



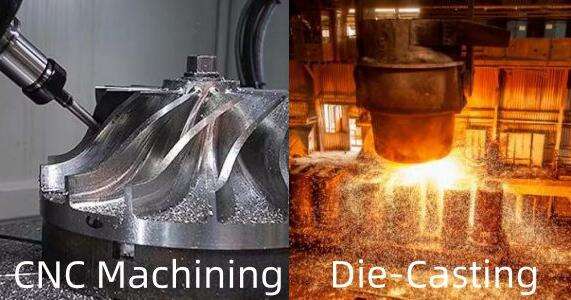
Förståelse av tryckgjutnings- och CNC-bearbetningsprocesser
Grundläggande om tryckgjutning: formbaserad produktion
Tryckgjutning förblir en av de viktigaste metoderna tillverkare använder för att skapa komponenter, genom att pressa smält metall i formar med högt tryck. Två huvudsakliga tillvägagångssätt existerar inom detta område: varmkammare- och kallkammarmetoder. Vid varmkammargjutning finns i princip en inbyggd ugn som hela tiden håller metallen smält, vilket gör det mest lämpligt för de metaller som inte kräver extremt höga temperaturer för att smälta. Kallkammargjutning fungerar däremot annorlunda. Här häller arbetarna i själva verket metallen i en separat behållare innan den injiceras i formhålan, vilket är praktiskt när man hanterar metaller som kräver mycket högre temperaturer. De vanligaste metallerna som tillverkas på detta sätt är aluminium och zink, eftersom de är lätta och inte rostar lätt. Bilföretag gillar denna metod för att tillverka saker som motorblock och växlar. Men den används också på många andra områden, från smartphones till köksredskap, främst tack vare att färdiga produkter kan bli mycket tunna och släta med hjälp av lämpliga gjuttekniker.

CNC-bearbetning förklarat: Datorstyrd precision
CNC-bearbetning sticker ut som en avgörande metod inom subtraktiv tillverkning där datorstyrda verktyg bearbetar fasta block tills rätt form uppnås. Olika typer finns, inklusive fräsar och svarv, där varje typ är bra på olika saker – från enkel materialborttagning till detaljarbete i material som metall, plast eller komposit. Det som verkligen gör CNC-bearbetning speciell är dess precision. Delar som tillverkas på detta sätt uppfyller de mycket stränga toleranser som krävs för komplexa konstruktioner som används inom exempelvis flygplansindustrin eller medicinteknisk produktion. Programmeringen spelar också en stor roll, eftersom dessa program instruerar maskinen exakt var den ska skära och röra sig. Därför blir resultaten konsekvent exakta varje gång, även när det kan förekomma små skillnader mellan olika batchar.

Materialval och effektivitets skillnader
Vilken typ av material som används spelar stor roll i tillverkningen, särskilt när man jämför tryckgjutning med CNC-bearbetning. Vid tryckgjutning använder tillverkare främst ojärnmetaller som aluminium, zink och magnesium eftersom dessa metaller har god flytförmåga under processen. De är utmärkta för att tillverka detaljerade komponenter som kräver konsekvens över tusentals enheter. CNC-bearbetning fungerar dock annorlunda. Den kan hantera nästan allt, från metaller till plaster och till och med vissa kompositmaterial. Denna mångsidighet innebär att verkstäder kan ta itu med en större mängd projekt utan att behöva byta utrustning. När det gäller att snabbt få jobbet gjort, vinner tryckgjutning klart när det gäller stora beställningar. Maskinerna tillverkar delar snabbt med liten spill, så produktionen kan fortsätta ostört. Men om ett företag behöver göra justeringar mitt i ett projekt eller arbeta med mindre serier, erbjuder CNC-bearbetning denna flexibilitet. Många tillverkningsverkstäder har faktiskt båda alternativen tillgängliga, beroende på vad deras kunder behöver mest vid varje tillfälle.
Statistik visar att tryckgjutningens snabba produktionshastighet, där cyklerna ofta bara varar några sekunder till minuter, är idealisk för massproduktion, medan CNC-bearbetning kan vara långsammare på grund av dess subtraktiva natur, vilket innebär mer tidskrävande processer.
Produktionsvolym och kostnadsanalys
Om man jämför hur mycket som tillverkas med vad det faktiskt kostar, finns det en stor skillnad mellan tryckgjutning och CNC-bearbetning. Tryckgjutning är verkligen fördelaktig när företag behöver producera stora mängder komponenter, eftersom varje enskild del blir billigare när kostnaderna för verktyg sprids ut över tusentals enheter. Därför gillar bilverkstäder och tillverkare av elektronik denna metod så mycket – de kan lita på att varje enskild komponent är exakt likadan. I motsats härtill kostar CNC-bearbetning vanligtvis mer per enhet, eftersom den fräser bort material istället för att hälla smält metall i formar. Även om installation av en CNC-maskin inte kostar lika mycket från början jämfört med tillverkning av gjutformar, så kan det bortkastade materialet snabbt bli dyrt. Därför föredrar de flesta att använda CNC när de bara vill testa något eller tillverka ett par dussin prototyper innan man går över till storskalig produktion.
Branschrappporter konstaterar att tryckgjutning är ekonomiskt hållbar vid produktion över lång tid, medan CNC-bearbetningens anpassningsförmåga passar bättre för mindre volymer. Kostnadsanalysen visar att tryckgjutning fortfarande är den mest ekonomiskt lönsamma optionen för stora volymer, medan CNC-bearbetning erbjuder flexibilitet för mindre serier.
Precision, Tolerans och Komplexitetskapacitet
Vid jämförelse mellan tryckgjutning och CNC-bearbetning ligger en av de största skillnaderna i hur exakt varje metod kan tillverka komponenter. CNC-bearbetning märks ut eftersom den skapar komponenter med mycket tajta toleranser, ofta ner till cirka plus eller minus 0,0005 tum. Det gör det perfekt för komplicerade delar som behöver exakta mått, som de små växlar som används i flygplan eller medicinsk utrustning där till och med små fel spelar stor roll. Tryckgjutning är inte lika exakt, vanligtvis mellan plus eller minus 0,002 och 0,005 tum. För många projekt fungerar denna nivå bra, men ibland måste tillverkare utföra extra arbete efter gjutningen för att få allt att se rätt ut och uppfylla alla storlekskrav som behövs.
Maskiner med datorstyrd numerisk styrning (CNC) är mycket bra på att tillverka komplexa komponenter eftersom de kan skära material med exakt precision som styrs av datorer. Tryckgjutning fungerar bättre för enklare delar där exakta mått inte är lika kritiska. Enligt nyligen publicerade studier i Journal of Manufacturing Processes finns det tydliga bevis som visar att bearbetning med CNC-maskiner är överlägsen andra metoder när det gäller att hantera komplicerade former i komponenter och upprätthålla mycket tajta toleranser under produktionen. Detta är också praktiskt eftersom många industrier behöver komponenter med inre detaljer som helt enkelt inte kan uppnås genom traditionella gjuttekniker ensamma.
Leveranstid och flexibilitetsanpassningar
När man ser hur snabbt saker blir klara och hur anpassningsbara processerna är, finns det några intressanta aspekter kring tryckgjutning jämfört med CNC-bearbetning. CNC-bearbetning minskar i regel väntetiden, vilket gör den utmärkt för att skapa prototyper eller snabbt få ut produkter när konstruktioner behöver ändras. Ingen behöver bråa med fysiska inställningar när justeringar behövs. Å andra sidan fungerar tryckgjutning bra för stora serier men tar längre tid eftersom tillverkningen av verktyg och formar tar tid. Hela processen från början till slut kan ibland dra ut på tiden i månader, särskilt om det krävs några ändringar i sista minuten i verktygen.
CNC-bearbetning erbjuder en riktig flexibilitet som låter designers göra ändringar under en projekts livscykel. Detta står i stark kontrast till tryckgjutning, som kräver helt nya formar varje gång det är en mindre designjustering. Och låt oss vara ärliga, det tar både pengar och tid att skapa dessa formar. Tillverkningsrapporter pekar konsekvent på denna fördel med CNC-bearbetning, särskilt när snabba leveranstider är viktiga. Till exempel byter ofta bilföretag till CNC när de utvecklar prototyper eftersom de kan justera delar i sista minuten utan att behöva vänta veckor på formjusteringar. Förmågan att snabbt anpassa sig gör all skillnad i konkurrenskraftiga marknader där det aldrig varit viktigare att få produkterna rätt.
Tillämpningar och branschstandarder
Lämpliga projekt för delar i aluminium- och zinkgjutning
När det gäller tillverkning av delar som behöver vara lätta men ändå motståndskraftiga mot slitage, så lyfter aluminium- och zinktryckgjutning verkligen fram. Elektronikvärlden älskar aluminium eftersom den leder värme så bra, vilket är anledningen till att man ser den överallt i kylflänsar för datorer och andra elektronikprylar. Under tiden har zink blivit ett arbetshestmaterial inom bilindustrin tack vare sin styrka samtidigt som den fortfarande är lätt att forma till komplexa design. Titta på moderna fordon och deras otaliga små kopplingar eller skyddshöljen runt känsliga elektronikkomponenter – dessa är ofta gjorda av zink. Det som gör båda metallerna så speciella är inte bara deras prestandaegenskaper utan också hur de klarar sig när de produceras i stora kvantiteter utan att kosta en förmögenhet. Tillverkare har upptäckt att det att byta till dessa material kan ge långsiktiga besparingar samtidigt som man upprätthåller kraven på produktkvalitet.
När CNC-fräsning excellerar: Komplexa komponenter i låg volym
När företag behöver exakta specialdelar för små produktionsserier blir CNC-bearbetning avgörande. Titta på luftfartssektorn eller tillverkare av medicintekniska produkter som är beroende av denna teknik för att tillverka komplexa komponenter där till och med små fel kan leda till stora problem i framtiden. Det som gör CNC unikt är hur det hanterar dessa detaljer med anmärkningsvärd precision, vilket är anledningen till att många konstruktörer vänder sig till den under prototypstadiet. De får möjlighet att testa sina idéer utan att det blir för dyrt jämfört med traditionella metoder som tryckgjutning som helt enkelt inte är ekonomiskt hållbara för begränsade kvantiteter. För företag som arbetar med specialiserade produkter erbjuder CNC både flexibilitet och tillförlitlighet när andra alternativ inte räcker till.
IATF 16949 Certifieringsöverväganden
Att få IATF 16949-certifiering är mycket viktigt när det gäller att säkerställa att kvalitetsstyrningen fungerar ordentligt i hela fordonsindustrins leveranskedja. För att uppfylla denna standard måste tillverkare följa etablerade bästa praxis i sin dagliga verksamhet. För företag som är involverade i tryckgjutning eller CNC-bearbetning blir det avgörande att ha väl dokumenterade arbetsprocesser och att ständigt söka efter sätt att förbättra sig innan man ens kan tänka sig att få certifiering. När företag följer dessa krav blir produkterna av bättre kvalitet överlag. Kunderna börjar också lita mer på dem, vilket hjälper till att säkra kontrakt i den hårda fordonsmarknaden där att göra rätt ifrån sig varje gång gör skillnad mellan framgång och misslyckande för de flesta leverantörer.
Val mellan tryckgjutning och CNC-fräsning
Viktiga beslutsfaktorer: volym, budget och krav
Att välja mellan tryckgjutning och CNC-bearbetning kräver att man tittar på några viktiga faktorer för att hitta det bästa alternativet för en given tillverkningsuppgift. Produktionsvolym spelar en stor roll här. Tryckgjutning tenderar att vara kostnadseffektiv när man tillverkar tusentals komponenter på en gång, men blir dyrare vid småseriestillverkning. CNC-bearbetning däremot hanterar småserier mycket bättre, särskilt när varje komponent kräver något unikt. Kostnad är en annan viktig faktor. De inledande verktygskostnaderna för tryckgjutning kan bli mycket höga, men detta minskar styckkostnaden när produktionen ökar. CNC-bearbetning kräver inte dessa specialverktyg, vilket gör det mer ekonomiskt även vid begränsade serier. Materialval, komplexitet i komponenten och hur flexibel konstruktionen behöver vara spelar också in. Projekt som kräver tippa toleranser eller regelbundna konstruktionsändringar? Då är ofta CNC-bearbetning ett bättre alternativ.
Företag som tittar på sina alternativ finner ofta beslutsmatriser mycket hjälpsamma för att få klarhet i exakt vad de behöver. Även om jag inte kan visa ett riktigt exempel här, så tittar de flesta på saker som hur mycket varje artikel kostar, hur mycket avfall som skapas under produktionen, hur lång tid det tar att få saker tillverkade och om det går att enkelt göra ändringar i designen vid ett senare tillfälle. När företag tar hänsyn till alla dessa aspekter fattar de bättre beslut som faktiskt stämmer överens med det de vill uppnå. Även verkliga exempel är till hjälp. Att titta på vad andra företag gjorde när de stod inför liknande problem ger bra idéer om hur man kan hantera saker utan att gå över budgeten eller sakta ner drift alltför mycket.
Verkliga scenarier: från PV-inverter-hus till prototyper
Att titta på vad som sker på fabriksgolven visar hur svårt det kan vara för företag att välja mellan tryckgjutning och CNC-bearbetning. Ta produktionen av höljen för PV-inverterare som ett exempel. Valet av material spelar stor roll här. Många tillverkare väljer CNC-bearbetning när de behöver något som är mycket precist eller vill snabbt testa flera olika designvarianter. Med denna metod kan företag prova olika konfigurationer utan att behöva lägga mycket pengar på helt nya gjutformar varje gång. Å andra sidan är tryckgjutning utmärkt när det krävs konsekvent kvalitet över tusentals identiska delar. Det är därför man ser den så mycket inom industrier som massproducerar standardkomponenter.
Att titta på alla dessa olika alternativ lär oss något viktigt om tillverkningsbeslut. För det första måste företag ta reda på vad som är mest prioritet i deras specifika situation. Är designflexibilitet viktigast? Eller kanske är det viktigare för dem att producera stora kvantiteter eller hålla kostnaderna nere? När de väl vet vad som prioriteras högst blir det mycket enklare att välja rätt tillverkningsmetod. När det är dags att faktiskt tillverka komponenter måste tillverkare vara noga med att identifiera sina exakta behov. Ta till exempel PV-omvandlare. Vissa kanske fokuserar på pris medan andra tittar på materialens egenskaper. Ska man använda zinktryckgjutning eller aluminium? Det beror på faktorer som nivån på nödvändig hållfasthet eller korrosionsmotstånd över tid. Utefter vad vi sett inom olika industrier betalar det sig att ta tid att analysera tidigare erfarenheter. Företag som lär sig av tidigare misstag tenderar att hitta bättre sätt att balansera alla dessa motstridiga krav mellan olika tillverkningsmetoder.
Innehållsförteckning
- Förståelse av tryckgjutnings- och CNC-bearbetningsprocesser
- Materialval och effektivitets skillnader
- Produktionsvolym och kostnadsanalys
- Precision, Tolerans och Komplexitetskapacitet
- Leveranstid och flexibilitetsanpassningar
- Tillämpningar och branschstandarder
- Val mellan tryckgjutning och CNC-fräsning