्र धातुएँ सही हैं और वे ऊष्मा के साथ कैसे व्यवहार करती हैं। इससे बाद में होने वाली समस्याओं जैसे वायु कोष्ठक या दरारों को पकड़ने में मदद मिलती है। आजकल उद्योग अनुकरण उपकरणों का उपयोग करने में काफी समझदारी दिखा रहा है। ये प्रोग्राम साँचे के डिजाइन को देखते हैं और भरने के दौरान समस्याओं के स्थान का पता लगाते हैं। 2023 के कुछ हालिया आंकड़ों के अनुसार, इस तकनीक का उपयोग करने वाली कंपनियों ने अपनी प्रोटोटाइप लागत में लगभग 35% की कमी की है। और जब निर्माता सामग्री के लिए ISO 9001 मानकों का पालन करते हैं, तो प्रमाणन न होने वाले स्थानों की तुलना में उनके उत्पादों में आकार के अंतर लगभग 40% कम होते हैं। यह तो तर्कसंगत है, क्योंकि मानकीकृत प्रक्रियाएँ समग्र रूप से बेहतर काम करती हैं।

स्थिरता के लिए प्रक्रिया-क्रम में निगरानी और सांख्यिकीय प्रक्रिया नियंत्रण
रीयल-टाइम सेंसर इंजेक्शन दबाव (±1.5% प्राप्ति) और डाई तापमान (±2°C भिन्नता) को ट्रैक करते हैं, जो आँकड़े सांख्यिकीय प्रक्रिया नियंत्रण (SPC) प्रणालियों में प्रवाहित होते हैं। इससे 4σ नियंत्रण सीमा से अधिक विचलन का तुरंत सुधार किया जा सकता है — यह प्रथा एल्युमीनियम डाई कास्टिंग अनुप्रयोगों में 28% तक कचरा दर कम करने में सक्षम है।

कास्टिंग के बाद निरीक्षण और गैर-विनाशक परीक्षण विधियाँ
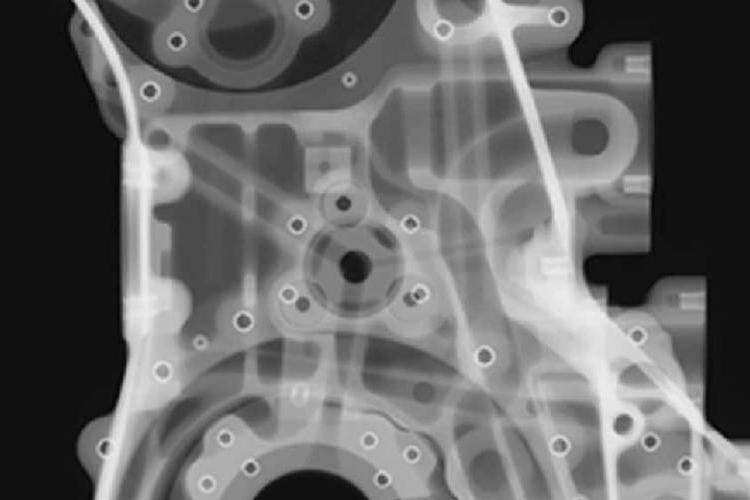
स्वचालित समन्वय मापन मशीनें (CMMs) 5µm सहिष्णुता के भीतर भागों के आयामों की पुष्टि करती हैं, जबकि एक्स-रे निरीक्षण दृश्य जांच से अदृश्य उप-सतही दोषों की पहचान करता है। प्रमुख सुविधाएँ उच्च-तनाव वाले सभी घटकों की जांच के लिए चरणबद्ध-एरे अल्ट्रासोनिक परीक्षण का उपयोग करती हैं, जिससे दोष बच निकलने की दर 0.02% से नीचे रहती है।
आयामी सटीकता और मोल्ड रखरखाव की सर्वोत्तम प्रथाएँ
प्रत्येक 50,000 साइकिल के बाद निवारक मोल्ड रखरखाव कार्यक्रम महत्वपूर्ण स्पष्टता (±0.005मिमी) को संरक्षित करते हैं। प्लाज्मा-नाइट्राइडेड मोल्ड सतहें सतह की समाप्ति की आवश्यकताओं (Ra ≤0.8µm) को पारंपरिक कोटिंग्स की तुलना में 3 गुना अधिक समय तक बनाए रखती हैं, जिससे उत्पादन बैच के दौरान भागों की निरंतरता प्रत्यक्ष रूप से प्रभावित होती है।

आधुनिक डाई कास्टिंग गुणवत्ता आश्वासन में उन्नत प्रौद्योगिकियों की भूमिका
AI-संचालित दृष्टि प्रणाली अब माइक्रो-दोषों (≤0.1मिमी) का पता मानव निरीक्षकों की तुलना में 12 गुना तेज़ी से लगाती है। बंद-लूप वास्तविक समय प्रक्रिया निगरानी प्रणाली स्वचालित रूप से 23 मशीन पैरामीटर्स को एक साथ समायोजित करती है, मिश्र धातु बैच में भिन्नता के बावजूद इष्टतम स्थितियों को बनाए रखती है। ये प्रोटोकॉल सामूहिक रूप से एक आधुनिक डाई कास्टिंग फैक्ट्री के संचालन उत्कृष्टता को परिभाषित करते हैं।
डाई कास्टिंग में सामान्य दोष और एक पेशेवर डाई कास्टिंग फैक्ट्री में रोकथाम रणनीतियाँ
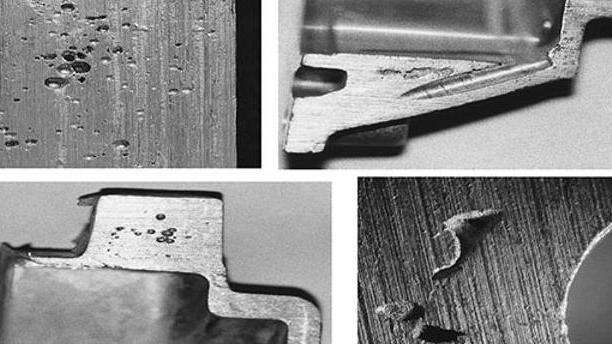
सामान्य कास्टिंग दोषों की पहचान: पोरोसिटी, कोल्ड शट्स और फ्लैश
देश भर में एल्युमीनियम डाई कास्टिंग की दुकानों में, फंसी हुई गैसों से उत्पन्न होने वाली पारगम्यता, धातु के पूरी तरह से एकीभूत न होने पर आने वाले ठंडे जोड़ (कोल्ड शट्स), और अतिरिक्त सामग्री के बाहर निकलने से उत्पन्न फ्लैश उत्पादन लाइनों में आने वाली गुणवत्ता संबंधी समस्याओं का लगभग 60-65% हिस्सा बनाते हैं। अधिकांशतः ये समस्याएं उच्च दबाव वाले इंजेक्शन चरणों के दौरान दिखाई देने लगती हैं। जब ढालों (मोल्ड्स) का उचित तरीके से वेंटिलेशन नहीं होता या प्रक्रिया के दौरान तापमान में उतार-चढ़ाव आता है, तो अंतिम उत्पाद में संरचनात्मक कमजोरियां आ जाती हैं। इन सामान्य दोषों का मुकाबला करने के लिए, आधुनिक निर्माण सुविधाएं अब अपने ढालों के लिए इन्फ्रारेड थर्मोग्राफी स्कैनिंग उपकरणों और जटिल भविष्यकालीन रखरखाव प्रणालियों पर भारी निर्भरता करती हैं। कुछ संयंत्रों ने तो वास्तविक समय में निगरानी समाधान लागू करना भी शुरू कर दिया है जो संभावित समस्याओं के वास्तविक उत्पादन अवरोध बनने से पहले ऑपरेटरों को सूचित कर देते हैं।
एल्युमीनियम कास्टिंग की विश्वसनीयता के लिए मूल कारण और रोकथाम रणनीतियां
विश्लेषण से पता चलता है कि 68% दोष अनुचित गेटिंग डिज़ाइन और मिश्र धातु के डीगैसिंग में कमी के कारण होते हैं। प्रमुख कारखाने ढलाई के दौरान ±1.5% पैरामीटर सटीकता बनाए रखने के लिए वास्तविक समय दबाव सेंसर और स्वचालित श्यानता नियंत्रण का उपयोग करते हैं। परतदार शीतलन प्रणाली को लागू करने से ठंडे जोड़ की घटनाओं में 38% की कमी आती है, जबकि AI-संचालित पारगम्यता पूर्वानुमान मॉडल उत्पादन से पहले 92% दोष का पता लगाने की सटीकता प्राप्त करते हैं।
केस अध्ययन: प्रक्रिया अनुकूलन के माध्यम से दोष दर को कम करना
2023 में एक ऑटोमोटिव आपूर्तिकर्ता पहल ने वैक्यूम-सहायता डाई कास्टिंग को AI-संचालित प्रवाह सिमुलेशन के साथ जोड़कर पोरोसिटी-संबंधित अपशिष्ट को 87% तक कम कर दिया (Casting-YZ, 2024)। इस अनुकूलित प्रक्रिया ने चक्र समय में 14% की कमी की और 12 महत्वपूर्ण घटकों में तन्य शक्ति स्थिरता में सुधार किया, जो यह दर्शाता है कि उन्नत प्रक्रिया नियंत्रण डाई कास्टिंग कारखानों में गुणवत्ता और दक्षता दोनों को कैसे ऊंचा उठाते हैं।
सामग्री और प्रक्रिया चयन: उच्च-प्रदर्शन डाई कास्टिंग की आधारशिला
डाई कास्टिंग में उपयोग किए जाने वाले सामग्री: एल्युमीनियम, जस्ता, मैग्नीशियम और तांबा मिश्र धातुएं
सामग्री के चयन से डाई कास्टिंग प्रणालियों में घटकों के प्रदर्शन पर सीधा प्रभाव पड़ता है। चार मिश्र धातुएं औद्योगिक अनुप्रयोगों में प्रमुख हैं:
- एल्यूमीनियम मिश्र धातु (A380, ADC12) इंजन ब्लॉक जैसे 62% ऑटोमोटिव घटकों में उनके उपयोग को बढ़ावा देते हुए इष्टतम शक्ति-से-वजन अनुपात (2.7 ग्राम/सेमी³) और संक्षारण प्रतिरोध प्रदान करते हैं (2024 सामग्री गाइड)
- जिंक धातुएँ (ZA-8, ज़मैक) इलेक्ट्रॉनिक्स और चिकित्सा उपकरणों के लिए उत्कृष्ट मोल्ड प्रवाह के माध्यम से जटिल ज्यामिति की अनुमति देते हैं
- मैग्नीशियम धातुएँ (AZ91D) संरचनात्मक अखंडता के बलिदान के बिना एयरोस्पेस-ग्रेड हल्कापन प्रदान करते हैं
- तांबे के मिश्रधातु (C87800) थर्मल/विद्युत प्रणालियों में विशिष्ट भूमिका निभाते हैं
हाल के निर्माण विश्लेषण से पता चलता है कि स्वचालित डाई कास्टिंग फैक्ट्री प्रक्रियाओं के साथ संगतता और 100% पुनर्चक्रण के कारण एल्युमीनियम प्रमुख है।
उच्च-प्रदर्शन अनुप्रयोगों में एल्युमीनियम डाई कास्टिंग क्यों प्रमुख है
टिकाऊता-आधारित परिदृश्यों में एल्युमीनियम तीन कारकों के कारण विकल्पों पर प्रभुत्व रखता है:
- जस्ता की तुलना में 40% कम तापीय प्रसार, इंजन घटकों में स्थिरता सुनिश्चित करता है
- कोटिंग्स के बिना जंग रोधी के लिए प्राकृतिक ऑक्साइड परत का निर्माण
- उत्पादन के दौरान ऊर्जा दक्षता (मैग्नीशियम की तुलना में 30% कम बिजली)
उच्च दबाव डाई कास्टिंग में सफलता के लिए प्रमुख विचार
एक पेशेवर डाई कास्टिंग फैक्ट्री को संतुलित करना चाहिए:
- क्लैम्पिंग बल : लगातार दीवार की मोटाई के लिए 800–2,500 टन
- शीतलन दर : पतले भागों में छिद्रता रोकने के लिए 2–3°C/सेकंड
- मोल्ड कोटिंग्स : टूल के जीवन को 300% तक बढ़ाने वाली TiN या CrN परतें

आधुनिक डाई कास्टिंग फैक्ट्री में उत्पादन दक्षता और आर्थिक प्रदर्शन
डाई कास्टिंग के लाभ: दक्षता, शक्ति और लागत प्रभावशीलता
आज के डाई कास्टिंग संयंत्रों ने तेज उत्पादन चक्रों और लगभग नेट आकृति विनिर्माण तकनीकों के साथ अपने उत्पादन को बहुत बढ़ावा दिया है। पिछले वर्ष के मैन्युफैक्चरिंग इनसाइट्स के अनुसार, 10,000 इकाइयों से अधिक के बैच बनाते समय इस दृष्टिकोण से प्रति इकाई लागत में लगभग 30 से 40 प्रतिशत की कमी आती है। इसके सफल होने का कारण छोटे एल्युमीनियम भागों के लिए 60 सेकंड से कम के अत्यंत त्वरित चक्र समय के साथ-साथ अद्भुत सामग्री दक्षता का संयोजन है। उन्नत गेटिंग प्रणालियाँ और स्वचालित ट्रिमिंग प्रत्येक बैच से 95% तक धातु उपयोग प्राप्त करने में मदद करती हैं। उद्योग की रिपोर्टों में स्वचालन में सुधार के बारे में देखें, तो पता चलता है कि सांचे पर स्प्रे करने और भाग निकालने जैसे कार्यों के लिए रोबोट का उपयोग करने वाली दुकानों ने गुणवत्ता में बहुत अधिक कमी किए बिना श्रम लागत में लगभग एक चौथाई की कमी कर दी है। इन सुविधाओं में दोष दर 1% से कम बनाए रखी जाती है जो यह देखते हुए काफी प्रभावशाली है कि वे अब कितनी तेजी से संचालित हो रहे हैं।
आर्थिक दक्षता के लिए टूलिंग लागत और आयतन उत्पादन का संतुलन
मल्टी कैविटी मोल्ड टूलिंग की प्रारंभिक लागत अक्सर 150,000 डॉलर से अधिक हो जाती है, लेकिन एक बार उत्पादन लगभग 5,000 इकाइयों तक पहुंच जाने के बाद, डाई कास्टिंग वित्तीय रूप से फायदेमंद हो जाती है क्योंकि प्रत्येक अतिरिक्त इकाई का उत्पादन लागत में काफी कमी आती है। पिछले साल प्रिसिजन इकोनॉमिक्स के एक उद्योग अनुसंधान के अनुसार, वे निर्माता जो केवल 18 महीनों में अपनी टूलिंग लागत की वसूली करने में सफल होते हैं, छोटे बैच आकार वालों की तुलना में निवेश पर लगभग 22 प्रतिशत अधिक रिटर्न देखते हैं। सामग्री का चयन समझदारी से करना भी बहुत अंतर लाता है। एल्युमीनियम इसलिए खास है क्योंकि लगभग 85% एल्युमीनियम अंततः रीसाइकल हो जाता है, जिससे समय के साथ सामग्री की लागत कम बनी रहती है। इस बीच, जिंक मिश्र धातुओं के साथ काम करने से मशीनिंग पर लागत बचती है क्योंकि भाग मोल्ड से इतनी अच्छी सतह की गुणवत्ता के साथ निकलते हैं कि अतिरिक्त फिनिशिंग की आवश्यकता कम रहती है।
उच्च उत्पादन डाई कास्टिंग संचालन में उत्पादकता मूल्यांकन मेट्रिक्स
शीर्ष प्रदर्शन करने वाली फैक्ट्रियाँ तीन प्रमुख मेट्रिक्स की निगरानी करती हैं:
- उपकरण की समग्र प्रभावशीलता (OEE) : >75% का अर्थ है इष्टतम मशीन उपयोग
- साइकिल समय परिवर्तनशीलता : <5% विचलन निर्धारित उत्पादन सुनिश्चित करता है
- प्रति किलोग्राम लागत : ऊर्जा, श्रम और सामग्री लागत को सम्मिलित करता है जो समग्र दक्षता ट्रैकिंग के लिए होता है
वास्तविक समय में OEE डैशबोर्ड का उपयोग करने वाले अग्रणी निर्माता बताते हैं 18% तेज़ बोटलनेक पहचान और प्रतिवर्ष 12% उत्पादन लाभ, जो यह साबित करता है कि प्रतिस्पर्धी डाई कास्टिंग संचालन में डेटा-आधारित निर्णय लेना अब वैकल्पिक नहीं है।
भविष्य के लिए तैयार डाई कास्टिंग: स्वचालन, स्थिरता और डिज़ाइन सहयोग
निर्माण के लिए डिज़ाइन कैसे गुणवत्ता और गति में सुधार करता है
जब कंपनियाँ उत्पाद विकास की शुरुआत से ही निर्माण के लिए डिज़ाइन (डीएफएम) को लागू करती हैं, तो प्रमुख डाई कास्टिंग संचालन में सामग्री के अपव्यय और उत्पादन समय दोनों में महत्वपूर्ण कमी देखी जाती है। कुछ कारखानों ने बताया कि इन सिद्धांतों को शुरुआत में शामिल करके वे अपने चक्र समय में लगभग 40% तक की कमी कर चुके हैं। इसका मुख्य आधार यह है कि इंजीनियर भागों को निर्माण सीमाओं के साथ बेहतर ढंग से काम करने के लिए कैसे आकार देते हैं। वे आमतौर पर पतली दीवारों और जटिल अंडरकट जैसे उन कठिन क्षेत्रों से बचते हैं जो अक्सर भविष्य में कास्टिंग समस्याओं का कारण बनते हैं। वर्ष 2023 के वास्तविक शॉप फ्लोर डेटा को देखते हुए, निर्माताओं ने पाया कि डीएफएम को ध्यान में रखकर डिज़ाइन किए गए भागों को पुराने डिज़ाइन की तुलना में कास्टिंग के बाद लगभग 35% कम सुधार की आवश्यकता होती थी। इसका अर्थ है कम पुनःकार्य, कम लागत, और अंततः खुश ग्राहक जो तेज़ी से गुणवत्तापूर्ण उत्पाद प्राप्त करते हैं।
विश्वसनीय डाई कास्टिंग कारखानों में सहयोगात्मक प्रोटोटाइपिंग और सिमुलेशन
उन्नत सिमुलेशन प्लेटफॉर्म डिज़ाइन टीमों और उत्पादन इंजीनियरों के बीच वास्तविक समय में सहयोग को सक्षम करते हैं। क्लाउड-आधारित प्रणालियाँ भरने के पैटर्न और तापीय तनाव का एक साथ मूल्यांकन करना संभव बनाती हैं, जिससे प्रोटोटाइप पुनरावृत्तियों में 50% की कमी आती है। यह डिजिटल ट्विन दृष्टिकोण भौतिक उपकरणों को चालू करने से पहले आभासी वातावरण में मोल्ड डिज़ाइन की पुष्टि करता है, जिससे बाज़ार तक पहुँचने का समय कम होता है।
उभरते रुझान: एआई-संचालित गुणवत्ता नियंत्रण, स्वचालन और स्थायित्व
आज की सुविधाओं में कृत्रिम बुद्धिमत्ता से संचालित इन स्मार्ट दृष्टि प्रणालियों क berाहर लगभग शून्य दोष प्राप्त हो रहे हैं। ये उन्नत आंखें प्रत्येक ढलाई चक्र के दौरान 500 से अधिक विभिन्न कारकों की जांच करती हैं। परिणाम? पारस्पर्य समस्याओं के कारण अपशिष्ट में लगभग 62% की भारी कमी, और यह सब उत्पादन गति को धीमा किए बिना पिछले साल एडवांस्ड कास्टिंग जर्नल के अनुसार। इसी समय, कंपनियों ने बंद लूप शीतलन सर्किट्स के साथ स्वचालित स्नेहन प्रणालियों को लागू करना शुरू कर दिया है। पुरानी विधियों की तुलना में इस संयोजन ने ऊर्जा के उपयोग में लगभग 28% की कमी की है। स्थिरता पर उद्योग रिपोर्टों में दिखाया गया है कि ये सुधार केवल सैद्धांतिक नहीं हैं बल्कि वास्तव में देश भर में विनिर्माण के मैदानों पर हो रहे हैं।
स्मार्ट विनिर्माण के साथ डाई कास्टिंग ऑपरेशन्स को भविष्य-सुरक्षित बनाना
अग्रणी कारखानों उत्पादन लाइनों में आईओटी सेंसर को एकीकृत करते हैं, जिससे भविष्यवाणी रखरखाव संभव होता है जो अनियोजित डाउनटाइम को 73% तक कम कर देता है। इस बुद्धिमान सुविधाओं की ओर बढ़ने के दृष्टिकोण से वास्तविक समय प्रक्रिया डेटा को उद्यम संसाधन योजना प्रणालियों के साथ जोड़ा जाता है, जो उद्योग 4.0 की मांगों के लिए तैयार लचीले पारिस्थितिकी तंत्र का निर्माण करता है।
सामान्य प्रश्न
डाई कास्टिंग में सामान्य दोष क्या हैं?
डाई कास्टिंग में सामान्य दोषों में गैसों के फंसने के कारण पोरोसिटी, ठंडे शट्स जहां धातु पूरी तरह से सम्मिलित नहीं होती है, और अतिरिक्त सामग्री के रिसाव के कारण फ्लैश शामिल हैं। इन समस्याओं का उच्च-दबाव इंजेक्शन चरणों के दौरान होना आम है।
सिमुलेशन डाई कास्टिंग गुणवत्ता में सुधार कैसे करता है?
सिमुलेशन उपकरण भरने की प्रक्रिया के दौरान समस्याओं के होने की संभावना वाले स्थानों की भविष्यवाणी करते हैं, जिससे निर्माताओं को प्रक्रियाओं को मानकीकृत करने और सांचों को अनुकूलित करने में सक्षम बनाता है, जिससे प्रोटोटाइप लागत में लगभग 35% की कमी आ सकती है।
उच्च-प्रदर्शन डाई कास्टिंग में एल्युमीनियम को क्यों प्राथमिकता दी जाती है?
एल्युमीनियम को इसके इष्टतम शक्ति-से-वजन अनुपात, संक्षारण प्रतिरोध, कम तापीय प्रसार और उत्पादन के दौरान ऊर्जा दक्षता के कारण पसंद किया जाता है, जो टिकाऊपन के लिए महत्वपूर्ण अनुप्रयोगों के लिए इसे आदर्श बनाता है।
डाई कास्टिंग में वास्तविक समय निगरानी के क्या लाभ हैं?
सेंसर के साथ वास्तविक समय निगरानी इंजेक्शन दबाव और डाई तापमान की सटीक ट्रैकिंग प्रदान करती है, जिससे तुरंत विचलन सुधार संभव होता है, स्क्रैप दर में कमी आती है और समग्र गुणवत्ता में सुधार होता है।
विषय सूची
- डाई कास्टिंग में मुख्य गुणवत्ता नियंत्रण: लगातार विश्वसनीयता सुनिश्चित करना
- डाई कास्टिंग में सामान्य दोष और एक पेशेवर डाई कास्टिंग फैक्ट्री में रोकथाम रणनीतियाँ
- सामग्री और प्रक्रिया चयन: उच्च-प्रदर्शन डाई कास्टिंग की आधारशिला
- आधुनिक डाई कास्टिंग फैक्ट्री में उत्पादन दक्षता और आर्थिक प्रदर्शन
- भविष्य के लिए तैयार डाई कास्टिंग: स्वचालन, स्थिरता और डिज़ाइन सहयोग
- सामान्य प्रश्न